Generally, Sheet metal cutting refers to splitting a single metal sheet into two or more pieces. But, it also involves the removal of unwanted parts from a sheet using shear force, heat, or any other form of energy. The cutting process requires high pressure at the cutting position, which can fracture the sheet from the designated area to create the desired shape. It involves a workpiece, cutting tool, Work holding & Fixturing, machining tool, and cutting fluid.
There are various approaches to sheet metal cutting. Let’s overview them in detail.
Shear Cutting
Shear-cutting techniques are based on the principle of applying shear force beyond the material’s maximum shear strength to cut the designated position.
1. Sawing
Sawing uses blade motion to cut large sheets of metal up into small pieces. The motion of the blade varies depending on the type. For example, Hacksaws cut the sheet with a reciprocating motion, while circular saws use a rotating blade. The teeth on the blade are responsible for creating of cutting gap during the process.
2. Punching
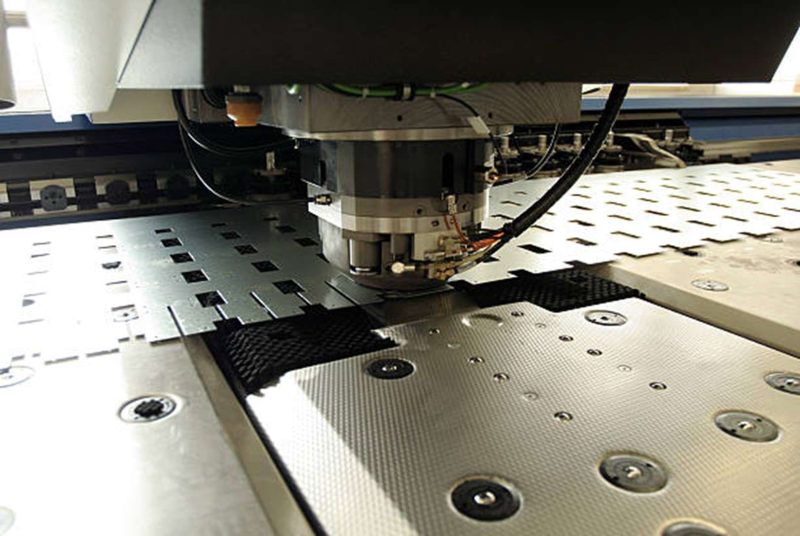
Sheet metal punching operation
Punching is a straightforward way of cutting sheet metal. A punching machine is used to create relatively small parts of different shapes. It involves using a punching press, which exerts a force on the sheet metal placed in the punching die to create the part of the desired shape.
There are several punching procedures based on the punched-out geometry, such as piercing, lancing, notching, nibbling, and perforating.
| Punching Type | Description |
| Piercing | Piercing creates a Slot or singular hole. It involves the combination of sheet metal forming (Extrusion) and cutting techniques, which leaves the minimum scrap. |
| Lancing | With a single hit of the punching press, it makes features such as louvers, tabs, and vents. |
| Notching | Notching entails a succession of punching in which various areas of sheet metal are removed to achieve the desired outcome. It is restricted for the majority of edges and bending positions. |
| Semi-notching | Semi-notching is not exclusive to edges and bending positions and applies to more complex geometries. |
| Slotting | It creates a rectangular slot in sheet metal using the punching concept. |
| Nibbling | Nibbling involves the combination of two or more overlapping punches, which produce different geometries. |
| Perforating | Perforating is making several tiny holes with a little gap between them. |
3. Broaching
Broaching is a standard sheet metal cutting technique in which a tool with teeth (broach) removes material from sheet metal to achieve the desired shape. Even with intricate hole designs, it is capable of producing a large number of identical items from sheet metal. When the cutting tool containing teethes (broach) gets pulled along the cutting position, the first few teeth remove the material from the surface, while the other teeth travel deep down for finishing cuts.
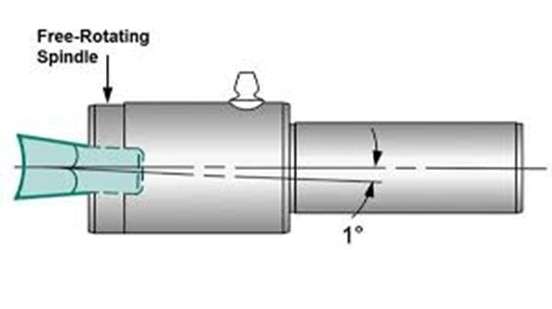
Broaching operation
The broaching process is classified into two types: linear and rotatory.
| Linear broaching | The tool moves linearly against the sheet metal. It is limited to the creation of a 2D extruded shape. |
| Rotatory broaching | The broaching tool moves in rotatory motion against the workpiece and produces axisymmetric shapes. It can create Helical & straight splines, irregular profiles, Gun barrel rifling, and many more. |
4. Blanking
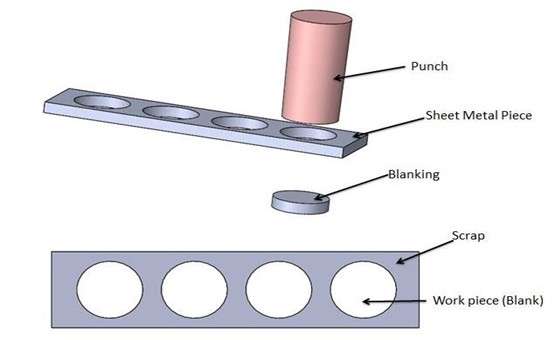
Sheet metal blanking
The blanking is quite similar to punching; both techniques apply the punching press. The only difference is that the punched-out piece is the desirable parts in the required shape (also called blank), and the remaining is the scrap. While in punching, the punched-out part is the scrap. It wastes some material during the process, which can be minimized by nesting the blanks. Aluminum, brass, bronze, mild steel, and stainless steel are the most commonly used materials for blanking (R.S.Shaikh, 2015).
It is a relatively simple method of sheet metal cutting that only requires feeding sheet metal into the blanking machine. Blanking presses can be modified to meet precise output specifications, making them excellent for large-scale manufacturing with dimensional consistency. It can be used for aircraft washers, gears, automobile parts, and a wide range of other applications.
-
- Blanking with cutting edges
It entails shearing cutting edges during the blanking process when the desired cut is generated with a crack in the fixed cutting edge. This procedure necessitated tremendous caution, the proper tool setup, and skilled operators.
5. Slitting
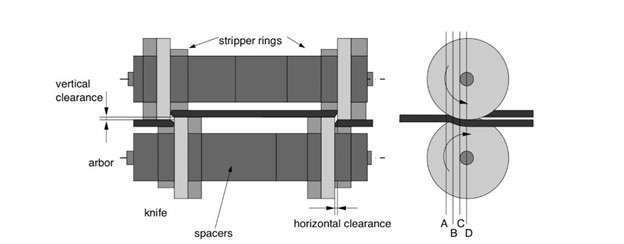
Slitting principle
Slitting is the process of cutting sheet metal with opposing circular blades. It is used to cut sheet metal in both linear and curved patterns. When the sheet passes through the two opposing circular blades, the sheet exerts the blade’s compressive force, resulting in the cut.
Golovashchenko_2018_IOP_Conf._Ser.__Mater._Sci._Eng._418_012057
Non-Shear Cutting
Instead of shear force, non-shear cutting techniques use intense heat, pressure, or abrasive blasting on the cutting position.
1. Laser cutting

Laser-cutting operation
Cutting sheet metal with a high-intensity laser beam is known as laser cutting. With the help of Intense Heat, the Laser beam impacts the cutting position and separates the workpiece. It can handle thicknesses of up to 10 mm.
Machining with traditional tools could be faster and more accurate. Here Laser cutting processes solve the problem. Therefore, it is an efficient solution if manufacturers require quick and precise sheet metal cutting.
Related: How To Choose the Right Laser Cutter for Your Needs?
Types of laser cutting
Primarily there are three types of laser-cutting techniques, Fiberglass, Co2, and crystal laser.
| Fiberglass | Fiber laser cutting is the most energy-efficient technique for Magnifying base seed lasers utilizing fiberglass. It is incredibly efficient to cut thin sheets in a short period. It is also applicable to cutting reflective materials. This approach is accurate for cutting metals, coated metals, and polymers. |
| Co2 | Co2 Laser is a low-cost and efficient technology that primarily employs a beam mix of carbon dioxide, inert gaseous helium, and nitrogen. It can pierce thicker materials than fiber cutters. Wood, glass, paper, fabrics, leather, and acrylic are some examples. |
| Crystal | Because of their shorter wavelength, They can cut hard materials that Co2 lasers cannot, such as ceramic, coated materials, and hardened steel. |
2. Water-jet Cutting

Water-jet cutting operation
Water-jet cutting is the technique of removing a tiny line in raw material with a high-pressure water jet. The water jet erodes the exact position of the workpiece, separating it into two halves. It is based on the water erosion idea. Material removal happens when a high-velocity jet of Water contacts the surface.
A pure water jet is suitable for cutting softer materials, but abrasive particles are combined with the water to cut more stiff materials. The purpose of abrasive particles is to improve the water jet’s cutting ability.
3. Plasma cutting
Plasma cutting is the process of cutting sheet metal workpieces with an ionized gas jet (known as plasma). It melts the sheet metal in the cutting position, resulting in the desired cutting shape. Argon and nitrogen are the most frequent gases utilized in plasma-cutting processes.

Plasma-cutting process
The electric energy heats the gas, causing it to ionize and convert into plasma, directed at the cutting position with a nozzle, and melts the sheet metal, followed by blowing away of molten section.
You might also be interested in:
Which cutting method is better – plasma or laser? Ultimate Guide 2024
Mechanism of Sheet Metal Cutting Using Dies
Cutting sheet metal using a die begins with feeding the sheet into the bottom component of the setup, known as the die. The upper portion is referred to as the punching die.
- When the force is applied through the punching die, it moves toward the worksheet and makes contact. Plastic deformation happens at the cutting position once the sheet and punching press come into contact
- After the plastic deformation, the punching press penetrates the worksheet (Wang, 2018). During the penetration stage, crack propagation takes place in the burnish region
- Finally, the punching press leaves the punched-out parts and comes back to its original position.
Some Special Cutting Processes
1. Trimming
The removal of material from the edges and borders of the worksheet is an essential task before starting any fabrication project, and the trimming process effectively does that job.
Trimming is done to the sheet metal pieces before flanging or bending. It removes burrs and chips from a workpiece so that the cutting surface remains smooth and easy to work with in subsequent fabrication steps.
2. Deburring
Deburring is quite similar to the trimming process. It removes the excess material from the cutting position of the sheet metal part. The only difference involves that trimming uses cutting tools while deburring is done with brushes or small hand tools. It removes the small burr and chips to obtain smooth edges.
In practical manufacturing, trimming and deburring play a crucial role in removing burrs and processing debris. These excess materials are typical manufacturing defects. To learn more about these types of defects, you can refer to this article:
Influencing Factors
Several machining variables, operational conditions, and external factors influence the sheet metal cutting process. Some of the most important factors are included in the table below.
| Influencing factors | Variables | Description |
| Machining variables | Variables in machining include energy, applied force, temperature, tool life, and chip formation. |
· High energy speed-up the cutting process. · Excessive temperature affects the dimensional uniformity of the cutting position. ·Continuous chip formation adds to an excellent surface finish, but irregularity in chip formation promotes vibration and poor surface finish. |
| Operational Variables | Cutting fluids, tools conditions |
· A lack of cutting fluids produces excessive heat, vibration, and friction during the cutting process. · The tool with wear and tear reduces efficiency, surface quality, and cycle time. · The operational variables also impact dimensional accuracy, cutting speed, and power consumption. |
| External variables | The skill of the operator, the complexity of design, the properties of sheet metal |
· Machinability of material influences tolerances, tool life, dimensional consistency, and production cycle time. · Complex designs need more time to complete the machining operation, demand skilled operators, and are challenging to achieve tight tolerances. |
Conclusion
Sheet metal cutting is a fundamental step in sheet metal fabrication, which involves splitting sheet metal pieces and the creation of desirable shapes by cutting into the designated area. Any sheet metal fabrication project starts with cutting the sheet metal into the required sizes and shapes. So, it required proper planning, analysis, and execution to get the desired result.
Protean is an experienced manufacturing industry with advanced machining setups and expert manufacturing professionals. We offer all types of sheet metal cutting services with 20+ material options. Choose your cutting techniques, and send us your design to get your parts to your door within a few days.
FAQ’s
What are some examples of sheet metal cutting processes?
The most frequent sheet metal cutting processes are punching, blanking, slitting, sawing, laser cutting, and water jet cutting. However, which type is suited for your project depends on the specification and desired accuracy.
What factors influence the sheet metal cutting process?
Energy applied force, temperature fluctuation, tool life, chip formation, cutting fluids, tool conditions, operator skill, the complexity of design, and sheet metal material qualities are all influencing factors in sheet metal cutting.
How much thickness can a water jet cut?
The water-jet cutting process can cut materials with up to 300 mm thicknesses. However, it is 400mm for softer materials.
What is the difference between laser and plasma cutting?
Although both methods use heat to cut the worksheet, the difference is that plasma uses ionized gas & laser cutting uses a highly concentrated photon beam.
Bibliography
- R.S.Shaikh, R. (2015). A Review on Factors Affecting the Sheet Metal Blanking Process. IJMER.
- Wang, N. (2018). Mechanism of fracture in sheet metal cutting processes and its effect on sheared edge stretchability. International Deep Drawing Research Group 37th Annual Conference.


I found it Comprehensive, can you please give some examples of how you manage tolerance and edge quality?
Hello, Akihito. Thank you for your interest! We utilize advanced laser cutting and shearing techniques, ensuring tight tolerances and superior edge quality across materials like stainless steel and aluminum. You can leave us a message about your specific requirements here: https://proleantech.com/contact-us/