Aluminum extrusion involves shaping the raw material into different shapes and profiles by enforcing into the die. The material flows through the die cavity and deforms while leaving from another side. However, there are limitations in the shapes it can create, which need to be considered in aluminum extrusion design. These considerations are related to features in your extrusion design, dimensioning, die compatibility, the practical limit of extrude cross-section, etc.
A perfect extrusion design ensures manufacturability, enhances accuracy, reduces the cost and cycle time, and minimizes material wastage.
Start with Extrusion Circle Diameter
Extrusion circular diameter refers to the diameter of a circle that the larger feature of extrusion with fit into. Choosing this diameter depends on how large can die and machinery can accommodate it.
So, choose the circumscribing diameter for your part design before creating the profile and other features. If possible, optimize your drawing for smaller diameter values to reduce the cost and speed up the extrusion cycles.
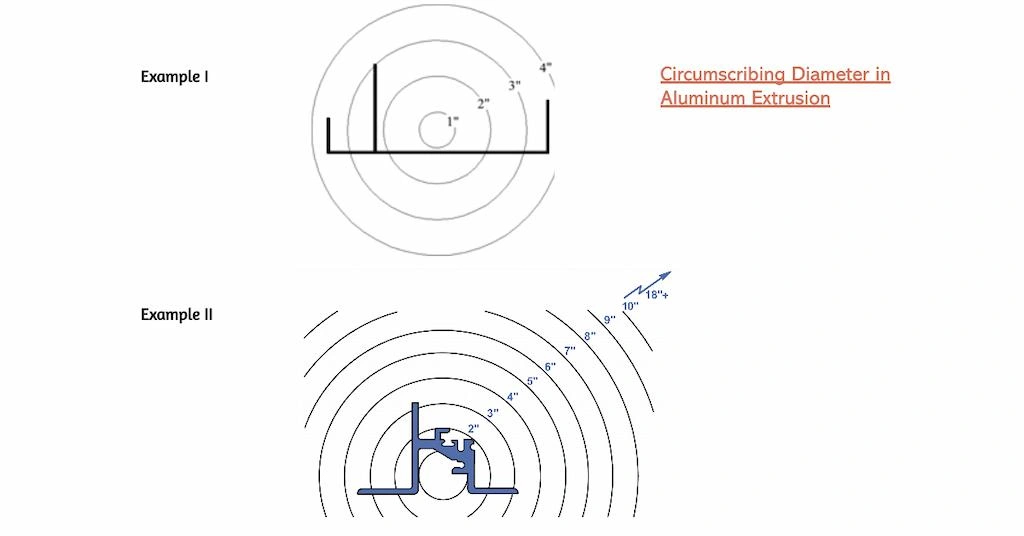
Circumscribing diameter in aluminum extrusion
Moreover, you can ask for the availability chart from aluminum extrusion companies or your manufacturer to know their capability.
Try Prolean Now!
Uniform Thickness or Low Variation
Although it might not be possible to maintain the same thickness for each feature throughout the cross-section, try to maintain them as close as possible. Meanwhile, prioritize uniformity if possible. The large variation in thickness results in over-deformation and material tearing.
The thickness ratio of two extruded adjacent walls must be less than 2:1. Consequently, add a curve in the transit areas where the thickness increases or decreases.
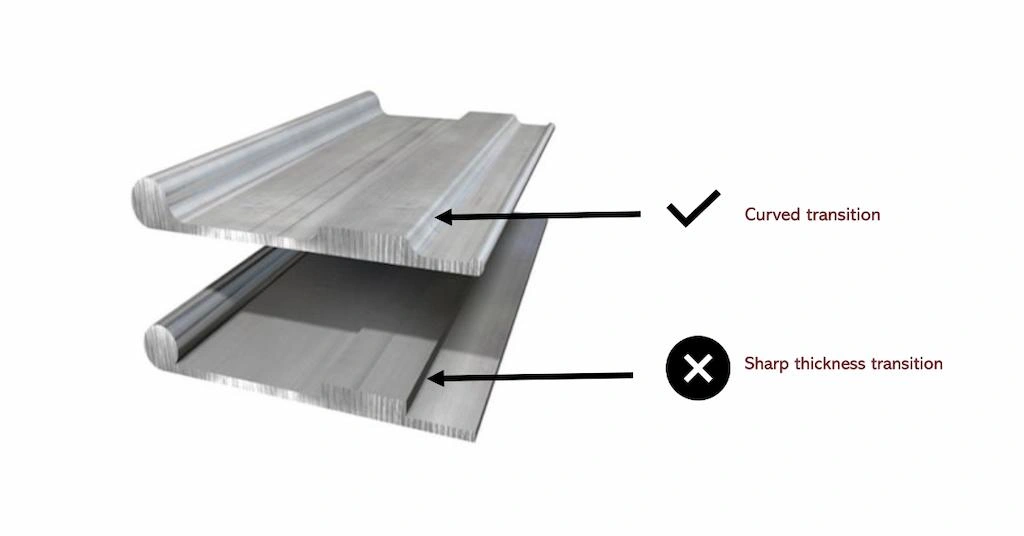
Thickness in aluminum extrusion design
The uniform wall thickness also allows the parts to harden consistently after being extruded from the heated die. Meanwhile, there is a limit for minimal wall thickness depending on the aluminum extrusion shape and size.
Use Ribs Features to Avoid Twisting
The ribs feature helps to reduce the twists of material during deformation, so include ribs for thin areas. Consequently, grooves and webs in aluminum extrusion design stabilize the deformation process.
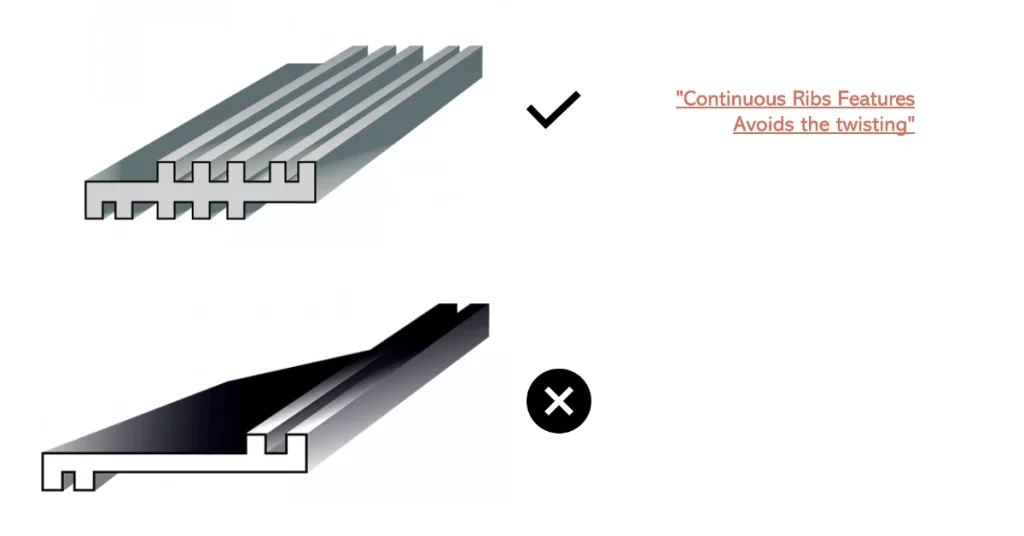
Aluminum extrusion rib design
Joints in Aluminum Extrusion Design
Creating a singular product from multiple extruded aluminum parts is a key method for forming complex parts. If you are designing such parts, avoid friction joints. Friction can influence the extrusion force. Instead, you can choose screwing, bolting, clip joints, etc. These types of joints provide sufficient strength and do not affect the extrusion process.

Examples of aluminum extrusion joining
Other types of joints
- Lap joint
- Butt joint
- Corner joint
- Dovetail joint
- Tongue and groove joint
- Scarf joint, etc.
Avoid Sharp Corners and add Rounded Corners
If your design has sharp corners in the interface with another part, end of the edges, or in the special feature, replace them with a simple and rounded corner. So, the die tongue can easily capture the area during the extrusion process.
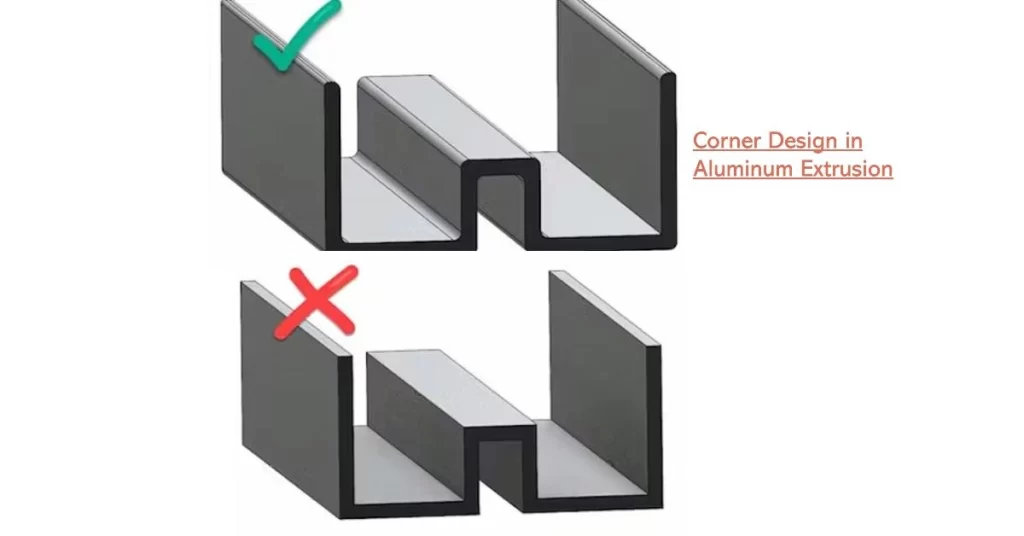
Corners in aluminum extrusion design
In common engineering design practices, a round corner with 0.5 to 1mm of radi is easy for extrusion. Furthermore, the dogbone corners are also used to replace the sharp corners.
Width and Height Ration of a Channel
The ratio of width to height for channels in aluminum extrusion should be approximately 1: 3, whereas it is acceptable up to 1:2 if the base has a large opening. Their higher ratios (long height compared to base width) make the extrusion difficult, either not fit for the process or requiring custom dies.
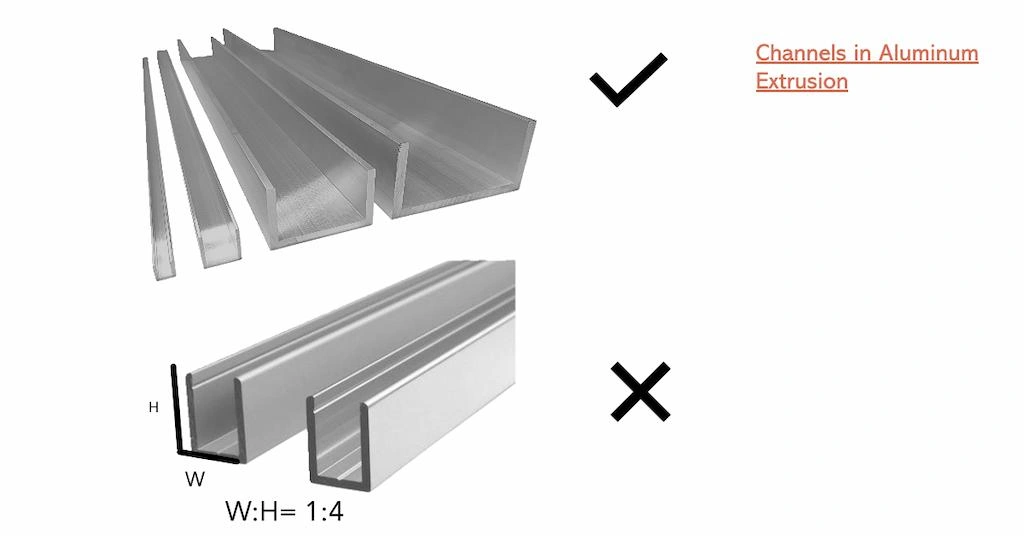
Channels in aluminum extrusion
Furthermore, consider the gap between the flanges of channel heights if you need to attach the bolts on the base.
Calculations Related to Aluminum Extrusion Design
A perfect aluminum extrusion design involves several mathematical calculations and ensuring the required strength and performance. For example, safety factors, bending stress, weight per foot, etc.
- Weight/Foot
It refers to how much weight is there in a foot of extrusion cross-section, often pound or kg units are used to express the weight. Consequently, the higher ratio makes the extrusion rate slower.
- Safety Factor
It is the ratio of the maximum force that an extruded part can withstand and the actual force during application ( required force for desired performances). Typically, a safety factor of 2 or more is recommended for custom aluminum extrusion.
- Bending Stress Limtaion
First, identify the load that the extruded profile needs to withstand without failure. Then, calculate how much bending stress is required for that limit.
- Deflection
Will a column, beams, or other elements defects underload and what is the permissible defection? Calculator this, and optimize your aluminum extrusion design accordingly.
- Buckling Load
It is a compressive load at which the column, beams, or other structures within the extrusion profile become unstable and fail due to lateral deformation.
Furthermore, the table below outlines the general mathematical expression to calculate the above factors ;
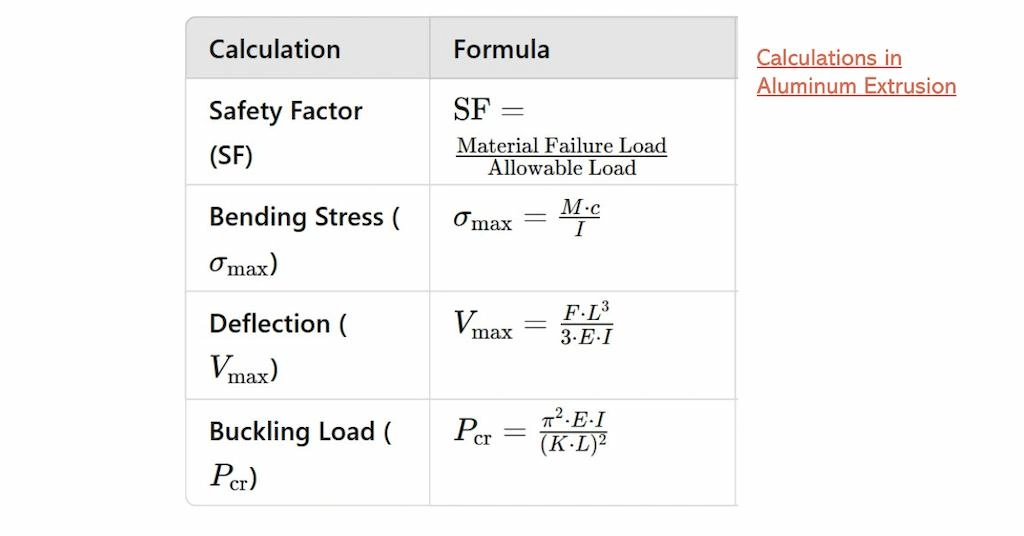
Calculation formulae
Try Prolean Now!
Extrusion Die Design Tips and Practices
The main goal of an effective die design is to create a blueprint that is manufacturable and all parts allow for material flow at a similar rate. Consequently, it is also about ensuring the accuracy and efficient production.
The following are some key considerations for extrusion die design;
Consider Types of Aluminum Extrusion Dies

Types of extrusion die
Three different types of aluminum extrusion die are popular in manufacturing, hollow, semi-hollow, and solid dies.
- Hollow Dies: These types of Dies produce internal cavities using a die cap and mandrel. Hollow dies are suitable for tubular and complex profiles.
- Solid Dies: These are for solid cross-sections (no cavities or channels), such as rods, bars, etc. An external material feeder is used in solid dies extrusion.
- Semi-hollow Dies: They include a mix of hollow and solid sections, which is ideal for parts with both cavities and solid features. A bolster, material, and die cap are needed for this.
Die Rigidity and Strength
You might create a manufacturable die design with an accurate mandrel, bolster, die plate, and another setup, but also check whether your die can withstand the pressure during extrusion or not. Various factors like die material, the gap between the holes, and material thickness affect the die strength. Furthermore, tool steel, high-speed steel, sleek steel(H13), and tungsten carbide are the common material options for extrusion dies.
Surface Finish
The finish quality of the die cavity, Mandrel, and other components that directly contact the material flow decides the surface finishes of extruded parts. So, consider the desired smoothness and finish the die accordingly.
Consider Potential Defects
There are many potential defects associated with the die design, such as material wrapping, streaking, cracking, etc. Thus, consider the cause of these defects the optimize your design to avoid them.
| Defect | Cause | Prevention |
| Material Warping | Uneven cooling and asymmetrical designs | Use symmetrical designs with uniform wall thickness |
| Streaking | Poor metal flow and tooling issues | Add ribbed/patterned surfaces |
| Cracking | High speed, friction, thin areas | Avoid thin sections in the design |
| Blisters | Trapped air and contaminants | Use clean materials, maintain tools |
(Read more: Aluminum extrusion applications)
Are you Looking for Extruded Aluminum Parts?
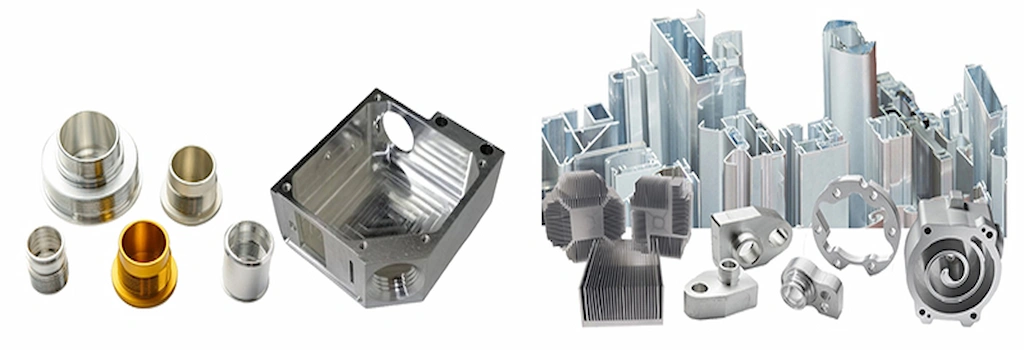
Examples of aluminum extruded components
We have discussed many aluminum extrusion design guidelines and considerations to ensure manufacturability. Additionally, adopting those guidelines also helps to achieve the desired performance and reduce the production cost. If you are still struggling to optimize the design, consult with our experts at ProleanTech.
Aluminum extrusion service
Our engineers can provide consultation regarding how you can optimize for easy extrusion, lower the cost, and achieve better accuracy. Besides that, our in-house die-making facility can produce durable dies to extrude the designed parts. Our automated extrusion manufacturing factory and experienced professionals ensure high-quality results to meet your expectations. Furthermore, we have been in the aluminum extrusion China sector for more than a decade, providing custom solutions for global industries.
So, upload your design and leverage our extrusion services for your project.
Try Prolean Now!
Conclusion
Extrusion circumscribing diameter, consistent wall thickness or little variation in thickness transition, minimal sharp corners, supporting features, and other various considerations are essential for a perfect aluminum extrusion design. This not only ensures the manufacturability of the designed pat but also reduces the production cost and cycle time without compromising their performance.
Checklist
✔ Wall thickness variation and transition
✔ Spacing between geometrical features
✔Ratio of channel base and height
✔ Dimensioning and tolerances of all features
✔ Fitting, joints, and assembly
✔ Surface fish (Ra Value and Aesthetic Code)
✔ Aluminum alloy type and grade
✔ Notations and industry standards
FAQs
What is the minimum wall thickness for aluminum extrusion design?
A thickness of 0.5mm must be maintained for aluminum extrusion, whereas they can be as thick as 2mm. However, the exact values vary on alloy type and profile shape.
Is the die design similar to the extruded part design?
No! They are related but not identical to each other. The die design involves creating a die tool of a particular profile for optimal material flow, whereas part designs focus on manufacturability, functionality, and aesthetic aspects.
What kinds of aluminum extrusion shapes are easy to manufacture?
The uniform and symmetrical shapes like like flat bars, tubes, angles, and channels are easy to extrude due to better material flow.
0 Comments