
Black phosphate coating
Paint and powder coatings are used on a large number of steel parts today. Over the past few decades, many manufacturers have moved away from plated finishes and switched to organic coatings. This shift happened mainly because painting and powder coating are easier to apply to large production batches and work well for general corrosion protection.
Steel is used for almost everything you see. Painted or powder-coated steel makes up your shopping cart, warehouse shelving, storage racks, and other components used to make vehicles.
In addition, you will find paint or powder-coat applications on equipment and tools used in construction, transportation, and even consumer products.
However, paint does not adhere well to raw, unprepared steel. In fact, if the steel surface is clean (free of contamination) and smooth, the paint may crack, flake, or fall off early. Therefore, most manufacturers apply a process to the steel before coating it. A very common method of preparing the steel is by using phosphate conversion coating.
This coating forms a thin, crystalline layer on the steel surface. This layer provides a “tooth” for paint to attach itself to. Additionally, the layer helps to improve the corrosion protection.
As such, phosphate coating is one of the most commonly used pre-treatments for painting or powder coating on a variety of steel parts.
What Is Phosphate Conversion Coating?
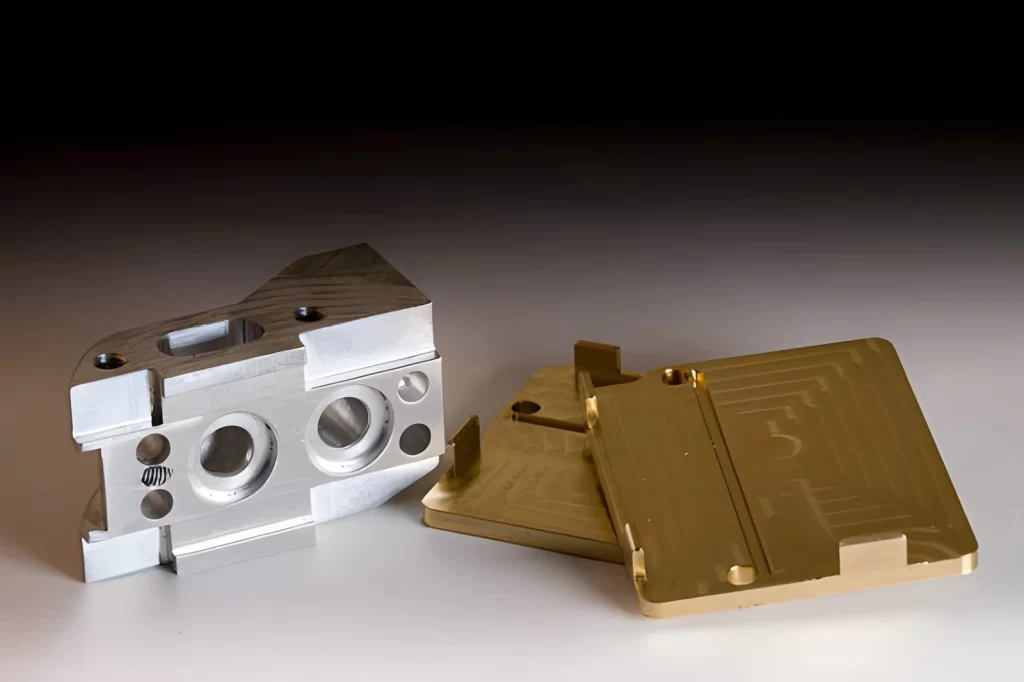
Phosphate-coated CNC-machined metal parts
Phosphate coating is a chemical treatment applied to steel after cleaning. The part is immersed in an acidic phosphate solution, which then reacts with the metal surface. As the reaction takes place, a thin phosphate layer will form directly on the steel. The phosphate layer forms directly from the steel. A small portion of the base metal is dissolved during the reaction.
This slight etching provides good bonding of the phosphate layer to the surface. Depending on the process, the coating weight can vary greatly. The coating weight can range from 40 mg/ft² to 4000 mg/ft². Even though the layers may be very thin, they are generally uniform and well-adhered to the steel.
Surface Reaction During Phosphating
Once the cleaned steel is immersed in the phosphate bath, the acid solution begins reacting with the surface. Metal ions begin to dissolve into the bath and combine with phosphate salts.
This results in the formation of an insoluble deposit on the part. Under magnification, many phosphate coatings appear crystalline. However, some of the lighter coatings exhibit a smaller crystal size, making them less visible.
Regardless of the crystal size, the deposit forms directly on the metal surface. Due to slight etching of the steel during the phosphating process, the coating will bond strongly to the steel. Therefore, it will not peel easily.
Why the Coating Is Used Before Painting
Uncoated bare steel does not provide a good paint attachment. This is due to the surface’s smoothness. Poor adhesion of paint coatings leads to premature failure. The phosphate coating produces a rougher micro-surface than uncoated steel. As a result, paint and powder coatings adhere much better to this surface.
Additionally, the coating provides a basic level of corrosion protection while the final finish is applied. If desired, the coating can also retain oils, waxes, or rust preventatives.
Common Phosphate Coating Types
There are several phosphate systems in use within the industry today. Iron phosphate is one of the most commonly used. It produces a light coating. It is frequently used before painting sheet metal, appliances, and other fabricated steel parts. Zinc phosphate produces a heavy crystalline coating.
Coating weights for zinc phosphate conversion coating typically range from 100 to 1,000 mg/ft². It provides better corrosion protection and is commonly used as a pretreatment coating for automotive paint systems.

Yellow zinc-plated screws
Manganese phosphate produces the heaviest coating. Manganese phosphate is used on parts requiring oil retention and wear resistance, such as gears, firearm components, and engine components. It is sometimes used in combination with advanced surface treatments, such as micro-arc oxidation, for additional protection.
How the Coatings Are Applied
The application method depends on the type of coating being applied and the specific production line. Iron phosphate is often applied via a spray system or multi-stage wash lines.
These methods are typical of those found in paint pretreatment lines. Zinc and manganese phosphate finish are generally applied using immersion tanks.
Parts remain in the heated bath until sufficient time passes for the reaction to produce the desired coating. All phosphate baths operate under acidic conditions and require heat to sustain the reaction. During normal operations, sludge forms in the bath as a by-product of the reaction. This sludge must be periodically removed to keep the bath functioning properly.
Typical Thickness of Phosphate Conversion Coatings
The amount of coating that adheres to metal can vary based on type. The coating thickness can affect corrosion resistance and paint adhesion (for coated products) as well as oil retention characteristics.
Based on the type of metal being coated and the intended end-use application, different types of phosphate finishes are used.
Heavy Zinc Phosphate Coatings

Zinc-plated CNC thread rings
Heavy zinc phosphate coatings are grey and crystalline. The coating thickness can range from 100 to 1000 mg/ft². Heavy coatings are denser than lighter ones; however, they remain somewhat porous.
Oils and waxes adhere very well to the rough surfaces of these coatings. Due to this characteristic, these coatings are often applied to parts that are designed to operate with lubricants. A drawback of using heavy zinc phosphate coatings is that, if handled carelessly, they may chip off because they form layers of crystals on top of each other.
Practical Tip: Before dipping the steel into the zinc phosphate solution, thoroughly clean the steel’s surface of all grease and oil. If there is any residual grease or oil on the steel surface, the coating will not form a proper bond to the steel.
Light Zinc Phosphate Coatings
Lighter zinc phosphate coatings typically fall within the 100-1,000 mg/ft² thickness range. These coatings are generally smoother and less porous than the heavier coatings.
Because they are relatively thin and smooth, these coatings are most often applied before painting or powder coating.
These coatings provide adequate corrosion protection and a strong base coat for subsequent coating applications, yet they add minimal thickness to the overall coating.
Iron Phosphate Coatings
Iron phosphate coatings are the thinnest of the three phosphate coating options. Typically, the coatings range from 40 to 80 mg/ft². Unlike zinc and manganese phosphate coatings, which form a crystalline structure, iron phosphate coatings produce a smooth, blue, or iridescent surface.
The primary use of iron phosphate coatings is as a base coat for paints and as a pre-treatment. Oils and lubricants do not stick well to the coatings; they are not recommended for moving parts.
Practical Tip: Compared to zinc and manganese phosphate coating applications, controlling the process for producing iron phosphate coatings is considerably easier. Both pH and titration measurements are significantly easier to measure and control. Additionally, heating requirements are reduced, thus reducing energy costs.
Manganese Phosphate Coatings

Magnesium phosphate-coated part
Manganese phosphate coatings are thicker than both iron and zinc phosphate coatings. Generally, manganese phosphate coatings range from 1,000 to 4,000 mg/ft². The coating is black, coarse, and highly crystalline.
Due to its thick, coarse crystalline structure, the coating retains lubricants and rust preventative oils extremely well. This coating also provides a low coefficient of friction, which helps prevent galling and wear on moving parts such as gears, shafts, and bearings.
Practical Tip: Coatings produced by the manganese phosphate process are often applied to components that move or rotate, particularly those where corrosion protection and wear resistance are critical.
Coating Bond and Surface Characteristics
All phosphate coatings bond strongly to steel. The porosity and surface roughness of the coatings differ depending upon whether a heavy or light coating was used. Heavy coatings are generally more porous and rough than light coatings; therefore, they retain oils better. On the other hand, light coatings are smoother and better suited for paint adhesion.
Oil and Lubricant Retention
Both zinc and manganese coatings absorb oils and waxes due to their crystalline structures. Conversely, iron phosphate does not absorb oils and lubricants. For this reason, manganese phosphate coatings are often preferred for use on moving or load-bearing parts.
Process Control
Iron phosphate coatings are the easiest of the three coating types to control. Only simple pH and titration tests are necessary to monitor the process. Monitoring the total acid, free acid, and iron content of the zinc and manganese phosphate coatings is necessary. Maintaining the correct ratio of total to free acid is critical to maintaining the quality of the coatings.
Color Indicators
- Heavy zinc: grey, slightly rough
- Light zinc: grey, smoother
- Iron phosphate: blue to iridescent
- Manganese phosphate: black, coarse
Try Prolean Now!
Comparing Black Oxide and Phosphate Coatings

Black oxide-coated steel flange
While both Black Oxide and Phosphate Coatings have been widely used to protect metal surfaces, they are utilized in entirely different manners. They are suited for a wide variety of specific applications. To select the correct coating for a particular component, an understanding of its differences will be helpful.
Composition
The black oxide for steel adds a thin layer of iron oxide. On the other hand, phosphate coatings form zinc, manganese, or Iron Phosphate, which chemically react with the metal surface.
Purpose
The primary use of Black Oxide is for Appearance and Light Corrosion Protection. It also improves lubricity when combined with Oils. The primary use of Phosphate Coatings is as a Base for Paint or Powder Coatings. They also provide additional Corrosion and Wear Protection.
Corrosion and Wear Resistance
Black Oxide provides only minimal corrosion protection. Oil or Sealants are typically needed to prevent Rust. Phosphate Coatings provide improved corrosion protection, particularly with Zinc and Manganese Phosphate. Manganese Phosphate also improves wear resistance and retains lubricants well.
Surface Finish
Black Oxide produces a dark, smooth, and glossy finish. Phosphate Coatings produce a matte or satin finish. These finishes are slightly rougher than those produced by Black Oxide. This rough surface helps improve the adhesion of paint or coatings.
Coating Thickness
Black Oxide is extremely thin, ranging from 0.0002 to 0.0006 inches. Phosphate Coatings are significantly thicker, ranging from approximately 0.0002 to 0.002 inches. The thickness of the Phosphate Coating depends upon the type of coating being applied.
Temperature Resistance
Black Oxide has greater heat resistance. Black oxide can withstand temperatures up to 500 °C. Phosphate Coatings are less heat-resistant and should only be used in low-temperature applications.
Adhesion and Lubricity
Both types of coatings are excellent bases for applying oils or paints. However, black oxide provides significant improvements in lubricity, primarily when oils or waxes are added. Manganese Phosphate has a natural ability to retain lubricants due to its crystalline structure.
Application
Black Oxide can be applied using either a chemical bath or a hot alkaline bath. Phosphate coating can be applied by submerging the components in a phosphate solution. Production processes may also include spray steps.
Cost and Environmental Considerations
Black Oxide is generally less expensive. However, it utilizes more hazardous chemicals. Phosphate Coating is more expensive. However, it requires a more complex manufacturing process and thicker layers. It is considered safer for the environment. However, Wastewater Treatment is required.
Typical Applications
Black Oxide:
- Fasteners
- Tools
- Firearms
- Cutting Tool Components
- Electronics Components (Primarily for Appearance and Mild Corrosion Protection)
Phosphate Coating:
- Automotive Components
- Gears
- Bearings
- Cam Shafts
- Military Hardware
- Home Appliances (Primarily for Corrosion Protection, Adhesive Properties for Paints and Coatings, and Lubricant Retention)
Reference Comparison Table
|
Factors |
Black Oxide |
Phosphate Coating |
|
Layer |
Iron oxide |
Zinc, manganese, or iron phosphate |
|
Purpose |
Light corrosion, appearance |
Corrosion protection, paint base |
|
Thickness |
Very thin |
Thicker, varies by type |
|
Surface |
Smooth, glossy |
Matte, rough |
|
Wear |
Moderate |
Good, especially manganese |
|
Lubricity |
Needs oil/wax |
Holds oil/wax naturally |
|
Application |
Chemical bath |
Dip or spray in phosphate solution |
|
Common Use |
Tools, fasteners, firearms |
Automotive parts, gears, appliances |
Also read our guide: alodine coating.
Materials Suitable for Phosphate Coating
Phosphate coatings work well on a variety of metals. They improve corrosion resistance, paint adhesion, and wear protection. Below is a concise list of commonly coated metals and typical applications.
Common Materials
- Carbon Steel
- Tool Steel
- Aluminum Alloys
- Stainless Steel
Typical Applications and Industries
|
Material |
Example Grades |
Common Uses |
|
Carbon Steel |
AISI 4140, AISI 4130 |
Engine mounts, suspension parts |
|
Tool Steel |
H13, D2 |
Brackets, tooling inserts |
|
Aluminum |
6061, 7075 |
Chassis parts, lightweight brackets |
|
Stainless Steel |
SUS304, SUS316L |
Fasteners, machine parts |
Try Prolean Now!
Industrial Applications of Phosphate Coatings
Metal products coated with a phosphate coating will be protected against corrosion. In addition, metal products coated with a phosphate coating will have improved paint adhesion. Metal products coated with phosphate may provide better protection against excessive wear.
The coating also allows lubricants to adhere better to the metal surface, which is useful in many mechanical applications.
Each of the listed industries has used phosphating differently:
Automotive Industry
Engine, suspension, and other chassis parts are typically phosphated. The phosphated coatings on these parts protect against corrosion and provide good paint adhesion. Additionally, the phosphated coatings provide reduced wear and tear on moving parts such as gears and camshafts.
Aerospace Industry
Aluminum and steel components used in aerospace systems are sometimes phosphate-coated before painting. The coating improves corrosion resistance and enhances paint bonding on structural and mechanical parts.
Phosphating also helps protect fasteners and precision components from surface wear during service and maintenance.
Industrial Machinery
The parts of industrial machinery, including gears, bearings, and tools, receive phosphated coatings. Phosphated coatings can reduce wear and tear. Additionally, the phosphated coatings prevent galling and maintain lubrication during operation.
Home Appliances
Steel and aluminum parts of home appliances, such as washers, dryers, and refrigerators, receive phosphated coatings. These coatings are used to improve paint adhesion and to inhibit corrosion.
Wire and Tubing Production
During the drawing process for wire and tubing, they receive phosphated coatings. The phosphated coatings reduce friction and promote lubricant retention.
Prolean Tech: Finishing Services You Can Trust
Prolean Tech helps you produce high-quality parts with precision and reliability. Our finishing and custom metal machining services ensure every component meets the required standards for strength, durability, and surface quality. We work closely with you to turn your designs into ready-to-use parts that perform in real-world conditions. We offer a range of finishing services, including anodizing, heat treatment, polishing, and sandblasting. Each part is carefully treated to meet your specifications and perform as needed in your applications.
Contact Prolean Tech today to discuss your project and see how we can help you achieve better manufacturing results.

0 Comments