 Deep Draw Stamping
Deep Draw Stamping
Deep Drawing stamping is one of the popular mechanical methods of producing hollow metal shapes, alongside hydroforming and metal spinning. In this method, a press draws a sheet metal blank into a die to produce a seamless 3-D, hollow part. Think of products like cans, cups, and gas tanks. Drawing stamping stands out from the alternatives for its cost-effectiveness at high production volumes. The deep draw stamping process offers a rich blend of automation, speed, repeatability, and material resourcefulness.
Machinists can combine processes, for instance, trimming and punching, to produce final parts. Read on to find out the fundamental aspects of the deep drawing manufacturing process, including process steps, benefits & limitations, applicable materials, and comparison to related technologies.
What is Deep Draw Stamping?
Drawing stamping is a popular metal forming method of transforming flat sheet metal into relatively hollow 3-D usable parts, using a punch to pull the material into a cavity. It is different from standard stamping in that the resulting part has significantly larger depth, much larger than the sheet diameter.
What deep draw stamping means
The cubic or cylindrical part is produced in one or multiple operations, which is normally in phases of increasing depth. ProleanTech’s prowess in Sheet Metal Stamping Services covers a wide range of designs and materials.
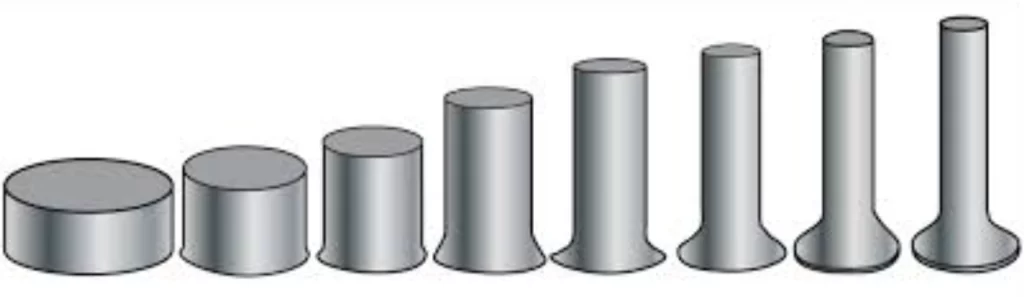 Increasing depth
Increasing depth
Deep draw stamping is preferred by many for its low material wastage and repeatable quality, which is evident in industries such as automotive and electronics.
The Deep Draw Stamping Process Steps
The deep draw stamping process is defined by five major steps, namely material selection, mold design, cutting, processing, and post-processing.
These steps are explained further below:
Step 1: Material Selection
The material type and size are first chosen. The typical metal for deep drawing is thin, and the specific types are mostly aluminum, copper, stainless steel, and a few others, which are discussed in a later section.
Step 2: Mold Design
Specific mold designs are prepared depending on the desired end product. If the deep drawing manufacturing process is for standard shapes, there might be no need to design a new mold. However, custom metal stamping requires a new design in terms of shape and size. This can have a bearing on the project lead time and cost.
Step 3: Prepare Sheet Metal Pieces
In this step, which can also be called preprocessing, the metal sheets to be stamped are cut into the required sizes, among other activities. Examples of these crucial activities are;
- Annealing
- Deburring
- Cleaning
- Lubrication
- Material testing
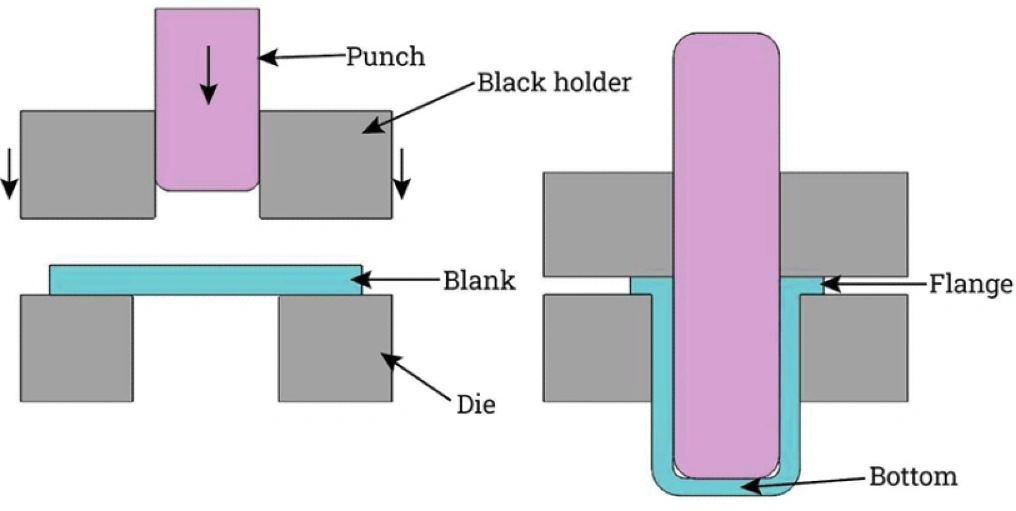
Step 4: Deep Draw
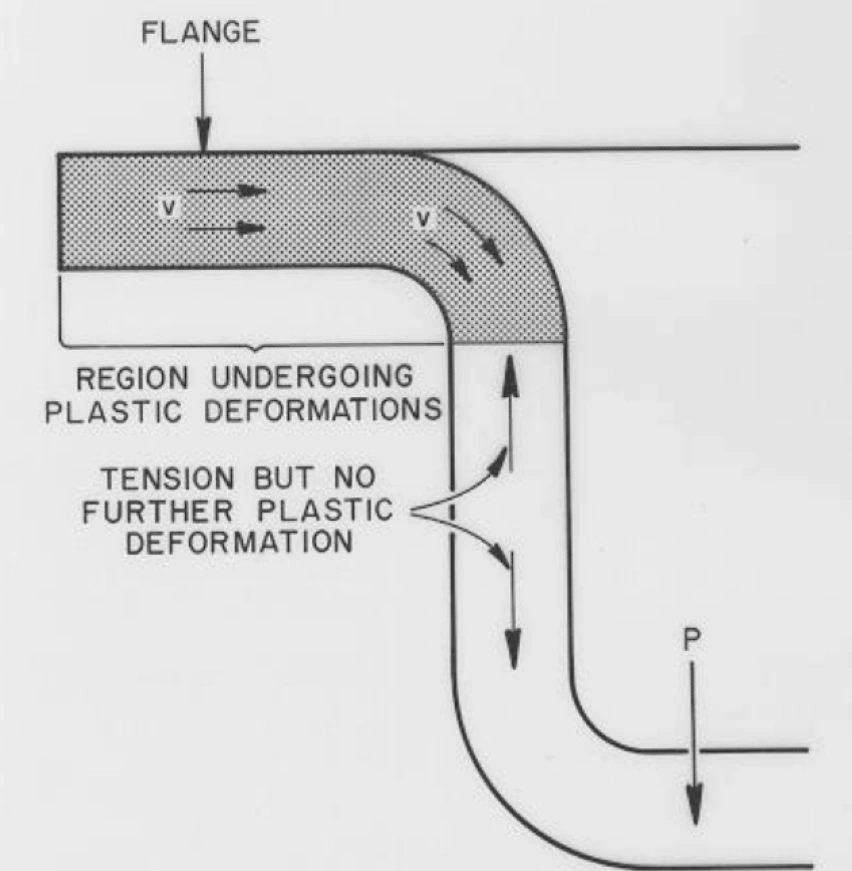
The metal sheet is carefully placed on the stamping machine, and force is applied to force the material to acquire the shape of the mold. The material undergoes plastic deformation, as the figure below shows.
 Plastic deformation
Plastic deformation
The deep drawing is usually done in sequential steps, each step deepening the part further.
Step 5: Post-processing
In this step, the deep-drawn part is ejected from the press and subjected to post-processing – Deburring, trimming, dimensional inspection, and others.
History of Deep Draw Stamping Method
Deep draw stamping technology dates back to the mid-19th century, attributed to the inventor, Oberlin Smith. Together with Eli Manville, the industrialist helped develop the technology into what we have today.
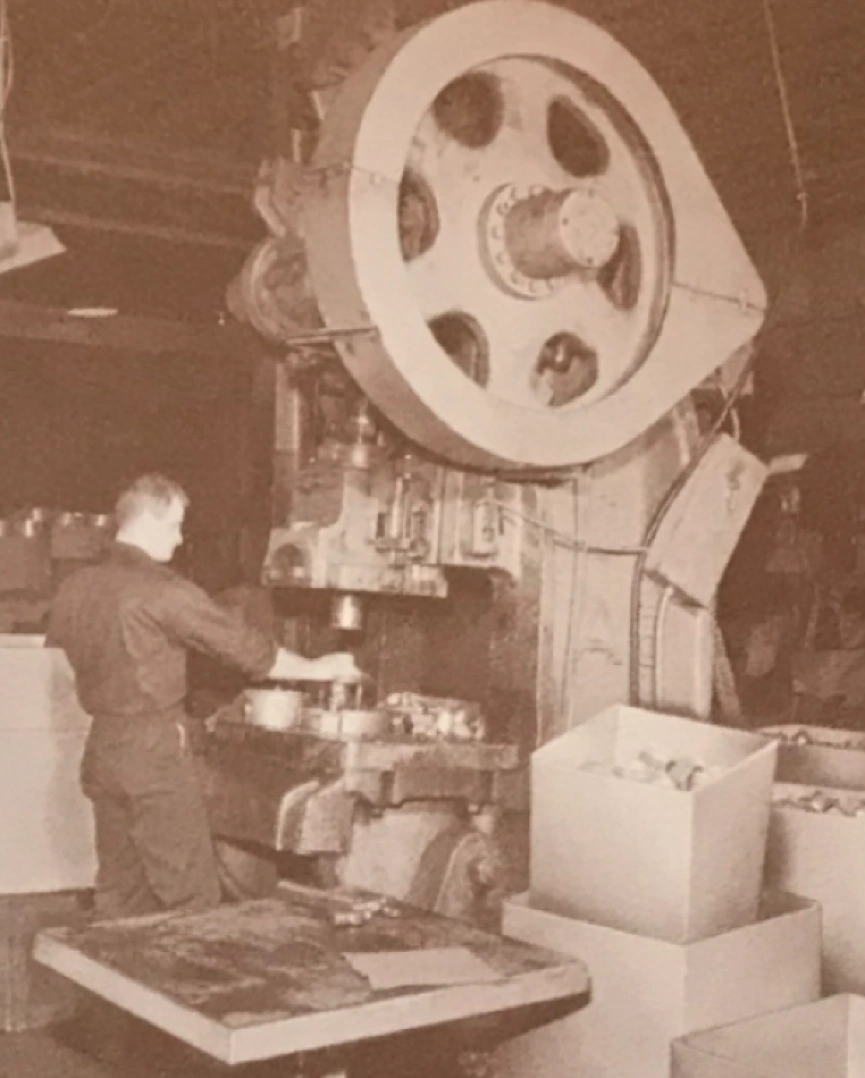 Old stamping press
Old stamping press
Advantages of Deep Draw Stamping
Deep draw stamping is a valuable manufacturing process that delivers complex parts with high manufacturing efficiency and minimal material wastage. The deep-drawn stamped parts have relatively high structural integrity. Because the parts have tight tolerances, the need for secondary operations is minimal.
Here is an outline of these and other advantages of drawing stamping.
- Drawing stamped parts have relatively low dimensional variation and high tolerances.
- The material wastage is minimal, which helps keep costs down
- The parts have high durability
- There is no need for secondary operations
- The end products typically have waterproof capabilities
What are the Disadvantages/Limitations of Deep Drawing?
Like other sheet metal forming methods, drawing stamping has shortcomings. Apart from a high initial investment, this process has the following limitations.
- Limited complexity
- Limited material versatility
- Requires specialized equipment and tools, which are mostly used in specific factories
- The complexity of the technology means that the initial investment can be high.
Try Prolean Now!
Materials for Deep Draw Stamping
At ProleanTech, we can deep draw a range of materials, including aluminum, brass, copper, low-carbon steel, stainless steel, and others.
Aluminum
Aluminum is a highly formable material and widely used across industries. It is three times lighter than steel. The material is also strong and durable. After the aluminum stamping process, the metal hardens and becomes even more durable. Common aluminum alloys for the deep drawing manufacturing process are 6061 and 6063.
Brass Deep Drawn Parts
Brass is formable and corrosion-resistant, making it an equally quality material for deep drawing manufacturing. It also has good wear-resistant properties.
Copper Deep-Drawn Parts
 Copper deep-drawn parts
Copper deep-drawn parts
Copper’s malleability suits deep drawing projects, especially where corrosion resistance is required. The material comes with a list of other benefits, including good thermal conductivity, good thermal conductivity, and antimicrobial properties.
Low-carbon Steel Deep-Drawn Parts
Apart from being a low-cost material, low-carbon steel is strong and highly formable. Manufacturers use it for numerous parts at a low price per part. It is also durable; therefore, a highly economical option for businesses.
Deep- drawn Stainless Steel Parts
Stainless steel stamping is popular, particularly because of its corrosion resistance and strength. Parts for applications where the environment is unpredictably harsh are best manufactured using this valuable material.
 Stainless steel deep drawing part
Stainless steel deep drawing part
Applications of Deep Draw Stamping Parts
Sheet metal stamping services are used to produce different types of drawing stamping parts for applications in aerospace, automotive, electronics, military, medical, and construction. Get a quote for cans, cups, canisters, tubes, and rivets. Examples of other parts are rivets, fasteners, eyelets, and grommets.
Aerospace Deep-Drawn Parts
This industry requires parts with a high strength-to-weight ratio. Deep drawing sheet metal parts are used in pressurized containers, fuel systems, and engine casings, among others.
Automotive Deep-Drawn Parts
Options for the automotive industry are transducer housings, oil filters, battery enclosures, fuel system parts, and transmission housings. The stamped parts are designed to meet crash safety requirements and cost-efficiency.
 A car transducer housing
A car transducer housing
Electronic Deep-Drawn Parts
For electronics, some of the most critical elements are thermal management and EM shielding. These are considered for heat sinks, battery casings, EMI/RFI shielding covers, and other parts.
Military Deep-Drawn Parts
 Cartridge casings
Cartridge casings
Military or defense components should endure harsh environments, so their drawn containers, ammunition casings, and equipment enclosures are built to meet the respective requirements.
Medical Deep-Drawn Parts
Popular applications in this area are sterilization trays, equipment enclosures, and implantable device containers. All these are deep-drawn stamped with considerations for biocompatibility and sterilization in mind.
Construction Deep-Drawn Parts
The construction space requires deep drawing sheet metal for HVAC ductwork, plumbing fittings, and electrical enclosures, among other parts.
 Deep-drawn kitchen set
Deep-drawn kitchen set
Try Prolean Now!
What is the Thickness of Deep-Drawn Stamping Materials?
The majority of drawing stamping parts are 0.5mm to 3mm thick. Materials as thick as 6mm may also be stamped, but it is important to consider the bending capability, hardness, and strength to ensure optimal performance.
What is the Difference Between Stamping and Deep Drawing?
Stamping and deep drawing differ in production volume, part complexity, material properties, durability, and metal stamping cost. Drawing stamping produces parts that are more durable, more complex, and with less scrap.
These differences are expounded below.
| Comparison Element | Standard Stamping | Drawing Stamping |
| Part Complexity & Use | Flat, shallow parts. Examples are brackets, covers, and panels | Complex hollow parts such as cans and enclosures. Depth is significantly larger than the blank diameter |
| Production Volume & Cost | Low-medium volumes. Low tooling cost | High upfront cost, but cost-effective for larger volumes |
| Quality & Durability | Bends and seams can be weak. Assembly or welding may be necessary | No joints or welds. Stronger structurally. |
| Material Efficiency | Higher material waste rate | About 40% less material waste rate |
| Lead Time & Versatility | Faster setup and easier design changes | Slower setup and design changes are costlier |
What is the Difference Between Deep Drawing and Forming?
Deep drawing vs forming is another common comparison. Deep drawing is a forming method because forming refers to any technology or technique that uses plastic deformation to produce a part of a metal workpiece. The mechanical force applied has to exceed the yield strength of the metal so that the change is irreversible. Other metal forming processes include extrusion, forging, press braking, and roll forming.
Read more:
Considerations for Effective Deep Draw Stamping
Successful deep drawing manufacturing is based on the following tips and guidelines.
Material Type and Thickness
Material choice affects corrosion resistance, ductility, strength, and other critical part properties. A careful analysis of these and other material requirements is the reason aluminum, stainless steel, and the other listed materials are the most commonly used. Concerning material thickness, the idea is to balance formability and strength. Thickness should be uniform to prevent cracking. It should also be designed for some thinning during the drawing process.
Shape Complexity
The durability of deep-drawn parts can be affected by the shape. Complex shapes with sharp corners invite cracking and associated failure. Therefore, the manufacturer should use larger radii to prevent stress concentrations. If a complex shape is unavoidable, progressive stamping can minimize stress and weakening.
Getting the Tooling and Press Settings Right
The die & tooling design, plus the settings on the press, are critical in getting the desired deep draw stamping results. The dies should be of the best design and condition to ensure high-quality parts.
 A deep drawing press
A deep drawing press
The same applies to the press settings, where calibrations for stroke length, blank holder pressure, and drawing speed should be optimized.
Springback in Materials
The phenomenon of materials tending to return to their original shapes is also a concern in sheet metal stamping design and manufacturing, so it should be adequately addressed. Effective ways to counter the problem and prevent metal stamping defects include incremental stamping and adjusting for springback according to the material. Overlooking any of the above points can lead to flawed or even disastrous results.
In Conclusion
Deep drawing is undoubtedly a reliable method for creating hollow parts from a wide range of materials. For you to optimize its benefits, you need to work with a reputable deep drawing manufacturing company. It all starts with the design, which helps if it is flexible to maximize the available standard tooling. Custom services are also available, but they may cost more with a longer lead time.
You can contact us for more details on how to get the best from this amazing technology.


0 Comments