High speed stamping
Have you ever encountered production delays and additional costs in your stamping project? That could be due to relying on traditional stamping services. You can choose streamlined stamping, called “High Speed Stamping”, which has the capability of delivering extensively higher production cycles per minute than regular metal stamping.
High speed metal stamping services are ideal for the large-volume manufacturing of complex designs with intricate features, such as multiple bends, curvatures, twists, cut-outs, and holes.
Furthermore, this article will cover the high speed stamping process, press types, required considerations, benefits, and industrial applications.
What is High Speed Stamping?

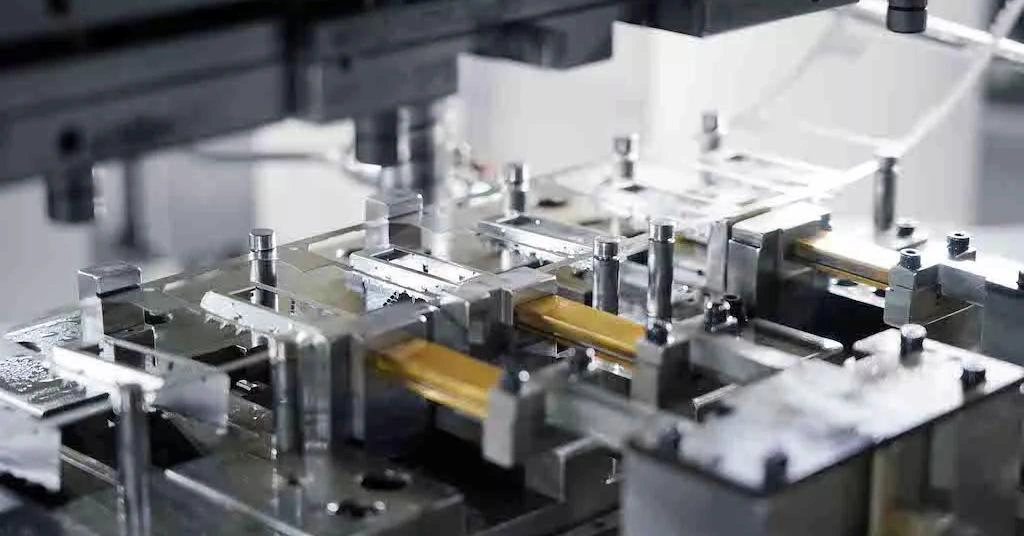
Progressive die stamping setup
As the name suggests, high speed stamping is all about production efficiency by reducing the cycle time. It involves the use of high-speed presses, precision tooling, feeding automation, and advanced CNC control systems. Here, the stamping speed we are referring up to 1500 strikes per minute.
This specialized sheet metal stamping process produces micro-components to medium-sized parts. Moreover, it allows for the customization of designs and is also flexible in terms of thickness, typically ranging from 0.05mm to 10mm, depending on the material type.
High-speed stamping is particularly useful for industries that require large volumes of sheet metal parts with a quick turnaround, including consumer electronics, automotive manufacturing, and home appliance production.
Try Prolean Now!
Materials for High Speed Stamping
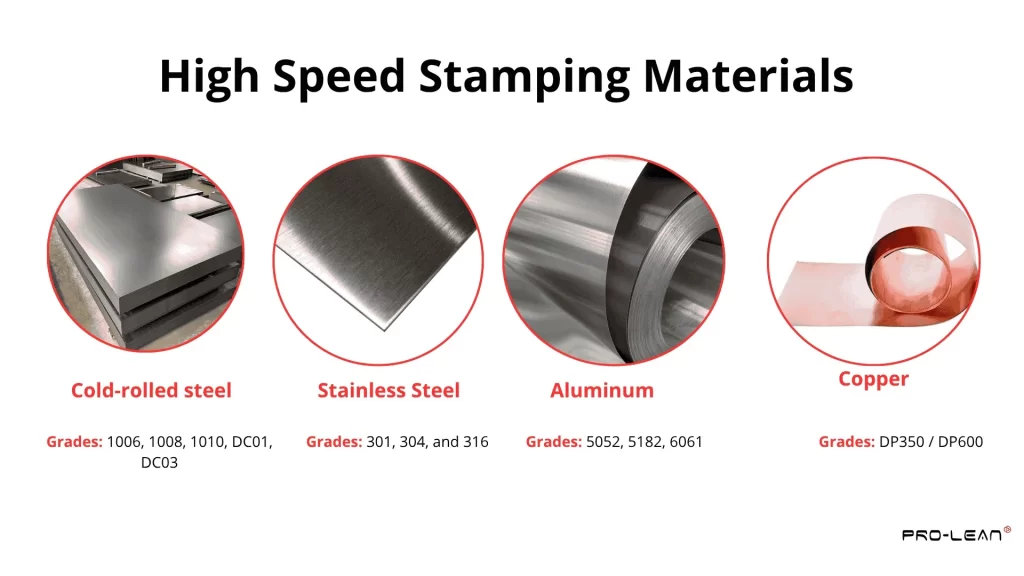
Stamping materials
Technically, you can use all metals and alloys in high speed stamping that are compatible with the regular stamping process. However, each material is stamped with a distinct pressing force, and production speed also varies according to the material type.
For example, due to its soft nature, aluminum stamping requires less force and can be stamped at a higher rate compared to stainless steel stamping and other hard steel alloys.
Let’s look at the table below for commonly available material options:
| Metal / Alloy | Typical Stamping Grades | Key benefits |
| Cold-rolled steel | 1006, 1008, 1010, DC01, DC03 | Good formability for deep draws, cost-effective, and uniform surface |
| Stainless steel | 301, 304, and 316 | Corrosion resistance, good strength, moderate formability |
| Aluminum Alloys | 5052, 5182, 6061 | lightweight parts, excellent corrosion resistance, and easy to stamp at thin gauges |
| Copper & brass | C110, C260, and other Cu-Zn alloys | Excellent conductivity, high ductility for intricate parts, and an attractive finish |
| High-strength Steels | DP350 / DP600, TRIP, CP grades | High strength with lightweight and good strain-hardening behaviour |
The Process of High Speed Stamping
High speed stamping process
Let’s examine the five main steps involved in the high-speed stamping process:
Part Design
Like every other metal stamping process, it starts with creating a detailed 3D model of the parts to be stamped. Designers consider die, punches, ductility, fabricability, and other factors. Moreover, the design clearly defines the dimensions, tolerances, and desired geometrical features.
Die Making and Machine Setup
Next, you must ensure the high-speed die tooling & punches based on the part design. Progressive die stamping can be a good option because. Because it enables the execution of multiple forming operations in a single line. These multi-stage tools press or cut the parts in different stations simultaneously.
Furthermore, CNC stamping machines are favourable for progressive dies. It automates the feeding and punching presses via computer instruction.
Metal Sheet Feeding
Next, the sheet metal is fed into the stamping line by uncoiling it. Here, it is essential to ensure the alignment with the tooling and the right feeding speed. In CNC machines, you can synchronize the feeding speed with the motion of the presses.
Metal Stamping Stage
This is the stage at which raw metal sheets are actually given the desired shape through multiple forming operations. The feed sheet advances into the stamping line, where different operations are executed sequentially.
Parts Ejection and Quality Inspection
Once the part is fully stamped into the desired shape, it is ejected from the stamping setup through a pin or jet mechanism. The fabricated parts are inspected for metal stamping defects and calibrated with precision measurement instruments. Often, the parts also undergo post-processing operations, such as edge treatment and surface coating.
Types of Presses for High Speed Stamping

High speed presses
The high speed stamping press is the core system in the stamping that delivers the force required to deform the sheet metal. It also influences the accuracy, speed, and overall efficiency of the process.
High speed stamping typically involves hydraulic or mechanical presses, and sometimes servo-electrical stamping process. Let’s discuss these further in brief.
Hydraulic Presses
Hydraulic presses work on the principle of “pressurized fluid. It pushes the piston connected to the punching ramp and facilitates the die & punch movement during stamping. The hydraulic stamping machine controls the speed and stamping interval by adjusting the fluid pressure.
- Pros: long stroke capability, easy to control, and high-tonnage capabilities.
- Cons: Slower cycles, challenging maintenance, and a higher rate of heat generation
Mechanical Presses
Unlike hydraulic presses, mechanical presses use mechanical drives to generate the force needed for metal deformation. A rotating flywheel stores the energy and delivers it to the punches and die. It is easier to control and also offers high precision.
- Pros: Excellent speed, simple to operate, and efficient for high volumes
- Cons: High impact load, risk of vibration, and limited forming depth
Electrical Presses
The electrical stamping process is integrated with hydraulic or mechanical presses. Servo motor drives are the key mechanism in this process. They drive a ball screw or roller screw to deliver the linear force on the ramp. Additionally, they also involve a real-time feedback mechanism to monitor speed, force, alignment, and other parameters.
- Pros: Excellent repeatability, higher automation, and can be integrated with other types of presses.
- Cons: High installation cost, limited tonnage capabilities, and the need for skilled operators.
Try Prolean Now!
High-Speed Stamping vs. Traditional Stamping Processes
High-speed stamping differs from traditional stamping in speed, controlling system, process synchronization, repeatability, cost, and other factors.
Let’s take a look at the comparison table for High Speed Vs Traditional Stamping.
| Aspect | High-Speed Stamping | Traditional Stamping |
| Speed | Very high, up to 1500 strikes per minute. | Moderate, typically 100 to 200 strikes per minute. |
| Stamping Press | Mechanical high-speed, link-motion, or servo lines. | Mechanical or hydraulic presses. |
| Tooling | Tighter clearances, slug control, progressive/transfer dies. | Standard tool steel dies with simple clearances |
| Accuracy | Higher repeatability for small parts | Good for larger or simpler parts; wider acceptable tolerances. |
| Cost | Low per/part production cost for large volumes | Lower setup cost and suitable for low/medium volumes |
| Maintenance | More frequent maintenance is required | Lower cycle stresses and less frequent maintenance |
Considerations for High Speed Stamping
You must consider several factors in high-speed stamping to achieve optimal production efficiency and avoid any kind of defects on stamped parts, from design to tooling and desired tolerances.
Let’s briefly discuss the common factors;
Material Type
Consider the material type you are using for stamping, as ductility, formability, and hardness influence the correct speed and required force; the tougher the material, the slower the stamping speed.
Sheet Thickness
Thickness is another factor that determines the right force required for the stamping. A thick sheet requires a higher pressing force, which decreases with the thickness.
Design Complexity
Design complexity is related to the control of press strike time and force. If the design includes small holes, complex curves, and deep-drawn features, you need more precise control of force to stamp the parts.
Required Production Volume
High-speed stamping is not suitable for small batches (especially with hydraulic presses), as it reduces the per-part production time as the required volume increases.
Required Tolerances
Achieving tight tolerances is more challenging, and the process must be executed carefully. Mechanical presses are more suitable if you need tight tolerances.
What Are the Pros and Cons of High Speed Stamping?
Several industries are opting for high-speed stamping technology over the standard metal forming process due to its benefits, including high efficiency, precision, repeatability, fast turnaround, and cost savings.
On the other hand, high speed stamping has limitations like higher installation costs, less design flexibility, and need for frequent maintenance.
Let’s elaborate on the pros and cons further.
Pros
- Production Speed: An industry-standard press can easily achieve up to 1500 strokes per minute. The exact number of cycles depends on the complexity of the parts, their material type, and the tooling used.
- High-precision: You can achieve tight precision as low as ±0.02mm, or even lower in micro-stamping operations.
- Cost Savings: The high production speed reduces metal stamping costs, particularly in high-volume stamping operations.
- Material Versatility: From soft aluminum grades to tough steel alloys, you can stamp sheets of various materials with different thicknesses.
- Quick Lead Time: Another benefit of stamping speed is the quick lead time, ensuring the timely delivery of parts and a competitive edge in the market.
Cons
- Higher Upfront Cost: The initial setup and tooling costs are higher than for other forming processes, which are only justified for high volumes.
- Less Flexibility: It is less flexible in design alteration and scaling up the part’s size.
- Skilled Manpower: High speed stamping requires expert operators to handle the process.
- Frequent Maintenance: The die and presses require frequent maintenance, increasing machine downtime.
Where High Speed Stamping is Used? The Applications

Stamping parts
High-speed stamping is used in industries that require complex sheet metal parts in large volumes quickly. It includes electronics, medical, aerospace, industrial machinery, and automotive metal stamping.
Consequently, high-speed technology is also applied to custom metal stamping projects. The following table outlines the application examples across different industries.
| Industry | Part Examples |
| Automotive | ECU contacts, sensor springs, wire harness connectors, seatbelt clips, grounding straps, and small brackets |
| Electronics | PCB terminals, EMI/RFI shields, relay contacts, battery springs, fuse clips, socket pins, heat sink fins |
| Medical | Electrode contacts, pacemaker battery tabs, scalpel handle inserts, needle hubs, guide plates, surgical clips, sensor shells |
| Aerospace | EMI shields, latch clips, avionics terminals, sensor contacts, mounting plates, small brackets, retaining springs |
| Industrial Machinery | Busbars, motor laminations, terminal strips, shims, spacers, fuse holders, retaining clips |
Try Prolean Now!
Components of High-Speed Stamping Press

Components of a stamping press
A high-speed stamping press involves multiple components, such as a feeder, dies, presses, and a control unit. Often, it also includes a heating system to heat the sheet before feeding it into the die.
The following are the main components of a high speed stamping press.
- Feeder: The feeder system advances the uncoiled metal sheet into the die for pressing strokes. Servo, grip, and roll feeders are the most common in high-speed presses.
- Dies: Dies contain a cavity where punches strike the sheet and form the desired geometry. They are made with hard alloys like tool steel.
- Ramp/Press: Presses apply deformation or shear cutting force to the metal sheet based on the tooling.
- Control Unit: It is the electronic system with a user interface that allows controlling material feeding, striking force, press movement, and dwell time.
Maintenance of High-Speed Stamping Presses
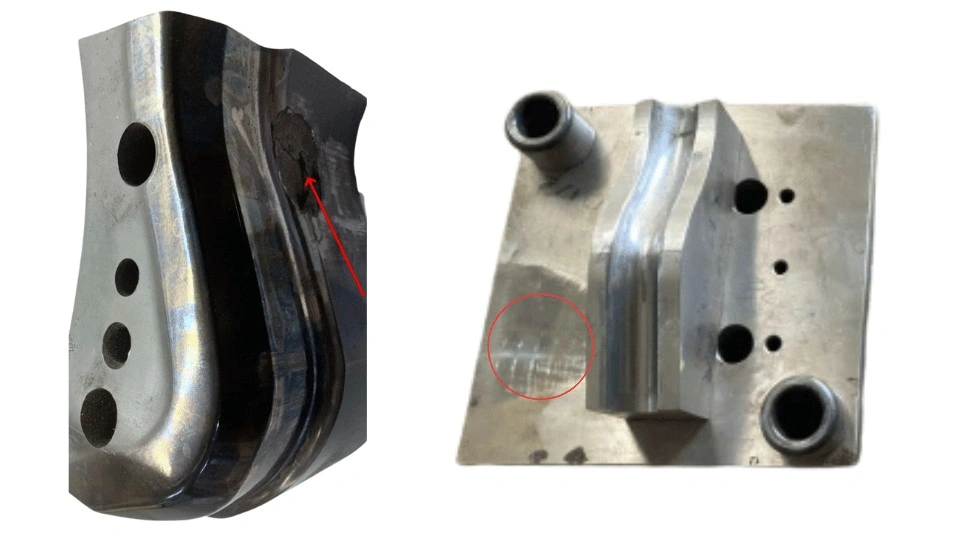
Stamping die wear
Since high-speed presses strike over thousands of times per minute, they experience higher tool wear. The tool wear can lead to misalignment, excessive vibration, and part defects. Therefore, regular inspection and maintenance are required.
Here are five maintenance tips based on industry practices.
- Clean the dies and punches regularly, or as recommended by the supplier.
- Apply suitable lubrication to reduce friction and heat buildup.
- Inspect for wear on dies & presses, worn edges, and finish quality of tooling.
- Ensure the correct alignment between the punch and dies by checking slide-to-gib clearances and frame alignment.
- Clibrate servo motors, feedback sensors, and other components of the stamping setup.
Is Metal Letter Stamping a Fast Process?
Yes, it is a speedy stamping process that offers 500 to 1500 strikes per minute. The process involves creating a permanent impression of letters, symbols, numbers, or a specific logo/pattern. High speed stamping presses execute punching, embossing, and other operations and mark the metal surface.
Metal letter stamping is compatible with aluminium, copper, brass, and steel. Meanwhile, it is popular to make products like nameplates, serial tags, connector labels, etc.
Why Choose High Speed Metal Stamping Services At ProleanTech?
As we discussed in this article, it is essential to have advanced stamping equipment & presses, compatible tooling, and expertise to execute the process for high-speed stamping production. At ProleanTech, we have them all.
Our metal stamping services encompass everything from design optimization help to final quality control of manufactured items. The high-speed presses run 24/7, and every stage is monitored by expert engineers and operators. Additionally, we ensure fast shipment to meet your strict deadlines.
Why Choose ProleanTech?
✔ Rapid production without sacrificing dimensional accuracy and repeatability.
✔ Progressive dies with servo feeders and in-line inspection systems.
✔ Diverse material options, including aluminum, steel, brass, copper, and many more.
✔ Flexible in parts size and production volume
✔Compliance with ISO 9001:2015 Certification and other specific industry standards.
If you have the design ready, please drop the file, and get a quote a quote with a clear cost breakdown and lead time estimation.
Try Prolean Now!
Conclusion
You can leverage high efficiency, precision, and cost-benefits with the high speed stamping process. It has a wide range of material options and can be used to make complete parts across multiple industries.
Whether tiny electronic connectors or large automotive brackets, this technology can deliver fast-paced services. However, you must have a CNC-equipped progressive die set or a reliable manufacturing partner for this.
If you have any confusion about metal stamping or need assistance for your sheet metal project, please contact us and talk with our engineers.
FAQs
What is the process of high speed stamping?
The process of high speed stamping involves continuous feeding of metal sheet into multi-station dies, where high speed presses strike the metal and perform forming, hole punching, piercing, and other required operations.
What is the cycle time of stamping?
The cycle time of stamping typically ranges from 0.04 to 0.6 seconds per part, depending on the material type, part size & complexity, and sheet thickness.


0 Comments