
Aluminum galls when its surfaces bond unintentionally due to friction. This process is characterized by friction, surface damage, and, in some cases, even cold welding.
Due to aluminum’s soft and ductile nature, it is prone to galling when two parts come into contact. The strong adhesion between two sliding surfaces leads to galling.
Moreover, under high pressure, the aluminum surfaces can experience the breakdown of the oxide layer. When the pressure exceeds the threshold limit, the metal bonds at the micro level become fused. This metallic bond causes damage through material transfer, surface erosion, and even complete component failure.
Aluminum parts need to be managed properly when machined and assembled. A galling incident can easily affect the performance and lifespan of the components. This article will discuss how aluminum galling occurs and how to combat it. So, read the entire article for better strategies and professional advice.
What is Aluminum Galling?

Aluminum Galling
Aluminum galling occurs when two surfaces adhere to each other. Normally, it occurs due to friction, leading to cold welding and material transfer. It usually happens in hydraulic system parts and engine pistons.
Metal Galling is likely to happen at low sliding speeds with high loads. It can potentially be made worse with poor lubrication and high temperature. In general, softer metals, like aluminum and titanium, are quite susceptible to galling.
Under pressure, the oxide layer on aluminum dissociates, revealing raw material underneath. This is problematic in fasteners where bolts are prone to shearing and seizing. Galling also affects machining due to material accumulation on cutting tools.
How Does Galling Occur?

Galling Process
Galling is a phenomenon when two metal surfaces stick under the influence of pressure. As a result, materials are transferred unexpectedly, and surfaces are damaged. Here’s how it occurs:
Surface Roughness and Friction
Even the most polished metals possess minute indentations on their surfaces. These minor protruding edges produce friction when aluminum parts come into contact. As a result, the rise in temperature further weakens the protective aluminum oxide layer.
How Galling Leads to Cold Welding?
Under high pressure, metal atoms can bond together, causing adhesion. This adhesion, a primary characteristic of galling, can lead to cold welding, where the surfaces of the metals merge. As a result, a small portion of metal moves from one component to another. Over an extended period, elevated lumps appear, creating further deterioration.
Rapid Galling Spread

Galling in Washer
Galling progresses more rapidly than normal wear and tear, leading to faster damage to the surface. Once it begins, material transfer rapidly increases. Undesirable galling will lead to significant damage to the surface. In worst-case scenarios, machinery parts may completely lock and stop relocating.
Galling Prevention
Galling can be addressed before it worsens with regular checks. Lubricative and oil can help minimize friction. Screwing together two separate parts with different materials also helps in avoiding adhesion.
Try Prolean Now!
Common Causes of Galling in Aluminum and How to Prevent It?
Galling in aluminum occurs due to the overwear of interrelated surfaces when materials shift relative to one another. Recognizing these underlying issues assists in developing proper counteraction strategies.
High Surface Motion Friction and Contact

Fastener Galling
Aluminum surfaces create high friction between each other when they are in motion. It occurs because the metal is soft and ductile. When two parts of the aluminum attempt to slide against each other, their surfaces weld at micro scales. Eventually, low-level bonding processes cause galling and wear.
Prevention: Low friction surface treatments can eliminate metal-to-metal contact. The application of lubricants significantly reduces surface adhesion.
Lack of Lubricants
The absence of adequate lubrication increases friction, making aluminum easier for the galling. Exposed surfaces generate too much heat, weakening the oxide layer. As the oxide layer acts as a protective layer, the bonding of metal atoms becomes easy when destroyed.
Prevention: Lubricants and anti-seize should be applied often. They will reduce direct metal contact and bonding processes from happening.
Excessive Contact Pressure
As the pressure between aluminum parts increases, galling is accelerated. They deform and stick, making surface deformations permanent. Continuous force moves surfaces, causing solid bonds to form.
Prevention: Do not exert excessive force on sliding components. Alter the load so that concentrated stress is minimized.
Sliding Speeds That Are Slow
Galling tends to occur due to the slow movement of aluminum under a large load. The longer the two surfaces remain in contact, the more likely adhesion formation is. It results in increased material transfer and surface damage.
Prevention: Optimal sliding speeds should be maintained in sliding metal work. Rapid movement lessens the time spent on surface adhesion.
Poor Quality Surface Finish

Galled Fastener
Galling is heightened by the rough surfaces of the aluminum. Small bumps result in uneven distribution of pressure. These high spots rupture the protective oxide layer and reveal new metal.
Prevention: Use Polishing, and Hard Coat Anodizing for aluminum machined parts. Smoother surfaces decrease friction and minimize adhesion.
Incompatible Material Pairing
Aluminum surfaces rubbing together have a high risk of galling. When soft metals are pressed together, they tend to stick to one another. It causes loss of material and damage to the surface.
Prevention: Use aluminum together with stronger metals whenever practicable. Combining with stainless steel and coated metals can reduce adhesion.
Try Prolean Now!
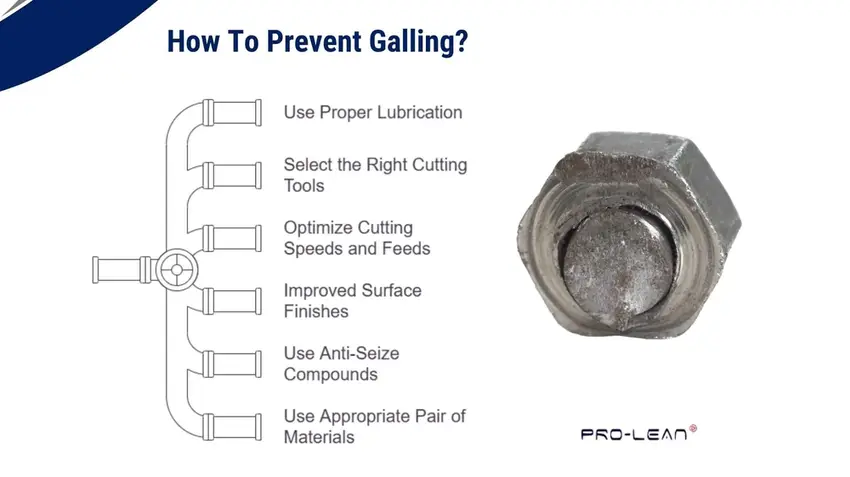
How to Prevent Galling When Machining Aluminum Parts?
Infographic: Galling Prevention Metrics
Galling is a problematic issue in aluminum machining. The phenomenon arises due to friction and adhesion between metal surfaces. (If you are interested in knowing how aluminum is machined to create parts and prototypes, here’s our comprehensive guide to aluminum CNC machining)
Aluminum galling prevention results in extended tool life and improves part quality. Below are the critical approaches to minimizing galling during machining.
Use Proper Lubrication
Lubricants serve the function of friction reduction as well as metal bonding prevention. Adequate coolant and cutting fluid application reduce heat buildup. Thus enabling a smooth cutting action without the adhesion.
Select the Right Cutting Tools
Galling can be minimized through the use of sharp and coated tools. Specifically, carbide tools coated with TiN or DLC do not allow for optimal material bonding. In addition, properly treated high-speed steel (HSS) tools are effective.
Optimize Cutting Speeds and Feeds
Slow speeds lead to excessive heat generation and increased adhesion. As the contact time is reduced, there is an increase in cutting speed, resulting in decreased galling. Feed rate adjustment allows for sufficient material removal without restriction.
Improved Surface Finishes
Rough surfaces facilitate Galling due to increased friction. Metal Surface Finishing by using tools with smooth feeds while machining aluminum assists in preventing material transfer. In addition, finishing methods like lapping, honing, and bead blasting further help remove galling and improve surface quality.
Use Anti-Seize Compounds

Applying Anti-Sieze Coating
Anti-seize products form a barrier around an aluminum surface to prevent contact and reduce adhesion. They are particularly useful in fittings and threading parts, which require precise movement.
Use Appropriate Pair of Materials
Galling in aluminum increases while in contact with similar metals. Increasing the hardness of metals used in the process, such as stainless steel and coated tools, can lower galling rates. The material pairing selection is one of the most critical factors in wear minimization.
Maintain Proper Tool Temperatures
Aluminum Galling is exacerbated by excess heat. The use of coolant, air blast, or mist systems maintains cooler temperatures. Reducing heat improves adhesion and allows for better cutting performance.
Repairing Aluminum Galling: Can It Be Fixed?
Even though Aluminum Galling can be severe, it is not completely irreversible. Restoring the damaged surface generally calls for some surface refinements in the form of re-machining or specialized coatings. Here are some common galling repairing strategies:
Assessing the Damage

Thread Galling
Before attempting repairing, it’s important to survey the scope of galling. There could be varying levels of it.
For instance, mild galling can be equated to scratches and material displacement. It can be removed by cleaning or polishing.
Consequently, severe galling is classified as deeply scored. If material is lost and threads are damaged, it becomes difficult to restore them.
Common Methods to Repair Aluminum Galling
Here are common methods to restore aluminum galled surfaces.
Polishing and Surface Refinishing:

Polished Metal Surface
For minor galling, surface polishing and buffing techniques are advisable. At the same time, abrasive methods can also be used to smooth out any sharp edges. It’s effective if the galling has deeply penetrated the surface.
Re-machining Affected Areas:
If the metal galling is more severe, more complicated methods like grinding, milling, and smoothing would be needed to remove the galled zones.
Applying Anti-Galling Coatings:

Anti-galling Coating
Several surface treatments, like anodized aluminum, Teflon coatings, and dry lubricants, can protect against wear and galling. These procedures reduce the adhesion of metal contact surfaces and mitigate their direct contact.
Thread Repair for Fasteners:
In threaded components undergoing galling, options for repair can be re-tapping, using thread inserts, or just replacing the entire fastener. To prevent re-occurrence, thread lubricants along with anti-seize compounds must be applied to the screw threads.
Proper Lubrication and Cooling:
If the cause of galling is excessive heat and friction, then applying cooling and lubricating techniques can stop further damage. Surface treatment with dry-film lubricants, oil, or grease will reduce friction and extend the component’s lifespan.
When is Replacement Necessary?
In cases where structural weakening and excessive material loss and deformation are irreversible, repair of the affected area can be the most possible solution. Fasteners, bearings, and precision machined parts undergoing extreme galling should be replaced for safety and functionality.
Preventing Future Galling
After repair work is done, measures should be taken to minimize the chances of galling returning. Introducing high-hardness materials, protective coatings, and proper lubrication would greatly mitigate galling. In addition, aluminum component integrity can be protected over time by controlling load forces and operating temperatures.
Order Your Metal Parts from Prolean Tech

Prolean Tech’s Custom CNC Machining Services
Prolean Tech specializes in manufacturing precision metal parts and prototypes. We offer custom CNC aluminum, sheet metal fabrication, metal 3D printing, aluminum extrusion, and casting techniques. A variety of metals can be worked with to add strength, durability, and performance for various applications.
Our anodizing, chrome plating, and bead blasting services improve surface finish while reducing wear and minimizing galling. We assist our customers by providing precise and high-quality parts that function effectively under harsh conditions. For custom solutions to your specific requirements, whether it is for prototypes or mass production, contact us right now!
FAQ’s
Q1: What is aluminum galling?
Aluminum galling happens when metal surfaces stick together due to friction. It causes material transfer, rough patches, and part failure. Usually, it occurs in sliding components and fasteners.
Q2: How to prevent aluminum galling?
Use lubricants, coatings, and anodizing to reduce friction. In addition, lower contact pressure and optimized machining techniques to prevent adhesion also help minimize galling.
Q3: What are the causes of galling in aluminum?
High friction, pressure, and damaged oxide layers usually cause galling. Soft aluminum alloys are more easily prone to material adhesion. Poor lubrication and high sliding speeds further increase the risk.
Q4: Can aluminum galling be repaired, or is it irreversible?
Minor galling can be repaired through polishing or re-machining. For severe cases, replacement is compulsory. Components can serve longer with appropriate fasteners, lubrication, and coating additions.
Q5: Is aluminum machining more prone to galling than other metals?
Aluminum is softer and more ductile than most metals. Adequate lubricant and cutting methods can help minimize galling issues. Performance can also be increased through the use of coated tools and machining condition control.
Q6: How can surface treatments help in preventing aluminum galling?
Anodizing, coatings, and lubricants reduce friction and wear between sliding parts. These treatments create a protective layer to prevent strong adhesion. Furthermore, hard anodizing and nickel plating can also be better for protecting high-friction parts.
Q7: What machining techniques can reduce the risk of galling aluminum?
Use sharp tools, proper coolants, and optimized cutting speeds. Coated tools and lower heat buildup also help. Avoiding excessive feed rates and maintaining tool sharpness can further reduce galling.


0 Comments