“It would be safe to say that without sheet metal fabrication, some industries would not even exist! It is a need of almost every manufacturing industry. Let’s see the be-all and end-all of sheet metal welding processes.”

In metal fabrication, sheet metal welding is an essential process with various welding joint types available. Welding refers to fusing two or more metal workpieces using heat, pressure, or both. The welding process begins by heating the metal piece’s surface until it reaches the melting point. Afterward, the melted metal joins together as it cools by forming a strong joint.
Another material known as fillers was also employed during fusing to fill the gaps within the base materials to make a homogeneous weld. These filler materials can be electrodes, aluminum, copper, brazing alloys, etc.
Learn more: Welding vs Other Metal Joining Techniques: A Comprehensive Comparison
Methods of Sheet Metal Welding Process
Before we go any further into details, let’s understand the basic mechanism involved in arc welding. Welding that uses an arch heat as a heat source to a weld is called arch welding. Two electrodes are used in this process: a negative electrode named base material and a positive electrode termed consumable filler material.
There are multiple methods available for sheet metal welding, depending upon the energy source used for melting and joining. Each method has its specifications and limitations. Let’s find out!
Metal Inert Gas (MIG) welding
The name gas metal arc welding also remembers MIG welding. The MIG welding process melts filler material by utilizing an electric arc to join base metal pieces together. The shielding gas (Argon and Carbon Dioxide) layer of the MIG welding tool protects the weld area from surrounding atmospheric contamination.

MIG welding
MIG welding is swiftly applicable to both thicker and thinner base materials. Moreover, it is relatively efficient, fast, and cost-effective. It is mainly exercised daily by industries such as manufacturing, automotive, and other sectors.
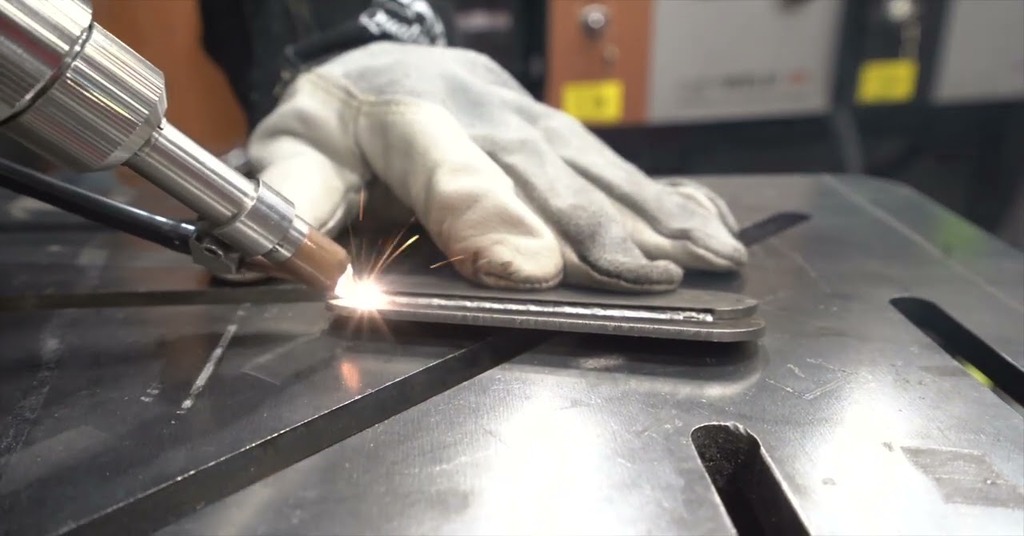
Tungsten Inert Gas (TIG) welding
It’s a variation of arc welding that exploits a non-consumable tungsten electrode (the filler) to produce a perfect weld. The puddle is safeguarded from contamination from external sources by shielding gas like helium or argon, similar to the MIG welding process.

TIG welding
TIG welding is ideal for non-ferrous materials, for instance, copper, nickel, magnesium, aluminum, titanium, and chromium. Aerospace and aviation industries are using TIG welding to get clean, finer, and high-quality welds.
Plasma arc Welding (PAW)
PAW is almost identical to TIG welding because it uses tungsten material. Despite that, it uses little arc and places electrodes to torch the welding body. The metals are molted by the plasma produced from pressurized gas to form solid welds.
Plasma Arc Welding
It requires less power and speedy welding makes it suitable for marine, aircraft, and manufacturing industries.
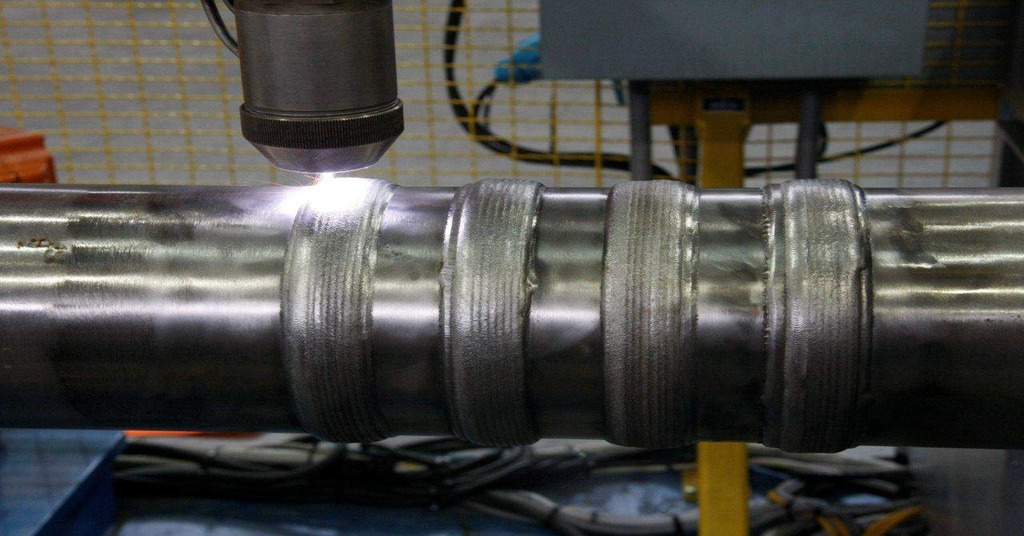
Laser and Electron-beam Welding
As the name implies, the concentrated laser and electron beams of high velocity are used as heat sources to fuse metal pieces. It is comparatively faster than other welding methods and produces highly refined welds. You can also control the weld penetration by adjusting the power output of the laser beam.
Laser or electron beam welding
Materials like stainless steel, titanium, aluminum, and carbon steel are suitable materials for laser welding. In different industries, it is mainly used for work that requires deeper penetration, precision, and minimum heat input.
Gas Welding
Gas welding is the simplest method of welding which puts some gases to melt the parts of sheet metal which in turn get fused when melted. Commonly it uses gases like oxyacetylene and oxygen. This method is highly economical, uses gas instead of electricity unlike other welding processes, and applies to both ferrous and non-ferrous materials. 
Gas welding
Gas welding is also suitable for tinny components e.g. bolts, washers, nuts, springs, and screws welding.
Stick welding
It is an expensive metal sheet welding process that uses electrode sticks enveloped in flux. There is no involvement of any type of shielding gas whatsoever. However, the contamination is avoided by the heat of the flux covering the electrode that forms a slang over the weld.

Stick welding
Hard metals like steel and arch are appropriate choices for stick welding and it is majorly harnessed by steel fabrication, construction, and shipbuilding industries.
After a thorough understanding of Sheet Metal Welding processes, now is the time we should divert our focus on which surface to use depending upon the type of welding we are using.
Try Prolean Now!
Metal Types used in Sheet Metal Welding
After discussing the welding methods, it is important to know about the common metal types used nowadays. Let’s find out the Advantages of Metal Welding as each metal possesses its unique properties and utility.
Table: Metals used for sheet welding, their properties and applications
| Metals | Properties |
Tolerance (± mm) |
Thickness (mm) | Welding Speed (in/min) | Applications | Suitable Welding Type |
| High Strenth Steel | Excellent strength, good formability | ±0.05 to ±0.15 | 0.8 – 6.0 | 6 – 12 | Automotive, structural | TIG, MIG |
| Aluminum | Lightweight, nonmagnetic, corrosion resistance | ±0.1 to ±0.2 | 0.5 – 8.0 | 10 – 20 | Aerospace, automotive, electronics, construction | TIG, Gas |
| Stainless Steel | Corrosion resistance, high-temperature resistance, high tensile strength | ±0.05 to ±0.1 | 0.5 – 4.0 | 8 – 15 | Food processing, cookware, cutlery, surgical instruments | TIG, MIG, Gas, Laser or beam |
| Copper | High electrical conductivity, high strength-to-weight ratio | ±0.02 to ±0.05 | 0.2 – 2.0 | 5 – 10 | Electrical, Electronics | TIG, Gas |
Surface Consideration for Sheet Metal Welding
To obtain the perfect weld, choosing the right and best surface is critical. Down below are the four surfaces that you’ll come across commonly.
- Vertical Surface
- Horizontal Surface
- Flat Surface
- Overhead Surface
Vertical Surface
The posture of the welding shaft is upright facing the welder. During welding the molten metal flows downward and piles up. Therefore, the flow of the melt should be controlled, which can be achieved by holding the welding torch at an angle of 45°and pointing toward the welding position while the electrode is between the weld pool and the flame. This surface is suitable for stick welding.
Horizontal Surface
The metal sheet looks horizontal in this configuration to the welder. There are two types of welds in this position fillet and groove weld.
Fillet weld: One metal piece is placed or fixed upon the other piece and the heat is provided until they fuse resulting L-shaped weld. Fillet weld applies to all surface positions.

Fillet weld
Groove weld: In groove weld, the metal pieces are placed on top of each other at the angle that when they are pressed, the produced seam looks like a grove. A horizontal surface is an appropriate choice for groove welding.
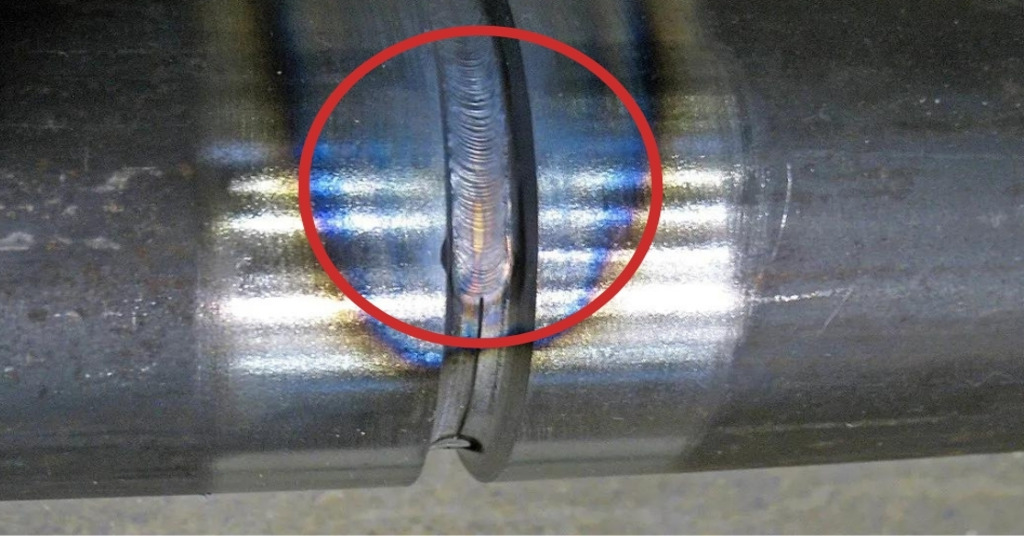
Groove weld
Flat Surface
In sheet metal welding, this surface appears to be the simplest and easiest to work with because of the flat position. The welding is performed from the upper surface and the molten floe is assisted by gravity. The best-suited sheet metal welding methods for this surface are TIG and MIG.
Overhead Surface
The most inconvenient and difficult surface because the welding is performed overhead and there are more chances of getting harmed by the molten metal drops. This surface is mostly used for the stick welding method. In this era, the overhead surface is limited due to risks.
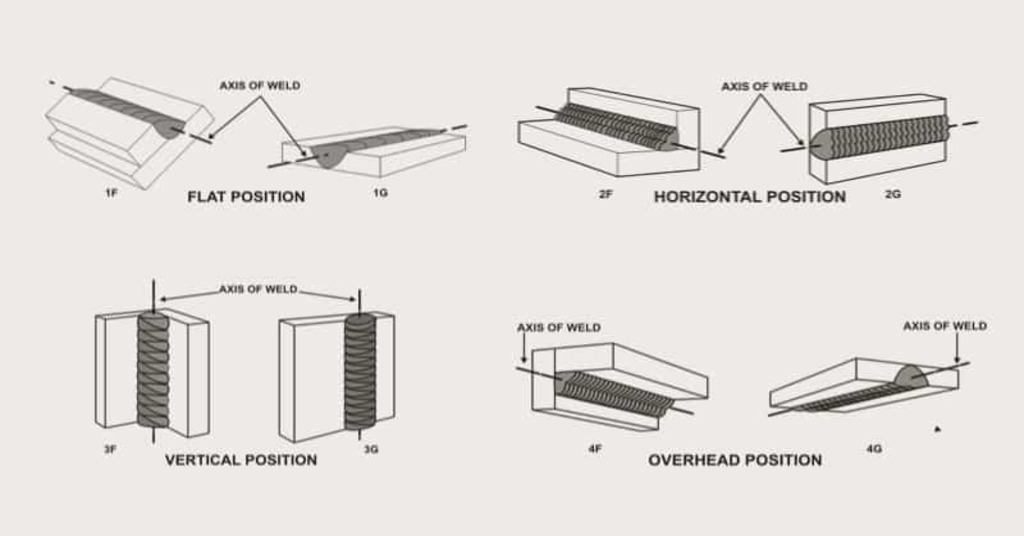
Welding positions
Bonus Tips for Sheet Metal Welding
Several tips should be acknowledged during welding to improve the quality to meet the highest standard welds.
- Use the proper filler metal:
The filler metal should have corrosion resistance, excellent joint strength, and be long-lasting. Always, use thinner, have almost the same chemical and physical properties as the base metal.
- Adopt the right welding method:
Prefer the welding process based on the required weld quality and sheet metal thickness. Pick TIG welding for thin material and MIG welding for thinner metal plates.
- Favor small wire diameter:
It is suitable for every welding process. A small wire is easy to handle, produces neat welds, and needs less heat to melt. Normally, the diameter ranges between 0.0023 – 0.030 is recommended depending on the sheet metal.
- Heat input adjustment:
Controlling and adjusting the heat during welding affects the final quality of the product. Shortcomings like wrapping and burning through result from improper heating. To avoid welding defects, go from the lowest to the highest recommended heat range of 30 to 70 KJ/in (kilojoules per linear inch of weld).
- Chose high argon-based shielding gas:
Unlike oxygen, argon gas doesn’t react with metal, making it a beneficial shielding gas, especially when mixed in higher concentrations.
Try Prolean Now!
Prolean: Your only Choice for Sheet Metal Welding
If you are longing for premium quality sheet metal fabrication Prolean is your dedicated partner. From large-scale projects to sophisticated designs, we are committed to providing a wide range of professional services in the sheet metal fabrication industry, including welding services that will satisfy your needs.
As a trusted partner, we are always ready to innovate and transform your ideas into works of art creations. Supplementary, we ensure fast lead times, suitable prosing, and error-free results.
Contact us to discuss your sheet metal fabrication needs and get a quote today!
Summing Up
The ultimate goal of sheet metal welding and reliable welding service is to create a clean, polished finished product. Mastery of proper welding techniques, hands-on experience and skilled workmanship from welders are vital within the sheet metal fabrication industry. This service is demanded by major sectors including aerospace, shipbuilding, automotive, and construction.
From this article, you can get insight into the vital technical details from welding methods to material and also covering specific surface usage. Additionally, the bonus tips provide further guidance toward improving your welding skills.
FAQs
Q1.Which Welding method is appropriate for thin metals?
To produce delicate and refined welded parts, TIG welding is the most suitable method for thin metal sheets.
Q2.What is the range of the thinnest material that can be welded?
Thin metal welding requires skills in optimizing heat during the welding process. TIG welding can weld the metal sheet with 0.8 mm thickness.
Q3.Which current should be used MIG Weld Aluminum?
For MIG welding, direct current is more efficient and faster. Although both AC and DC can be used easily.
Q4.What is the difference between tolerance and thickness in welding?
In metal welding tolerance refers to the allowable deviation or variation from a specified dimension or parameter. While thickness is the distance between the two surfaces of material. It is typically measured in inches (in) or millimeters (mm).
Q5. What safety precautions should be taken during sheet metal welding?
Safety is the key to welding a workpiece safely without any harm. The most common PPEs (Personal Protective Equipment) required for metal welding are;
- Welding helmets
- Hand Gloves
- Aprons should be worn
Adequate ventilation also is essential to avoid hazardous fumes during welding.


0 Comments