Sheet metal forming is a popular fabrication process used for parts or products of diverse shapes. There are several types of forming available; press brake forming is one of them. It is known for flexibility in tooling, setup, and design modification.
Why is it called press brake forming? It involves the use of an instrument called a “press brake” that incorporates a die-and-punch in between and provides deformation force, which is powered by either hydraulic, mechanical, or electric means. Manufacturers prefer the CNC press brake machines for this.
The upcoming sections will discuss the press brake mechanism, types, forming calculations, and industrial applications.
What is Press Brake Forming? Definition and Importance
First, what is the forming? It is a metal shaping process where controlled force plastically deforms the material to produce the desired geometry. Forming does not involve material removal like in subtractive manufacturing.
Press brake forming is a sheet metal processing method in which a controlled mechanical force is applied to the punch to transfer the sheet metal into the shape defined by the counterpart die. It involves permanent deformation of the material to achieve the desired bent, curvature, or profile shape. It uses dies and punches suitable (or especially designed) for the parts you want to shape.
The material experiences a force greater than its yield strength, causing the lattice structure to slip and deform plastically into a shape guided by the die cavity. Tensile strength is another critical factor in sheet metal press forming, as it defines the allowable limit of applied force to prevent fracture. 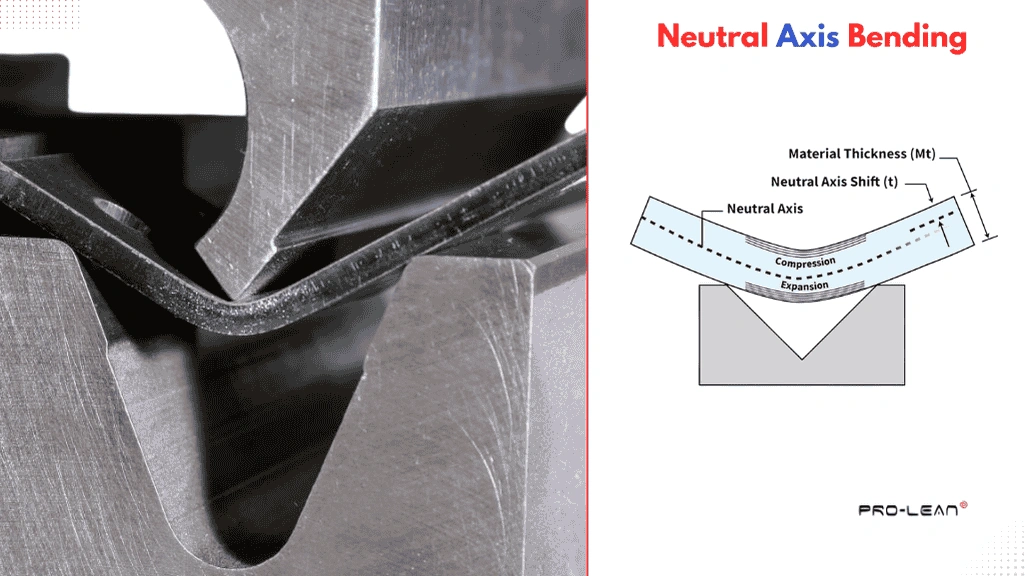
Neutral axis bending
While bending, the material on one side of the sheet undergoes compression, and the other side undergoes stretching. So, an imaginary line, “neutral axis,” is considered between them. Furthermore, springback, ductility, formability, and hardness also influence the forming/bending mechanism.
Key Elements of Forming
A press brake forming process involves three key elements: material, tooling, and machine. A wide range of material sheets can be bent, including aluminium, stainless steel, steel, copper, titanium, and brass. Meanwhile, the compatible thickness ranges from 0.5 to 40 mm or more.
Tooling for press brakes includes the punch and die (U, V-shape, etc.), which are made from tough materials like chromium molybdenum and tungsten carbide.
Importances in Sheet Metal Fabrication
Press brakes are one of the fundamental systems for precisely bending metal sheets. With appropriate die tooling, they can convert flat sheets into complex 3D parts.
- High structural rigidity, which can be further improved with reinforcements.
- Forming reduces the need for welding and other types of joints.
- CNC automation of press brakes significantly improves fabrication speed & efficiency.
Four Different Types of Press Brakes
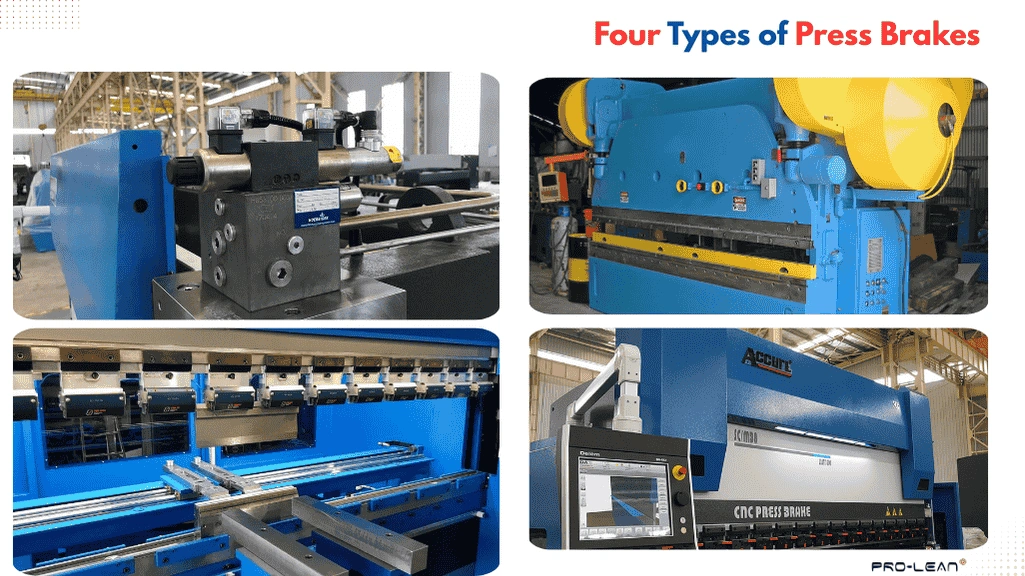
Types of press brakes
Let’s elaborate on four different types of press brakes: hydraulic, mechanical, electric, and CNC.
Hydraulic Press Brakes
Hydraulic press brakes utilize hydraulic pumps with oil inside; as the temperature rises and the oil expands, it triggers the ram movement connected to the punch. These conventional presses are suitable for sheets with medium to high thicknesses, and high precision is not critical for performance.
- Pros: High tonnage capacity (up to 500+ tons), good pressure control, simple, and less costly.
- Cons: Low-angle stability, risk of oil leakage, and need for frequent maintenance.
Mechanical Press Brakes
Mechanical press brakes use a flywheel mechanism along with a crank and a clutch. Electric motors power the flywheel for rotation, while a clutch connects it to the crankshaft, converting this rotation into linear motion to power the downward rams. Hydraulic presses are suitable for high-speed and repetitive forming operations.
- Pros: High-speed strokes, consistent forming, and a simple setup.
- Cons: Less accuracy, operational safety concerns, and low flexibility
Electric Press Brakes
Electric press brakes are characterized by their “electric servo drive system,” which provides high precision in sheet metal fabrication. They can form complex sheet metal parts with multiple bends and curvatures. A ball-screw mechanism converts the rotational motions of servo motors into a vertical direction. Meanwhile, the ball-screw movement can be controlled electronically for precise ram movement.
- Pros: High precision, clean bending, and cost-effective for large volumes.
- Cons: Limited for extra-heavy tonnage and costlier installation.
CNC Press Brakes
CNC press brakes do not involve any distinct drive mechanism. Instead, they use hydraulic, electric, or hybrid drive systems, integrated with a CNC system that controls ram movement, alignment stroke cycles, bend angle, and back-gauge position through computer commands.
The CNC automation reduces the risk of inaccuracies and defects by maintaining consistent control over all process variables. CNC press brakes are well-suited for forming complex parts that require tighter tolerances and consistent production.
- Pros: Accurate bending, faster setup, high complexity, and repeatability.
- Cons: Higher initial investment & maintenance cost.
Try Prolean Now!
Types of Press Brake Forming Operations
Air bending, bottom bending, and coining are three types of press brake forming used in fabrication. The choice depends on the sheet material properties, desired accuracy, bending flexibility, and available tonnage.
Air Bending
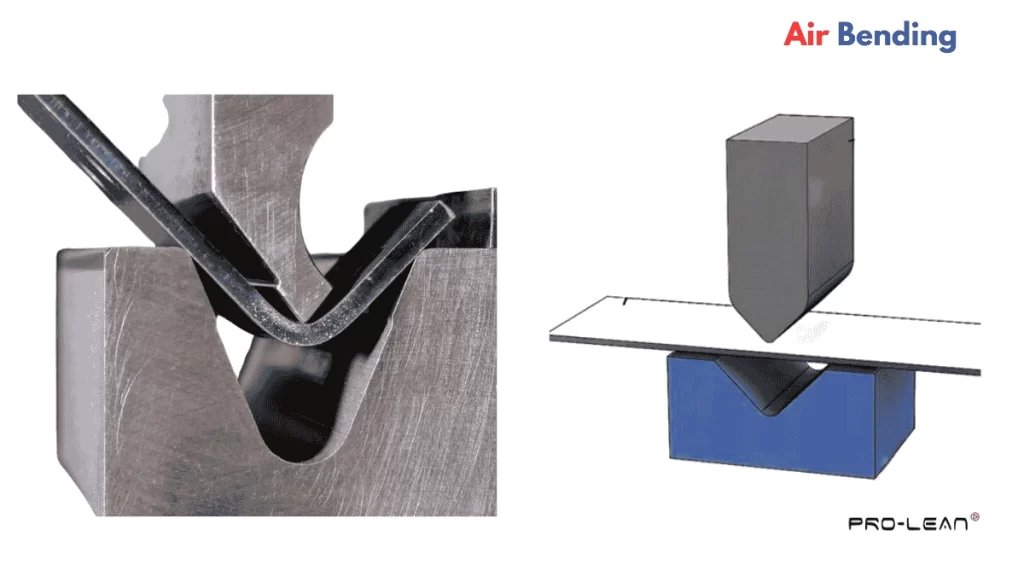
Air bending
Air bending involves pressing the worksheet into the die, where the punch does not touch the bottom of the die. The depth the punch reaches in the V-shaped die cavity determines the bend angle. Consequently, a single setup of tooling for press brake is enough for distinct bend angles.
The contact time of the punch is less in air bending, which helps to reduce cycle time and also prevents surface defects. However, there is a stronger influence of springback in air bending.
When to Use: Thin to medium-thick sheet bending, low tonnage bending, and when a part involves multiple bend angles.
Bottom Bending 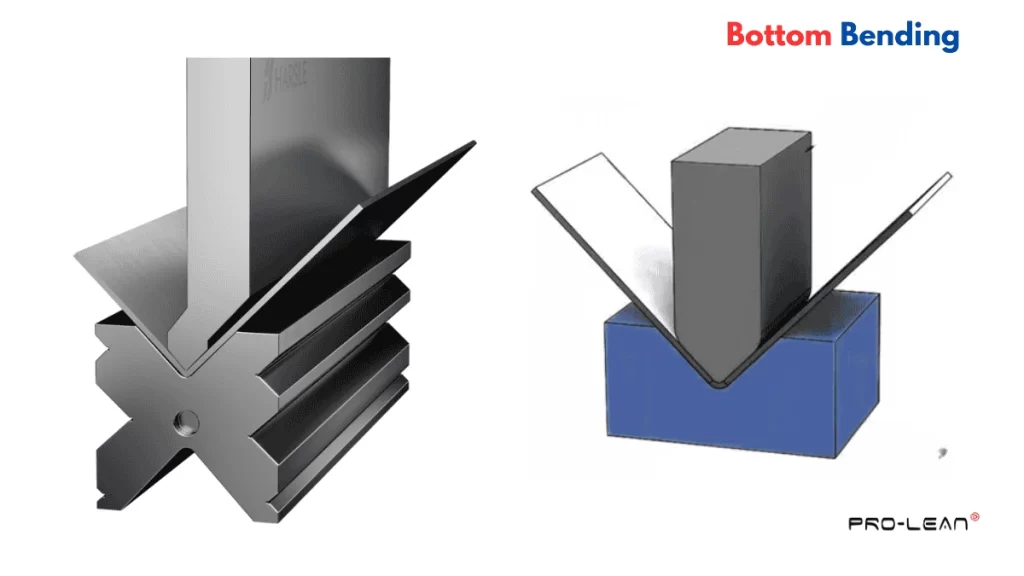
Bottom bending
Unlike air bending, bottom bending(or bottoming) involves pressing the punch tip all the way to the bottom of the metal forming press brake die. In this type of sheet metal press forming, the die geometry defines the bend angle, and no need for depth control. Meanwhile, it requires more tonnage.
When to Use: When accurate bending with a tighter tolerance is required.
Coining 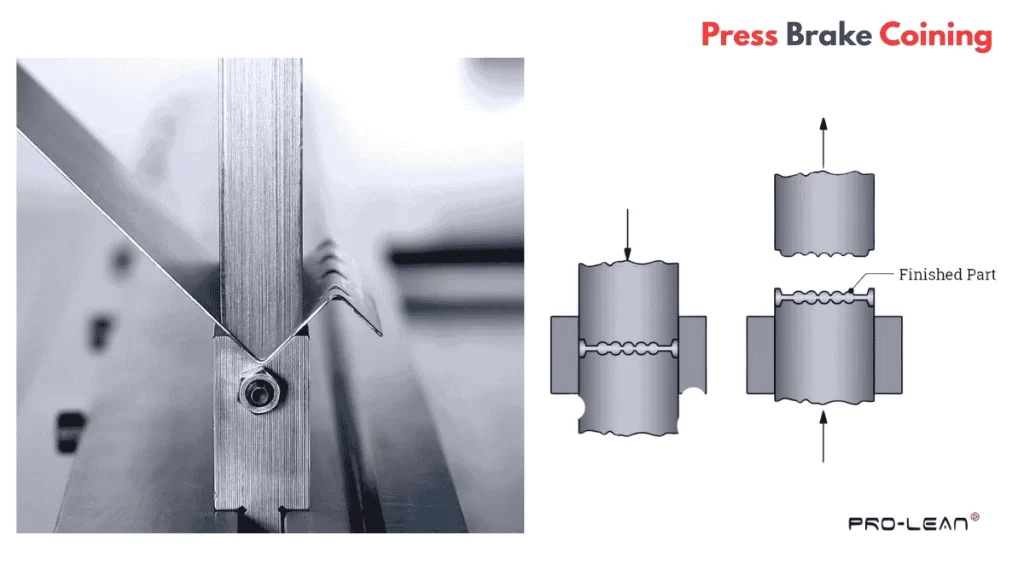
Sheet metal coining
This type of forming operation involves compressing the worksheet between a punch and the metal forming press brake die with high pressure, typically up to 10 times of air bending pressure. As a result, material flows and forms bends with an accurate angle and radii.
When to Use: For precision bend angles and minimal springback, on thick and hard sheets.
Try Prolean Now!
Mathematical Calculations in Press Brake Bending
Press brake forming involves various mathematical calculations related to physical properties and bending variables, including the K-factor, bend allowance, and bend deduction.
Let’s look at some press brake bending calculations.
K-factor
As the bending force strikes, the neutral axis tends to shift towards the inside radius. Therefore, consider the K-factor in design & fabrication to compensate for this shift during flat sheet sizing. For example, 0.3 for stainless steel & 0.5 for aluminum.
k=tT, where t=distance of inside bend radius and neutral axis and T=thickness
Bend Allowance & Deduction
Both of these parameters are used to determine the flat pattern for the desired bending geometry. Bend allowance accounts for the consumed material length along the neutral axis and is added while calculating the flat pattern. On the other hand, the bend deduction is subtracted from the flat pattern.
BA=180π180×θ×(Ri+K⋅T)
BD=2×(Ri+T)×tan(θ2)−BA)
Springback
Springback refers to the elastic phenomenon that occurs in a material during bending. The bent angles slightly decrease as the load is released, because sheet metal tends to return to its original position.
Use Gardiner’s Formula to calculate the springback:
Springback= θ xE x T2 x Y x Ri, where E= stiffness, T=thickness, Ri= inside bend radius, Y= yield strength
Industrial Applications of Press Brake Forming
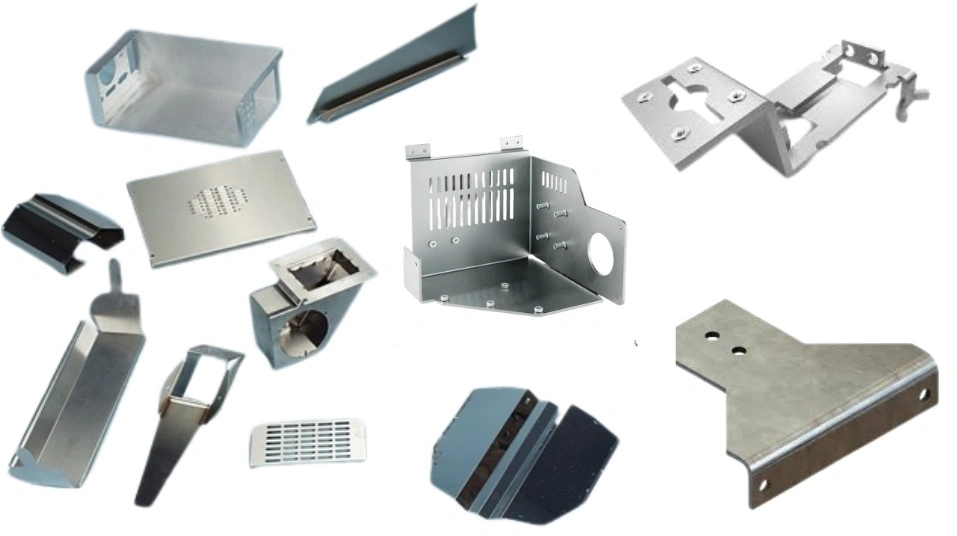
Press brake bending parts
Press brake forming is used to produce a diverse range of sheet metal parts and products. This technology is preferred across industries due to its part complexity, precision, and wide thickness range, as well as low tooling costs and flexibility in production volume.
The table below outlines the applications of press brake forming in the automotive, aerospace, electronics, medical, and architecture industries.
| Industry | Application Examples |
| Automotive | Sheet metal bracket for chassis, structural reinforcements, exhaust shields, battery enclosures, fenders, and roof panels. |
| Aerospace | Fuselage panels, Interior cabin panel, duct brackets, and wing skins & spars. |
| Electronics | Enclosures, racks, cabinets, junction boxes, switchgear panels, and mounting hardware |
| Medical | MRI/CT machine housings, surgical tool trays, enclosures, and medical bed frames. |
| Architecture | Facade panels, roofing items, window & door frames, and decorative trim |
Summing Up
Press brake forming produces complex multi-bend parts with high precision for different industries. It can process stainless steel, aluminum, steel, iron, Inconel, and other metal sheets with different thicknesses to produce sheet metal parts. However, it is equally important to use the correct die tooling and forming variables.
If you need precise and defect-free sheet metal bending parts, ProleanTech can fabricate them using advanced CNC press brake machines. Our sheet metal fabrication services encompass a range of processes, including stamping, laser cutting, welding, surface finishing, and other related procedures. Regardless of how complex and rigid your design is, we can deliver the expected results.
FAQ
What forming process uses a press brake?
Primarily, U-bending, V-bending, bottoming, air bending, and coining are the primary forming processes that utilize a press brake.
What is the rule of 8 on a press brake?
The rule of 8 on a press brake states that the opening of a V-die must be higher than 8 times of sheet thickness.
What is the minimum bend radius for a press brake?
The minimum bend radius for a press brake depends on the thickness and material type, typically ranging from 0.8 to 2 times the thickness.

0 Comments