What is deburring
Each machined part undergoes cutting, drilling, or milling. And almost all of these processes leave behind something undesirable: a burr. Deburring is a crucial concept for engineers and manufacturers who want parts that are precise, safe, and ready to assemble. Deburring is a process that removes these sharp, unwanted projections on the surfaces and edges of machined parts. It plays an important role in the quality of the finished part.
ProLean Tech offers a range of solutions to manufacturers who are unable to compromise on quality. It offers a wide range of surface finishing services, from small deburring to large production runs. We use advanced equipment and expert craftsmanship to make sure that every component meets industry standards.
This article will cover deburring and its various techniques, as well as the tools required.
What is Deburring?
Deburring is the post-machining process in manufacturing. It is used to eliminate the burrs small, raised edges or material projections. That is formed at the surface or edges of a workpiece.
In most of the manufacturing operations, these imperfections are a natural byproduct. Some form of residual material always remains, even if a part is cut by a laser or shaped on a CNC lathe. The deburring process is used to restore the geometry and surface quality of the workpiece.
Importance of Deburring
In precision manufacturing, skipping deburring is not an option. Due to burrs, parts cannot fit properly. For workers handling components, it causes safety hazards. It creates stress concentrations that lead to premature failure.
The deburring process ensures that designed parts pass the quality inspections and smoothly integrate into desired assemblies. Deburring finish improves the quality and lifespan of metal components. It is not just a quality measure. It is a regulatory requirement for industries such as aerospace and medical.
Different Deburring Methods
In manufacturing, different deburring methods are used, such as
Hand Deburring
To gently remove burrs, small files, sandpaper, or other hand tools are used.
Blast Deburring
To remove the burrs, material such as aluminum oxide or glass beads is fired at high pressure.
Automatic Deburring
To debur parts quickly, robotic, brush, or belt-driven machinery is used. It can enhance production efficiency.
What is a Burr, and How Does It Affect Machining?
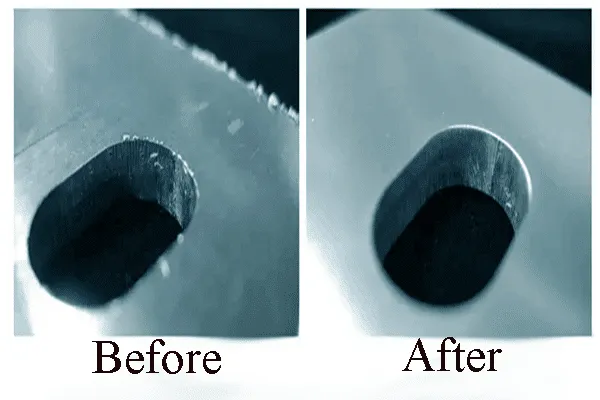
Effects of deburring
A burr is a raised, unwanted piece of a material. After a machining or cutting operation, it is a thin projection that remains attached to a workpiece. Burrs can appear on edges, holes, or flat surfaces. It can vary widely in size and shape. Depending on the material and process involved.
Even a tiny burr on deburring stainless steel or aluminum can compromise the quality of the product. These imperfections can alter the dimensions and cause injury.
Types of Burrs
Different types of burrs are formed during the manufacturing process. Understanding the type helps in selecting the right deburring method.
Poisson Burr
It is formed due to compressive forces in the cutting area. At the edges of the workpiece, it is causing lateral material expansion. It is most common in turning and milling operations.
Rollover Burr
It occurs when material bends over the edge instead of breaking off cleanly. Rollover burr is most common in milling or drilling.
Tear Burr
Tear burr is formed when the workpiece is torn rather than cut cleanly. It can cause jagged edges.
Cut-off Burr
When a workpiece is separated from stock material, a cut-off burr is formed.
Thermal Burr
It forms when molten material resolidifies at the edge. It is due to heat-intensive processes like laser cutting or plasma cutting.
What Causes Burrs When Machining?
In raw material processing, burrs are almost unavoidable. Burrs depend on the type of operation being performed.
Machining process
The burrs that are formed during the machining process are.
- Drilling: In the drilling process, it pushes the workpiece outward. It creates a classic rollover burr on the exit side. The problem becomes worse with dull drill bits.
- Engraving: When the cutting path becomes narrow, it leaves micro-burrs along engraved lines, particularly in soft metals and plastics.
- Milling: Burrs typically form at tool exit points. During direction changes in milling, especially at corners and edges of pockets.
- Turning: The lateral cutting forces push the workpiece outward at the end of the cut. Poisson burrs are created along cylindrical surfaces.
Cutting Process
The burrs that are formed during the cutting process are.
- Blanking: A sheared edge on the blank is formed when punching a shape out of sheet metal leaves. At the die exit side, burr forms on the remaining sheet.
- Punching: Punching creates tear burrs around the hole like blanking. The burr is most commonly formed on the die exit side of the sheet.
- Laser cutting: The heat melts the metal. The molten workpiece can resolidify along the edge as dross or thermal burrs.
- Plasma Cutting: In plasma cutting, extremely high temperatures are used. It can lead to heavy thermal burrs, especially on thicker metal sections.
- Shearing: Rollover and tear burrs form during straight-line shearing of sheet metal.
Steps Involved in the Deburring Process

Deburring of a metal rod
Deburring is done in a systematic manner. These are to make sure that the steps are consistent and the parts are not damaged during the workflow.
Inspection of Burr
The initial one is to examine the burr. The workpiece is examined in order to find the location, the type, and the severity of burrs. The deburring strategy is a result of this process.
Preparation of Part
The piece has been washed. Before commencing deburring, remove all coatings, oils, and chips. It will be able to avoid contamination or further damage.
Deburring Method Selection
The most suitable deburring technique is chosen. Depending on the type of burr, material, part geometry, and volume of production.
Edge Deburring Process
The given method is used to remove burrs from all the mentioned edges and surfaces of the workpiece.
Inspection of Finish
Part inspection is re-done to ensure that all burrs are removed following the deburring process. It can also ensure that the surface has not been damaged during the process.
Final Part Finishing
The component can have further surface finishing processes, but that is based on the application’s needs. Finishing involves polishing, coating, or passivating.
How to Use CNC Deburring Tools

Process of deburring using a tool
CNC deburring offers a repeatable process for deburring parts in high-volume production. Here is the step-by-step process for using the CNC deburring tools.
Step 1: Choosing the Right Tool
The selection of a deburring tool depends upon the material and edge geometry. On hard alloys, carbide tools work well. For softer materials, high-speed steel (HSS) is suitable. To handle cross-holes and internal edges effectively, back-chamfering tools are ideal.
Step 2: Setting Z-Depth and Offsets
Ensure the tool removes the bur, andr set the Accurate Z-depth. Before running the program Tool length offsets must be verified. Even a small error can result in under-deburring or cause surface damage.
Step 3: Optimizing Feeds, Speeds, and Climb Milling
For the tool and material, always use manufacturer-recommended speeds. In deburring applications, climb milling generally produces a cleaner edge than conventional milling. The risk of chipping or secondary burr formation is reduced at lower feed rates.
Step 4: Proper Workholding for Consistent Chamfers
Inconsistent workholding can lead to inconsistent chamfer depth. To ensure the part is held in the same position, always use dedicated fixtures to avoid any problems. In small parts deburring operations, repeatability is especially important.
Try Prolean Now!
Different Types of Deburring Techniques
These are the different types of deburring techniques.
Manual Deburring
In manual deburring, hand tools such as files, scrapers, and deburring blades are used. For low-volume jobs or complex geometries, this is suitable. But this method is labor-intensive and prone to inconsistency.
Mechanical Deburring
In mechanical deburring machines, tumblers, vibratory finishers, or brushing systems are used. The burrs can be removed through abrasive contact. For batch processing of small parts deburring applications, this process is highly effective because it offers good consistency across high volumes.
Thermal Deburring
It is also known as the thermal energy method (TEM). A controlled combustion reaction inside a pressurized chamber is used in this technique. For complex internal geometries, it is ideal for deburring stainless steel and other metals in the automotive and aerospace sectors. It is most commonly used.
Electrochemical Deburring (ECD)
ECD uses an electrolytic solution. To dissolve the burrs, controlled electrical current is used. It is effective on hardened materials. This method is ideal for internal edges and cross-holes that are difficult to reach mechanically.
Laser Deburring
In laser deburring, to vaporize excess material, a laser beam is used due to its exceptional precision. It is ideal for micro-components in electronics and medical device manufacturing.
Advantages of Deburring
Below are the advantages of deburring
Enhanced Safety
Burr-free parts eliminate sharp edges. It can protect the workers from injury during handling and assembly.
Improved Aesthetics
Clean edges give a more professional appearance. For consumer-facing applications, better aesthetics play an important role.
Better Assembly
When parts are burr-free, they can fit together more precisely when mating. It can reduce the assembly work as well as errors.
Increased Longevity
Burrs’ process creates stress concentration points. Removing the burrs extends fatigue life and component durability.
Improved Adhesion
When the workpiece is smooth and burr-free, its surfaces accept coatings, adhesives, and paints more uniformly.
Reduced Downstream Damage
During operation, burrs shed can contaminate hydraulic systems, engines, or electronic assemblies. It can cause premature failure.
Operational Efficiency
Due to automated deburring machines. The processing of parts is faster than manual methods. For example, 54 hours of manual work were reduced to 9 hours. Faster production reduces the cycling time.
Disadvantages of Deburring
Different deburring methods are used. Each has its own advantages as well as disadvantages. Some of the common methods are discussed below with their disadvantages.
|
Method |
Disadvantages |
|
Manual Deburring |
Slow, labor-intensive, inconsistent results, operator fatigue, risk of part damage |
|
Mechanical/Automated Deburring |
High equipment cost, not suitable for complex geometries, may alter part dimensions |
|
Chemical/Electrolytic Deburring |
Hazardous chemicals, strict waste disposal requirements, and limited to conductive materials |
|
Tumbling/Mass Finishing |
Not suitable for fragile parts, long cycle times, may cause part-to-part damage |
Try Prolean Now!
Tools Used In Deburring
The selection of the right tool makes your deburring faster, safer, and more consistent. Tool selection depends on the workpiece, geometry, and the finish required.
Manual Deburring Tools
The manual deburring tools include
- Hand Files: It is the most basic deburring tool. It is available in different types (flat, round, and half-round). For external edges on simple geometries, they work well.
- Deburring Blades: For edge deburring, their blades are designed. These blades are replaceable. They swivel to follow curved edges. For deburring metal parts, they are widely used.
- Abrasive Tools: For light burr removal and surface finishing on soft metals, they are used. It includes abrasive stones, sandpaper, and abrasive pads.
Automated Deburring Tools
Automated deburring tools increase the efficiency of the work machining process. It includes
- Rotary Tools: High-speed rotary tools are used. They are fitted with carbide burrs, grinding bits, or wire brushes. They are used in both manual and CNC-guided applications.
- Specialized Deburring Tools: Cross-hole deburring tools and orbital deburring heads are designed for specific geometries, such as intersecting bores or internal channels. These tools ensure high precision, repeatability, and reduced cycle times.
Types of Deburring Machines
For different production operations, dedicated deburring machines are used. To get more precise results.

Types of deburring
These are the different types of deburring machines that are used in manufacturing.
Tumbling Machines
Drum tumblers are barrel tumblers that rotate parts with abrasive materials. The constant contact between the media and parts removes burrs from surfaces and gradually smooths them. Ideal for deburring small and bulky parts.
Vibratory Deburring Machines
The parts and the abrasive material are placed into a vibratory tub or bowl. Vibrating motions create consistent contact on all surfaces. This method is gentler and more suitable for delicate components than tumbling.
Laser Deburring Machines
These machines use laser heads that are guided by CNC to precisely target burrs. These machines are ideal for applications that require minimal material removal and micro-parts.
CNC Deburring Machines
Multi-axis CNC deburring machines equipped with tools that automatically remove burrs and chamfer edges follow preprogrammed paths. These machines are perfect for high-mix and high-volume production, with consistent part geometries.
How to Choose the Right Machine
The selection of the right machine depends upon the part size, geometry complexity, material, volume of production, and budget. Vibratory systems are ideal for fragile or complex parts. For large batches of robust parts, tumblers handle efficiently. For precision components with tight tolerances, CNC machining provides the most flexibility.
Common Applications of Deburring
Deburring is a finishing process used in various manufacturing processes. Deburring is used by industries that deal with metal, composite, and plastic fabrication. Common applications are
- Aerospace: To achieve anance and meet flight safety requirements. Edges must be free of burrs. It is used for turbine blades and structural brackets.
- Automobile: Deburring is used by the automotive industry to ensure that parts are assembled correctly. Deburring is used on engine blocks, transmission housings, and brake components.
- Electronics: It is used in the electronics industry to ensure electrical conductivity and fit the workpiece. It is used to achieve fine tolerances in electrochemical methods. These include PCB connectors, sensor housings, and other components.
- Medical Treatment: In the medical industry, it is used to remove sharp burrs from surgical instruments. Implants and diagnostic devices are examples. Electrochemical deburring works best for deburring stainless-steel medical parts.
- Appliances: Deburring is done to improve safety and appearance. Deburring is used widely in consumer appliances, such as brackets and housings.
- Plumbing and Pipe Fittings: Deburring is necessary to ensure that pipe ends and fittings do not leak. This can help prevent pipe contamination due to burr particles.
Conclusion
What is deburring? Deburring goes beyond a simple definition. Deburring includes inspection, tooling, and method selection. It is used to determine if a fabricated component is safe, functional, and ready for production. Today’s technology allows for greater control and efficiency. There are many options, from hand files to laser and CNC deburring. Deburring metal alloys in aerospace or for high-volume auto components can have a big impact on quality, cost, and lead time.
ProLean Tech offers comprehensive manufacturing and surface finishing services to meet modern industry needs. All major deburring methods, such as electrochemical, mechanical, and laser, are covered. It can handle everything from small parts to complicated production contracts with speed and accuracy. Contact to discuss deburring or finishing needs.



0 Comments