
Injection molding flash is a visible defect on plastic parts. Flash is the small plastic layer popping from the mold where two mold halves meet. Interestingly, flash can also occur in other places where there is a gap, plastic material overflow, movable cores and ejector pin gaps.
Injection molding flash can be removed in post-processing, but this also affects the quality of the surface and adds costs. So, how do you prevent flash in injection molding?
In this guide, you’ll learn how to fix plastic injection molding flash, prevent flash, and prevent other defects in injection molded parts.
What Is Flash In Injection Molding?
Molding flash is the excess material that leaks or flows out of the metal mold and solidifies on the parting line of the injection molded part.
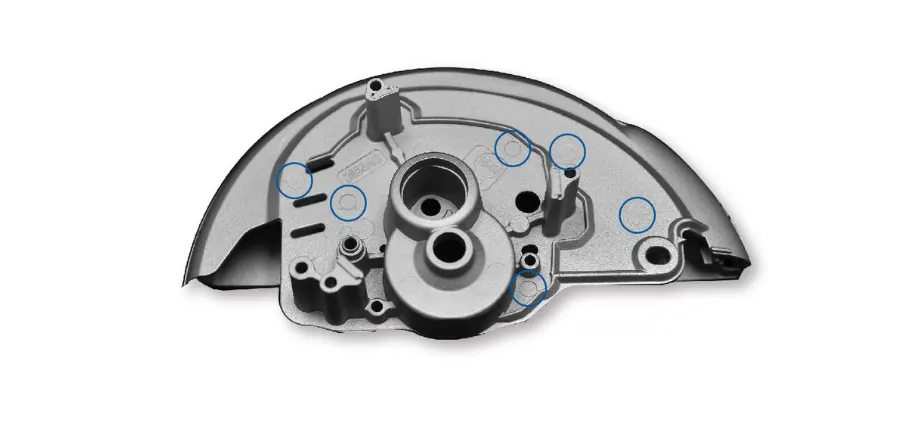
You can spot flash on plastic in many forms. A lump of plastic on the surface, as an unwanted layer over the part or a protruding plastic piece. The most common form of flash is the material leaking between two mold halves.

Injection Molding Flash
Reasons For Injection Molding Flash
Flash occurs whenever there’s space for molten plastic to leak. Uneven mold cavities and wrong injection pressure can cause molding flash.
Insufficient Clamping Force
Two halves meet in the injection molding process, and plastic flows inside the mold. The clamping force tightly holds the two mold halves against the pressure of injection molding.
When the clamping force isn’t strong, the material can leak out of the mold, leading to plastic flash.
Injection Pressure
Injection pressure helps the plastic flow into the mold cavity. If the injection pressure is more than required, the plastic is forced into unwanted gaps and open space, especially the parting line.
High injection pressures make it possible to open the mold, leaking material on the side.
Overused Mold (Worn out Mold)
Mold machining requires expensive tooling, and injection molds are designed to be reused. Over time, molds wear out, and using a damaged mold, especially in the parting line zone, prevents sealing and causes flash.
Mold Alignment Issues
Mold alignment refers to the exact lining of mold surfaces and mirror-like mating. Poor clamping force, bad fixtures, impurities on parting surface, mold deformation and low-quality mold machining can cause mold misalignment.
Uneven alignment can lead to plastic seeping from gaps and spaces along the mating surface.
Plastic Viscosity
Injection molding uses a variety of plastics; when a plastic with a low viscosity is used or when the plastic viscosity is lowered with high temperatures, the plastic becomes too runny and seeps into crevices, causing injection molding flash.
Overpacking Material (Overfill)
Designers use injection molding tolerances to produce precise plastic parts. Using more volume of plastic than the cavity’s space combined with excessive injection pressure, is called overpacking. This can lead to mold opening and material leaking out of the mold and solidifying.
Nozzle Temperature
Plastic material is loaded in a barrel heated and turned into molten form. A nozzle injects molten plastic into the mold at moderate pressure. If the nozzle temperature is too hot, it can lower plastic viscosity, causing flash defect in injection molding.
Venting
Vents are small air channels designed into the mold, specifically along the parting line where air is expected to get trapped. You can find vents in ejector pins and design secondary venting into the mold.
Improper venting can lead to plastic leaking or escaping alongside the trapped air leading to flash in injection molded parts.
Ejector pin marks
Try Prolean Now!
Other Types of Defects In Injection Molding
Many defects in injection molding can still exist with or without flash. Some of the most common injection molding defects include:
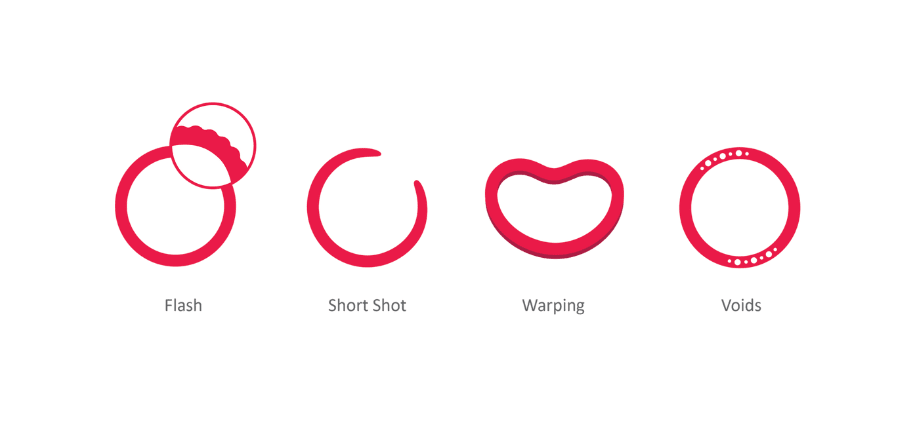
Title: Injection molding defects
Sink Marks
Sink marks are tiny depression spots or pressed plastic found on the part’s surface. Sink marks in injection molding are caused by non-uniform cooling of the material or shrinkage after molding. Sink marks are typically found in areas where plastic can build or collect during injection molding, like the surface under ribs and bosses.
Surface Delamination
Surface delamination is a plastic defect where the surface peels off or starts to flake, causing the laminate to separate. This can lead to severe part failure and ruin part aesthetics. Surface delamination is seen as a thin film of plastic and discolored patches often lifting from the material.
Warping
Warping occurs when plastic material bends around something or under its weight and geometry. In injection molding, warping is caused during ejection and due to high internal stress.
Jetting
Jetting is common when multiple parts are produced using an injection molding gate and runner. Jetting displays a pattern on the part caused by a high injection pressure causing the plastic to shoot straight into the cavity instead of a smooth flow.
How To Fix Flash In Plastic Injection Molding
If you come across parts with injection molding flash, you can fix them using heat or cooling them at subzero temperatures to easily deflash the material.
Cryogenic Deflashing
For essential parts or multiple injection molded parts, it is possible to perform flash removal using cryogenic freezing. Parts can be frozen in liquid nitrogen, turning the thin flash layer brittle and easy to remove.
The flash can easily break off the part, but this method of deflashing requires industrial tools and access to liquid nitrogen, which can increase costs. However, the freezing does not affect the part’s finish or surface.
Trimming Flash
For some parts, it is possible to trim the flash using a sharp blade. Some significant parts are trimmed before the mold opens, and the excess plastic is visibly outside the region where the two halves of the mold meet.
You can also use a deburring tool to remove flash mechanically. This requires manual labor and time for clean flash removal. There is, however, a risk that the cutting tool may damage the mold.
Using a Heat Gun
If your injection molded part has a very thin layer of flash or excess material protruding, you can also use a heat gun or flame to melt the thin flash into the material. Heating can cause warping or deformation of the plastic, so avoid heating any thin walls and geometries.
Try Prolean Now!
Preventing Injection Molding Flash
Instead of fixing injection molding flash, you can use these engineering tips to prevent flash in the first place.
Increase Clamping Force
Low clamping force is one of the major causes of flash, and you can easily avoid it by increasing clamp pressure and clamping force in your injection molding machine.
A larger clamping force will keep the mold closed against the expanding pressure of the solidifying plastic and the injection pressure.
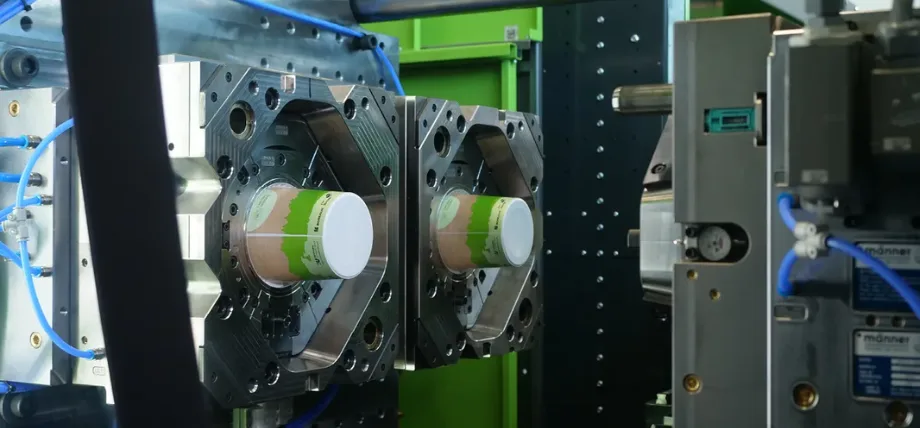
Title: Injection molding clamp
Decrease Injection Rate or Pressure
Another way to avoid flash is by simply reducing the injection rate and speed of plastic out of the nozzle. Smooth flow of plastic into the mold cavity during the injection phase can remove defects other than flash as well.
Temperature
In injection molding, there are three crucial temperatures to control: the nozzle temperature, barrel, and mold temperature. If the mold is too cold, it can also prevent smooth flow and increase the viscosity of the plastic material.
Use Best DFM Techniques
Design for manufacturability ensures the best techniques that can help you produce flash-free parts. There are many design tips in mold design for injection molding.
- Uniform wall thickness ensures equal material flow along the edge and a single plastic consistency.
- Thin features away from the parting line prevent flash formation by strengthening the edge sealing.
- Optimizing parting line location can double as a flash prevention technique and improve the aesthetic of your part. Placing the parting line on the edge can enhance your design and reduce the chances of flash formation.
Refine Mold Design
Flash is a flaw that primarily comes from mold design and overfilling. You can use a flash-free mold design and tighten the mold tolerances to prevent gaps in the mold.
Bad gate design and alignment can cause uneven pressure for designs that use gates, leading to large material flow on one side and underfilling on the other.
How Precision Machining Can Help Prevent Flash
Precision machining plays a critical role in preventing molding flash for plastic parts. It occurs when material leaks from the mold, so accurate machining and precise tolerances in mold construction can prevent flash.
Precision machining guide pins, ejector pins, bushings, and interlocking mold features can help with the flawless alignment of mold halves. Precision CNC also offers accurate vent machining up to 0.0001”, essential for small intricate molds.
Plus, most runners and gates must be machined using precision CNC to accurately control flow in injection molding projects.

Conclusion
Often, flash can come from greasy mold or contaminants, so it’s essential to regularly clean molds. Flash can directly impact your injection molding process and molded plastic, so it is vital to understand the flash prevention tips covered in this guide for high product quality in your parts.
FAQ
1. How to prevent flash in injection molding?
You can avoid flash in injection moulding by using a larger clamping force and fixing the plastic’s viscosity by reducing the nozzle’s temperature.
2. What is the difference between a burr and a flash?
In sheet metal cutting, when there’s a raised metal piece extruding after a cut, it is called a burr and sometimes also called a flash. In injection molding, a flash is a result of excess material leaking from the mold.
3. Can flash defects be repaired without scrapping the part?
You can use cryogenic deflashing, which uses liquid nitrogen freezing to make the flash brittle enough to break away without damaging the part.
4. Does flash affect the structural integrity of molded parts?
Flash does not directly weaken the structure of parts. However, removing a flash can damage the parts, which affects their structural integrity.
6. Are certain materials more prone to flash defects?
Materials can change flash formation. Materials with low viscosities, like PE, PP, and nylon, are prone to flash defects or materials that show a large variation in viscosity for a small temperature change.
7. What should I look for in an injection molding service to avoid flash?
For your injection moulding project, the injection molding service should have precision machining capabilities, high-quality tooling, and DFM capabilities.
0 Comments