The precision and quality of molded parts largely depend on the quality of the mold. Likewise, the performance of the injection molding process is determined by the design and condition of the mold, commonly referred to as injection molding tooling. Under high pressure, molten plastic fills the mold cavity and reproduces even fine details, including the cavity surface finish. This is a practical example of tooling in manufacturing; the tooling directly controls the shape, dimensions, and surface quality of the final part.
In this article, we will elaborate on the tooling for injection molding, including tool components, tooling options, etc.
What is Tooling for Injection Molding?
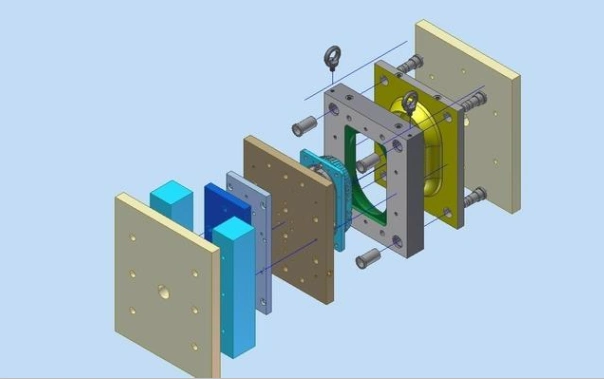
Injection molding tool
Tooling in injection molding refers to mold components and other attached systems required to create a specifically designed part. This means each unique product requires unique tooling for production. Examples of tooling components are the mold base, cavity and core, runner system, sprue bushing, cooling system, and mold inserts.
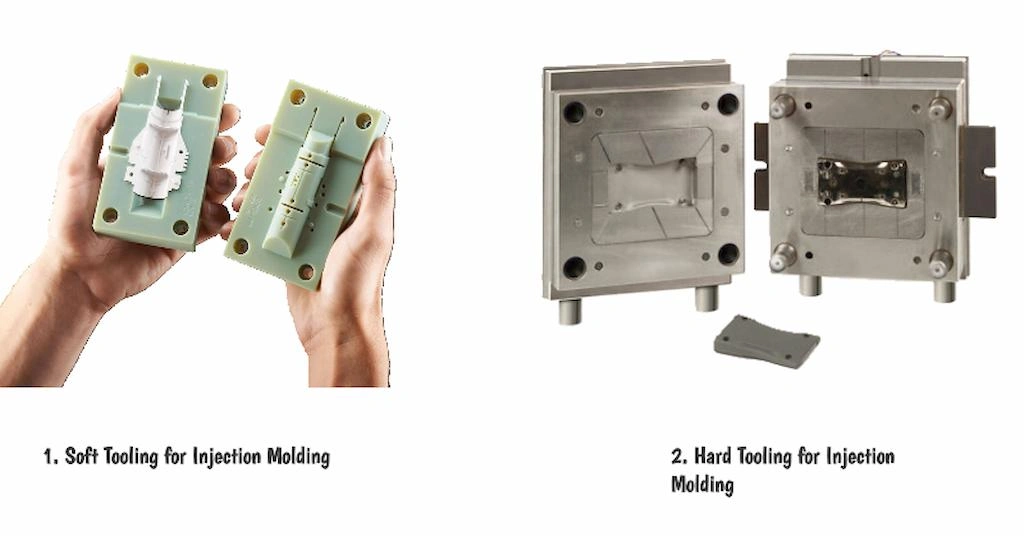
Soft vs hard tooling for injection molding
Mold tooling aims to make the production process efficient and accurate. Therefore, it is designed to meet all the requirements for a long time under maintenance. For example, the mold must withstand millions of cycles while producing plastic components in large volumes.
For small batches and prototype projects, manufacturers often use molds designed for only a few hundred or a few thousand cycles. These tools support rapid injection molding and reduce both tooling cost and lead time. The choice depends on the production volume, part complexity, and the plastic die types used for the project.
- Hard Tooling: Durable molds for mass production can withstand molding pressure and temperature for a long time, e.g., a tool steel mold.
- Soft Tooling: Aluminum or pre-hardened steel. It is used for prototyping or low-volume production.
The tooling material and other design considerations also rely on which material will be molded and how complex the shape is. For example, the melting point of molding plastic should be easily accommodated by the thermal properties of the mold material.
What are the Tooling Components of Injection Molding?
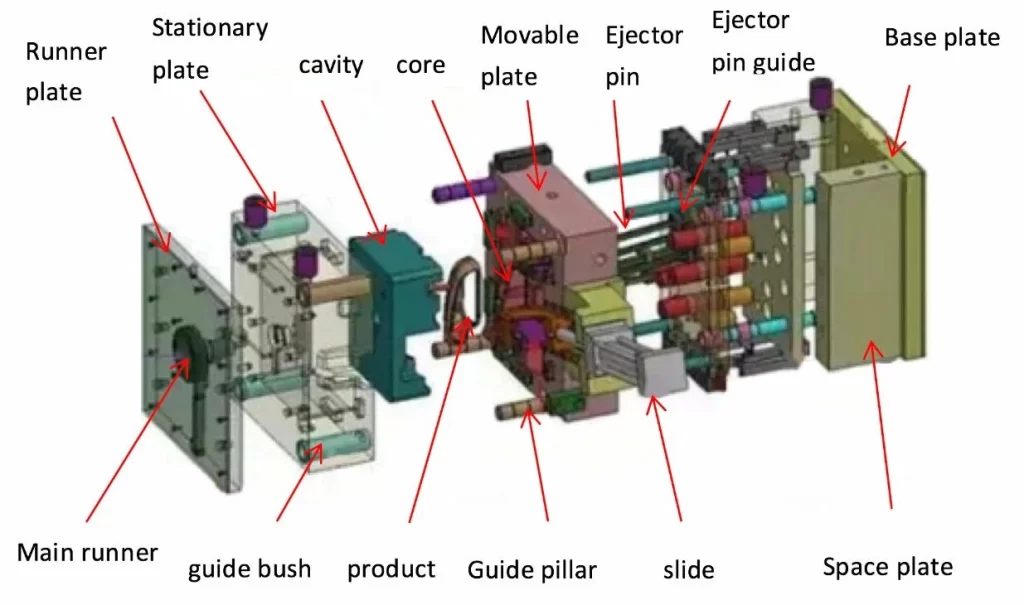
Injection molding tooling components
A mold’s effectiveness depends on its components’ characteristics, like their precision, design complexity, features, mold material, etc. All these things decide the tolerance of the injection molding process. Let’s briefly elaborate on common injection molding components.
- Mold Base Structure
It is the foundational base to accommodate the other components like cavities and pockets, as well as the placement and secure attachment of mold inserts, cores, etc. The mold base also provides structural support and stability to the process, which makes it important to maintain consistency across the batches. Any slight misalignment between components can cause Injection Molding Defects.
- Mold Cavity
The mold cavity defines the molding plastic part’s external shape and surface finish. It receives the molten raw material from the runner and solidifies to form the desired shape. So, the mold cavity determines the part’s dimensional accuracy, surface finish, and overall quality.
- Core
The core and cavity combine to create the overall geometry of the molded part. The mold cavity defines external shapes, whereas the core forms internal features, contours, and cavities within the part. Core in an injection mold makes internal surfaces with voids for these features.
- Runner System
It is a network of channels that guide the flow of molten material from injecting nozzles into the cavities. Actually, the remaining material is filled into a runner, which can be later separated after ejecting the solid part from the mold.
- Ejector Pins
As the name suggested, the role of the ejector pins is to eject or push the solidified part out of the mold cavity after curing. Ejector pins operate by extending into or through the molded part after it cools, helping to release it from the mold.
- Guide Bushings
Guide bushings are responsible for accurately aligning and positioning the two mold halves during mold closure. The proper alignment of the core and cavity halves can only fit together correctly and consistently throughout the injection molding process.
- Cooling System
The uniform cooling prevents the risk of material shrinkage and wrapping, therefore cooling channels and passages are made to control the cycle time. These channels circulate water or other to cool and solidify the plastic parts in a controlled manner.
- Air Vents
Vents are used to escape trapped air and gases from the mold cavity during the injection process. It is necessary as the trapped air results in air pockets or voids in the molded parts.
- Slides and Lifters
These movable components facilitate the creation of undercuts, threads, or other complex features in the molded parts. They move independently of the mold opening and closing action. Slides and lifters can be removed, which would otherwise prevent the part from being ejected smoothly from the mold.
- Mold and Overmolding Inserts
Mold inserts are secondary injection molding components that are added to create specific features or details in the final parts. They can be removable inserts that are placed into the mold cavity to form features such as threads, inserts, or logos in the molded part. On the other hand, Overmolding inserts are molded together to create a single integrated part.
Try Prolean Now!
What Are the Injection Molding Tooling Options? Mold Types
You can choose from several injection molding tooling options that suit your production needs.
- Single Cavity Injection Mold

It is the simplest type of injection mold with a single cavity that is used to create a single part during a production cycle. However, it provides customization flexibility and is ideal for rapid prototyping projects of large parts—for example, custom automotive dashboards.
- Multi-cavity Injection Mold

Multi cavity mold
A muti-cavity mold can produce more than one part in a single cycle; it contains many cavities inside the mold that are filled in a single cycle for efficient mass production. Muti-cavity molds are useful for producing large numbers with consistent accuracy, such as plastic bottles, packaging caps, etc.
- Combined Family Mold
This type of tooling includes multiple cavities for multiple products with distinct shapes. For example, a family mold can create a cup and nozzle in the same cycle. It is beneficial when different individual parts need to be molded to form a product. The different parts in a single cycle streamline the manufacturing process and reduce the cost.
- Insert Mold
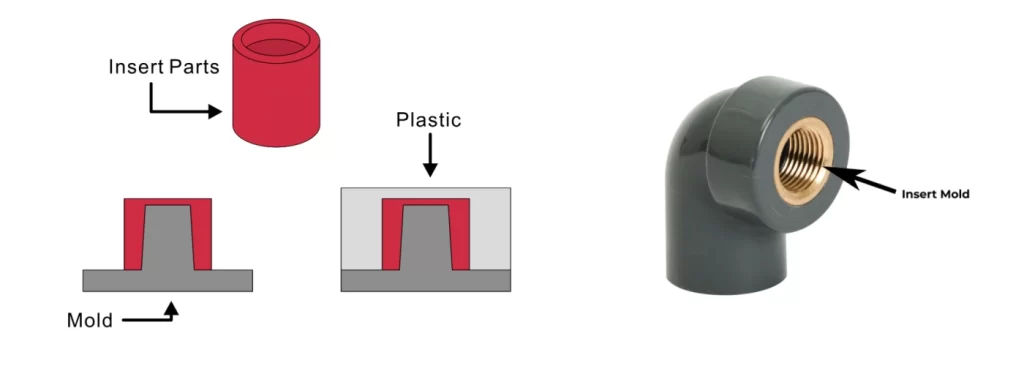
Insert molding process
Insert mold contains secondary components inside the injection mold, which combine with the molding part on solidification. The intermolecular bond of insert material and liquid molding material results in strong and durable products, like brass connectors enclosed by ABS plastic housing.
- OverMold

Single cavity overmold
Overmolds are for those items that contain layers of different plastics, such as the grip of secondary plastics on tool handles. It eliminates the necessity of molding different material parts separately and assembling them to build a single multi-material item. The over-mold takes a material first, then secondary material can be injected once it is solidified, and so on.
Read more: Teflon Injection Molding
Try Prolean Now!
Compression Molding vs. injection Molding Tooling
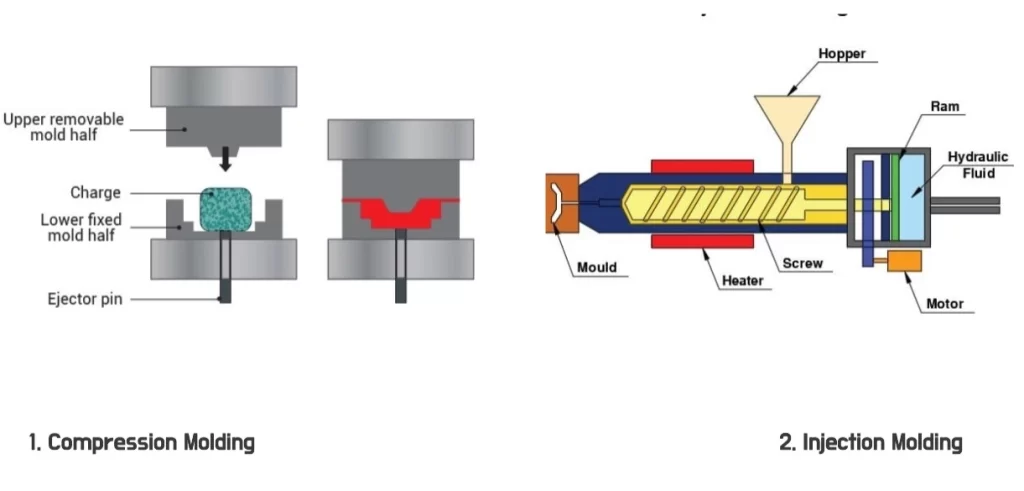
Compression vs injection molding
The primary difference between Compression Molding vs Injection Molding is that injection mold receives the liquid material at high pressure. In contrast, the material is placed in a compression mold by opening it and compressed at high pressure and temperature. The compression mold is predominantly used to produce large-size parts with simple geometry. On the other hand, injection molds are ideal for small and intricate parts.
The table below shows the fundamental differences between compression and injection molding tooling.
Table: Compression Molding Tooling Vs. Injection Molding Tooling
| Criteria | Compression Molding Tooling | Injection Molding Tooling |
| Mold Structure | A simple structure consisting two two mold halves. | Complex structure with mold base, cores, cavities, and other components. |
| Cycle Time | Longer time | Rapid injection and cooling make it shorter. |
| Durability | Shorter than injection mold | Hard tooling is capable of mass-producing plastic parts. |
| Setup time | Simple and fast tool setup | Tool setup takes relatively more time |
| Cost | Less costly | High initial cost |
Summing Up
Tooling components play a significant role in the injection molding process. They define the product geometry, dimensions, accuracy, and finish quality of molding parts. Therefore, it is essential to consider several factors while designing or choosing the injection molding tooling—for example, material type, end use of the product, complexity, etc. Next, there are many types of mold tooling options you can use based on your design and requirements.
At ProleanTech, we offer a complete production tooling service for plastic parts and products. Our in-house tooling and advanced injection molding equipment allow us to manufacture accurate molds and produce quality molded parts at a competitive cost. Our engineers can help you choose the right tooling and production approach for your project. Simply upload your design, provide your specifications, and request a quote.
FAQs
What is meant by injection molding tooling?
Injection molding tooling refers to the molds and associated components used to make plastic parts through the injection molding process, like cavity, core, runner system, cooling issues, etc.
What is the difference between soft tooling and hard tooling in injection molding?
Soft tooling involves less durable materials like aluminum or softer steels and is used mainly for prototyping and market tests. On the other hand, hard tooling uses hardened steel for long-term durability.
Can I choose any type of mold tooling?
The choice of mold tooling depends on factors like production volume, part complexity, raw material properties, and budget.
What factors influence the injection molding tooling?
The injection molding tooling is influenced by part design complexity, material selection, desired part quantity, surface finish requirements, tooling cost, lead time, and production volume.
0 Comments