High-power laser cutting intricate patterns in metal, generating intense light and debris
The manufacturing process of fiber laser cutting uses an optical fiber doped with rare-earth elements to produce high-intensity laser beams, which cut metals, including stainless steel and carbon steel, with precision. The fiber laser operates at 1.064 micrometers to produce a diffraction-limited beam, which enables fast material cutting of thin to thick sections from 0.1 mm to 25 mm and above. The range of 1 kW to 20 kW laser power in fiber laser cutters provides efficient and precise metal cutting operations for aerospace and automotive manufacturing applications.
History of Fiber Laser Cutting Machines
The development of fiber laser cutting machines started with Albert Einstein’s 1917 theory about stimulated emission. Elias Snitzer achieved the first fiber optic laser cutting through his 1963 experiment, which used neodymium-doped glass fiber as the gain medium. IPG Photonics launched its commercial fiber laser cutting systems in the early 2000s, becoming the first company to develop high-power fiber lasers.
The first industrial fiber laser cutting machine emerged in 2009, when Salvagnini utilized optical fibers to transmit the beam. Modern manufacturing relies on fiber laser cutting as a standard process because researchers have improved both power output and mode-locking techniques to enhance beam quality.
Fiber Laser Technology vs CO₂ & YAG Lasers
Close-up of a fiber laser cutter on thick metal, producing bright molten material and sparks
The operational characteristics of laser cutting technology offer superior performance compared to CO₂ and YAG lasers due to their specific wavelength, high operational efficiency, and reduced maintenance requirements. The 1.064 micrometer wavelength of fiber lasers is better for materials with a high absorption rate, like stainless steel and aluminum materials, than the 10.6 micrometer wavelength of CO₂ lasers.
Plasma cutting vs laser cutting: The solid-state optical fiber used in fiber lasers operates differently from CO₂ lasers with gas mixtures and YAG lasers with crystal gain media because it minimizes thermal lensing and enables better power scaling. The double-clad fiber design of fiber lasers enables better pump light efficiency, which results in 30-40% electrical-to-optical conversion rates that surpass the 10-20% and 5-15% conversion rates of CO₂ and YAG systems.
- Wavelength: The 1.064 µm wavelength of fiber lasers provides superior metal cutting performance. However, CO₂ lasers with a 10.6 µm wavelength work best for non-metal materials, while YAG lasers with a 1.064 µm wavelength face thermal challenges.
- Efficiency: The operational efficiency of fibre lasers reaches 30-40%, resulting in lower energy expenses compared to CO₂ lasers (10-20%) and YAG lasers (5-15%).
- Maintenance: The laser cavity of fiber lasers requires minimal maintenance because it contains no moving parts, whereas CO₂ lasers necessitate mirror adjustments and YAG lasers necessitate lamp replacements.
- Beam Quality: The beam quality of fiber laser cutters achieves near-diffraction-limited performance, making them superior to CO₂ and YAG lasers for cutting thin metal sheets with precision.
- Material Compatibility: The reflective properties of copper metals make fiber lasers suitable for use because they do not produce back-reflection, unlike CO₂ lasers. However, YAG lasers have a limited range of applications.
|
Parameter |
Fiber Laser |
CO₂ Laser |
YAG Laser (Nd:YAG) |
|
Medium |
Doped optical fiber |
Gas mixture |
Solid-state crystal |
|
Wavelength |
1.06–1.08 μm |
10.6 μm |
1.064 μm |
|
Efficiency |
30–50% |
10–20% |
10–25% |
|
Beam Quality M² |
1.1–1.3 |
1.2–3.0 |
1.5–10+ |
|
Power Range |
<1 W to >100 kW |
Up to 30 kW |
Up to 6 kW CW |
|
Maintenance |
Low |
High |
Medium |
|
Best For |
Metals |
Non-metals |
Pulsed metal work |
|
Advantages |
Efficient compact low-maintenance |
Thick non-metal cutting |
High peak power |
|
Limitations |
Some non-metals |
Bulky poor on reflective metals |
Thermal issues lower the average power |
How Fiber Lasers Work

Laser processing the surface for surface layer removal
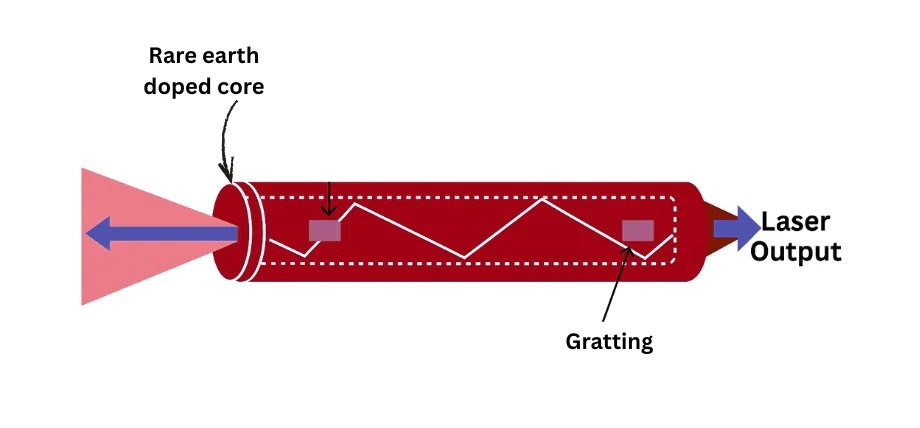
The process of fiber laser operation involves the coherent generation of light through optical fiber amplification of pump light, which contains rare-earth elements like ytterbium as its gain medium. The double-clad fiber contains laser diodes that pump light into the inner cladding, creating ion excitation that leads to stimulated emission.
The laser cavity achieves high beam quality through the combination of fiber Bragg gratings and dielectric mirrors. The combination of saturable absorbers with mode-locked technology generates ultrashort pulses for high-intensity operations. At the same time, power scaling reaches 20 kW, enabling the cutting of 25 mm carbon steel at rates exceeding 10 m/min.
Mode Locking and Beam Quality
Mode locking synchronizes longitudinal modes to generate ultrashort pulses, increasing peak power for precise cutting. This technique, often using saturable absorbers, mitigates nonlinear effects like stimulated Raman scattering. Beam quality, measured by the M² factor, remains near 1 in single-mode fibers, enabling tight focus for intricate cuts in 1 mm stainless steel. Multimode fibers support higher powers but may compromise beam quality unless optimized, as in fiber disk lasers, ensuring consistent performance in CNC fiber laser applications.
Rare Earth Elements
Schematic diagram of a laser cutting system illustrating beam input, focusing optics, and output on a workpiece
The operation of fiber lasers depends on rare-earth elements ytterbium and erbium, which function as essential dopants. The high quantum efficiency of ytterbium enables it to amplify light at 1.07 micrometers, which makes it suitable for continuous-wave metal cutting operations. The mid-infrared spectral range becomes accessible through erbium doping for specific industrial uses. The optical fiber contains these elements, which create double-clad designs that absorb pump light efficiently while producing lasers with low heat generation, enabling reliable fiber laser cutting machines.
Components of a Fiber Laser Cutting Machine

An industrial laser cutting machine in operation, emitting sparks while processing a metal component
- Laser Source: The Ytterbium-doped fiber laser operates at 1-12 kW to produce a powerful beam that cuts through 10 mm of stainless steel.
- Cutting Head: The cutting head comprises three essential components: a focusing lens, an assist gas nozzle, and capacitive sensors that enable precise height monitoring during metal processing.
- CNC Control System: The CNC control system operates through servo motors that run in closed-loop to achieve ±0.01 mm precision for intricate cut designs.
- Machine Bed: The machine bed consists of a steel frame that holds workpieces, preserving the thermal stability of both the laser source and optical components, which enables uninterrupted operation.
- Cooling System: The gas delivery system is positioned to maintain stability during fast fiber laser cutting operations.
- Gas Delivery System: The cooling system uses a water chiller to provide oxygen or nitrogen to improve cutting performance and surface quality when processing carbon steel and other materials.
- Motion System: The motion system combines rack-and-pinion and linear drives to achieve fast and exact cutting speeds of up to 50 m/min.
- Exhaust System: The exhaust system operates to clear out fumes and waste materials, which helps maintain a clean environment during CNC metal cutting operations.
Try Prolean Now!
Types of Fiber Laser Cutting Machines
- Flatbed Metal Cutters: These cutters operate as sheet metal laser cutting cutters, handling materials up to 25 mm thick for automotive and aerospace manufacturing needs.
- Tube and Pipe Cutters: The tool features rotary axes, which enable users to cut cylindrical parts for exhaust system and structural tubing applications.
- High-Power Systems: These systems operate at powers exceeding 6 kW to handle thick carbon steel plates measuring 20 mm in heavy industrial settings.
- Entry-Level Machines: The Boss Laser brand offers entry-level machines that operate at less than 2 kW, catering to small-scale operations that work with thin materials.
- Enclosed Systems: These systems provide operator protection through safety interlocks and dust protection features, enabling safe high-volume production operations.
- Hybrid Machines: The combination of cutting, bending, and welding functions in CNC fiber laser applications enhances machine versatility.
Step-by-Step Fiber Laser Cutting Process
Step 1: Material Preparation and Setup
The first step of the process involves placing the metal sheet workpiece onto the machine bed for securement. The CNC system receives a CAD file that contains the cut pattern design. The material properties of 5 mm carbon steel require a 3 kW laser power and oxygen-assist gas for exothermic cutting, as well as nitrogen for producing an oxide-free edge in stainless steel.
Step 2: Beam Calibration and Piercing
The cutting head receives its starting position before the laser produces a piercing pulse to enter the material. The high-power pulse for cutting 10 mm aluminum helps reduce the size of the heat-affected zone. The head height control system utilizes servo technology to maintain the beam focus at the correct height, thereby ensuring optimal beam quality.
Step 3: Cutting Path Execution

A fiber laser cutting machine precisely shapes a metal sheet with minimal kerf.
The laser system executes the programmed path by melting material while the assist gas removes molten debris from the cutting area. The cutting speed for 2 mm stainless steel should be set at 8 m/min to achieve optimal edge quality. The beam maintains its diffraction-limited focus, enabling precise cutting with tolerances as low as 0.05 mm.
Step 4: Monitoring
The system uses closed-loop feedback to track beam intensity and gas pressure levels, which enables automatic adjustments to stop defect formation. The system maintains stable cutting operations for 20 mm carbon steel materials through real-time monitoring of thermal distortions.
Step 5: Post-Processing and Inspection
The removal of slag and burrs occurs through mechanical or chemical methods after the cutting process is complete. The CNC fiber laser system delivers dimensional accuracy inspections with a precision of 0.01 mm in workpiece measurements. The last production stage includes surface treatment for applications that need polished edges.
Common Cutting Modes and Their Applications
- Continuous Wave (CW): The system produces a constant beam, which enables fast metal cutting of 15 mm carbon steel panels in automotive applications while maintaining precise edges.
- Pulsed Wave (PW): The system produces brief pulses that help protect thin materials from heat damage during the processing of electronics and jewelry.
- Single-Mode: The system delivers superior beam quality, making it suitable for creating precise laser-cut designs in medical equipment.
- Multimode: The system operates at high power levels to cut through 20 mm steel components, which are used in construction applications.
Try Prolean Now!
Materials Suitable for Fiber Laser Cutting
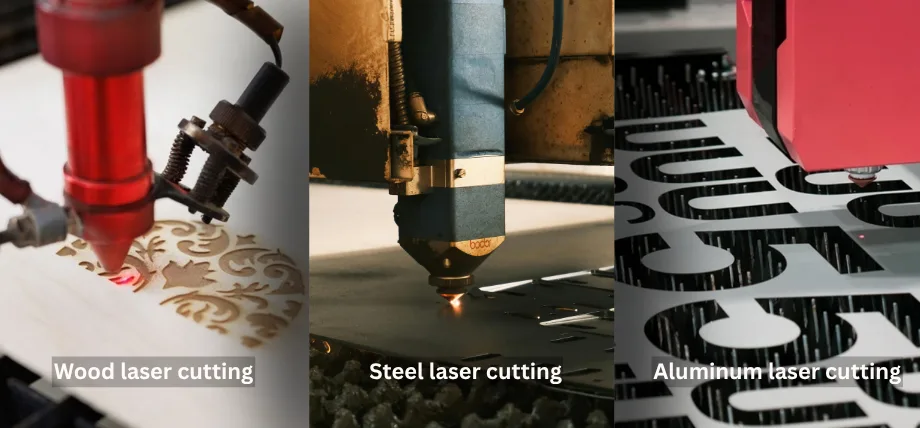
Examples of laser cutting on wood, steel, and aluminum, demonstrating material versatility.
The high-intensity light and precise beam control of fiber laser cutting systems make them well-suited for cutting a wide range of materials, particularly metals.
Metals
- Stainless Steel Laser Cutting: Cuts up to 30 mm with nitrogen assist for oxide-free edges
- Carbon Steel: Oxygen-assisted cutting handles up to 25 mm
- Aluminum Sheet Fabrication: Processes up to 20 mm, requiring higher power due to reflectivity
- Copper Laser Cutting: Reflective metals cut with specialized nozzles
Non-metals
- Acrylic and Wood: Suitable for thin layers, though less efficient than CO₂ lasers
- Polymers: Limited to specific types due to wavelength absorption
|
Material |
Max Thickness (mm) |
Assist Gas |
Applications |
Challenges |
|---|---|---|---|---|
|
Stainless Steel |
30 |
Nitrogen |
Medical, Kitchenware |
Oxide-free edge requirements |
|
Carbon Steel |
25 |
Oxygen |
Automotive, Construction |
Slag management |
|
Aluminum |
20 |
Nitrogen |
Aerospace, Electronics |
High reflectivity |
|
Copper/Brass |
10 |
Nitrogen |
Electrical Components |
Back-reflection risks |
|
Acrylic/Wood |
5 |
Air/Nitrogen |
Signage, Prototyping |
Limited absorption efficiency |
Applications of Fiber Laser Cutting
Automotive Industry
The production of body panels, chassis components, and exhaust systems from stainless steel and aluminum occurs through fiber laser cutting machines. The cutting process operates at 10 m/min for 2 mm carbon steel, achieving high production rates with a precision of ±0.05 mm.
Aerospace Sector
The technology utilizes its high beam quality to cut titanium alloys and aluminum for engine components and airframe parts, while minimizing distortion in critical assemblies.
Electronics Manufacturing
The production of circuit board enclosures and connectors depends on fiber lasers, which create exact cuts through pulsed operation to minimize heat damage to sensitive components.
Medical Device Production
The production of stainless steel implants and surgical tools requires precise laser cutting, which single-mode beams achieve at 0.01 mm accuracy to create complex designs.
Construction and Architecture
The production of building frameworks and facades depends on high-power systems that cut 20 mm steel plates efficiently while also processing structural steel and decorative panels.
Fiber Laser Cutting Services
Proleantech offers high-quality laser cutting services at competitive pricing and with a fast turnaround. Our inventory of laser cutters handles complex geometries and diverse materials, including alloys, superalloys, and metals such as brass.
Partner with us for consistent accuracy, minimal waste, and scalable production. Request a completely free 24-hour quote now.
Conclusion
The precision manufacturing industry benefits from fiber laser cutting technology because it delivers exceptional efficiency and precise metal cutting capabilities. The system operates at high speeds of 50 m/min to cut materials ranging from 1 mm stainless steel to 25 mm carbon steel, which makes it vital for automotive, aerospace, and electronics manufacturing.
The development of laser power and beam quality and CNC control systems enables fiber laser cutting machines to perform more tasks, which maintains their position as vital production tools. The selection of fiber laser systems depends on particular requirements, yet their optical fiber design provides dependable, high-performance operation.
FAQ’s
What Is a Fiber Laser?
A fiber laser is a high-intensity light source that is essentially a laser doped with rare-earth metals and uses a gain medium to produce a high-energy beam for precise cutting.


0 Comments