
Surface Finishing of CNC Parts
When it comes to the CNC surface finish, the decision you make directly affects the performance, appearance, and lifetime of your parts.
Whether you are working with aluminum, steel, or titanium, selecting the right surface treatment increases durability, corrosion resistance, and aesthetic appeal.
At ProleanTech, we understand that every customer, whether from the aerospace, automotive, or medical sectors, demands high precision and reliability.
This detailed guide covers everything you need to know about the CNC surface finish, types of surface finishes, preparation procedures, applications, and how to choose the right one.
Let’s dive straight into the topic:
What is CNC Surface Finish?
CNC Machining Surface Finish
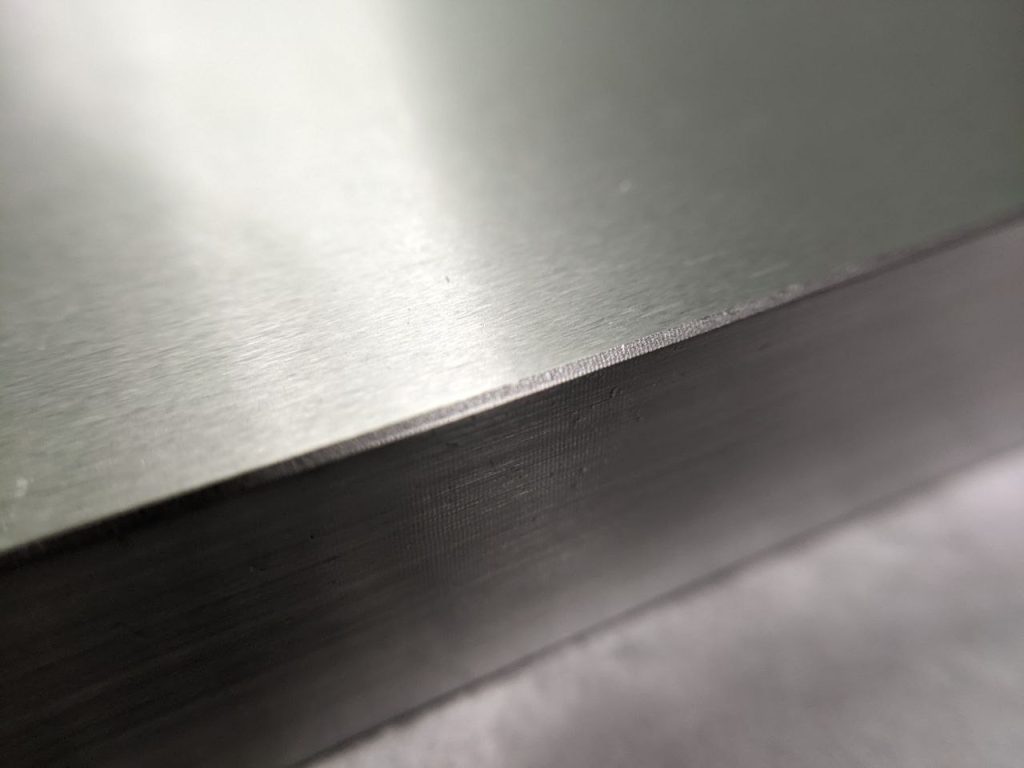
A CNC surface finish refers to the final texture or the exterior of a machined part’s exterior. After shaping the part using CNC milling or turning, its surface can exhibit tool marks, scratches, or rough patches.
These flaws can interfere with the part’s fit, function, or beauty of the part. Thus, various surface finishing techniques are used to modify and enhance the surface, ensuring that it meets functional and visual standards.
Surface finishing can:
- Reduce friction and wear
- Improve corrosion resistance
- Increase adhesion for coatings
- Provide beauty appeal
- Complete specific industry or customer standards
Every material reacts differently to the surface to finish the surface, from aluminum to stainless steel, so the finishing process must be carefully chosen.
Interesting Read: Role of Surface Finishing in a Product’s Life
CNC Machining Surface Roughness
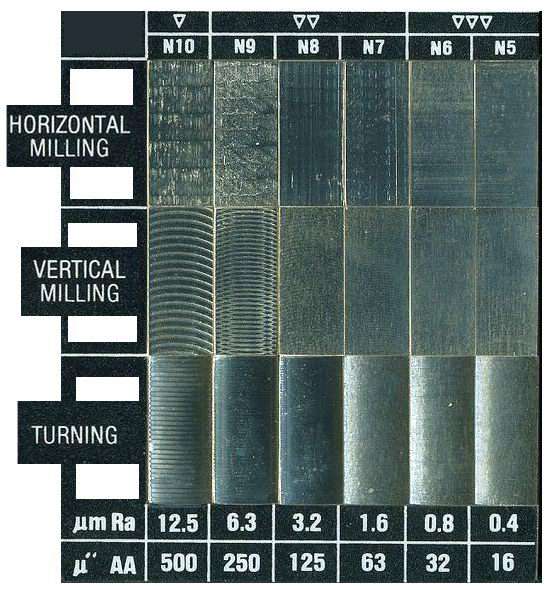
Surface Roughness Chart
Surface roughness refers to the small-scale irregularities and texture found on the surface of a machined part. It is a critical parameter that affects the part’s performance, wear resistance, and appearance.
The roughness is typically measured by the vertical deviations of the surface profile from its ideal form. Common types of surface roughness parameters include Ra (average roughness), Rz (average maximum height), and Rt (total roughness height).
How Surface Roughness Is Calculated
Surface roughness is usually quantified by measuring the deviations of the surface profile using specialized instruments called profilometers. These devices trace the surface with a stylus or use optical methods to capture surface contours.
- Contact Profilometer: A diamond-tipped stylus moves across the surface, recording vertical deviations. The raw data is then processed to calculate roughness parameters. The most common parameter, Ra, is the arithmetic average of the absolute values of the surface height deviations within the sampling length.
- Optical Profilometer: Uses light interference or laser scanning to measure surface topography without physical contact, providing detailed 3D surface maps.
To calculate Ra, the formula is:
where y(x) is the vertical deviation from the mean line over the sampling length L.
Surface roughness measurement ensures the part meets functional requirements and quality standards.
Comparison of Surface Roughness Indicators and Their Applications
Surface roughness is characterized by several parameters, each describing different aspects of the surface texture. The most common indicators are Ra, Rz, and Rt. Understanding their differences helps in selecting the right measure for specific applications.
| Indicator | Definition | Measurement Focus | Typical Applications |
| Ra | Arithmetic average of absolute deviations | Overall average roughness | General purpose; suitable for quality control in machining and finishing processes |
| Rz | The average of the sum of the five highest peaks and valleys | Peak-to-valley roughness | Used in critical sealing surfaces and wear analysis |
| Rt | Total height between the highest peak and the lowest valley | Maximum roughness depth | Important in coatings and surface treatments where the maximum depth impacts adhesion |
| RMS | Root mean square of surface height deviations | Statistical measure emphasizing larger deviations | Precision engineering, optical surfaces, and applications requiring statistical analysis of surface variations |
- Ra is widely used due to its simplicity, but it may miss extreme surface defects.
- Rz offers better insight into peak and valley extremes, critical for sealing parts.
- Rt captures maximum surface deviation, useful for high-precision or coated parts.
- RMS provides a statistical approach that gives more weight to larger deviations than the average surface level. It is important to understand the distribution of surface variations, especially in accurate engineering applications, optical components manufacturing, and quality control processes, where performance is predicted.
Choosing the correct parameter ensures accurate quality assessment and functional performance.
Common CNC Surface Roughness Levels
When it comes to CNC machining, not all surface finishes are created equal. Different roughness levels serve different purposes, from enhancing part aesthetics to improving mechanical performance.
The table below outlines the most common surface roughness levels, their recommended uses, and how they impact machining time and cost.
| Roughness Level | Ra (µm) | Roughness Grade (N) | Recommended Applications | Machining Time | Cost Impact | Additional Notes |
| Rough Machining | 3.2 | N8 | Structural components, load-bearing frames, automotive housings, and engine mounts. | Fast – standard toolpath speed; no finishing. | No additional cost | The default finish is after most milling and turning operations. Often used as-is when appearance or precision is not critical. |
| Standard Finish | 1.6 | N7 | Light-load mechanisms, brackets, electronic enclosures, fasteners, and low-speed shafts. | Slightly increased – needs controlled feeds/speeds. | ~2.5% increase | Offers a better fit and moderate aesthetics. Common in commercial parts requiring assembly. |
| Fine Finish | 0.8 | N6 | Sealing surfaces, moving mechanical joints, gear hubs, and medical housings. | High – tighter tolerance and slower tooling speed. | ~5% increase | Requires precision tools and clean machining conditions. Reduces friction and improves mating of parts. |
| Super Fine Finish | 0.4 | N5 | Optical parts, pneumatic rods, injection molds, and sliding mechanical seals. | Very High – includes polishing or grinding. | ~11–15% increase | Often combined with post-processing. Enables tight tolerances and optimal performance in precision systems. |
| Mirror-Like Finish | 0.2 and below | N4–N1 | Aerospace bearings, surgical instruments, lab devices, and display components. | Extremely High – requires lapping, diamond polishing. | 20% or more | Rarely achieved with CNC alone. Usually involves multiple finishing steps. Reserved for high-end or luxury components. |
Notes for Engineers and Designers
- 3.2 µm Ra (N8) is the most economical and quickest option — ideal when function is more important than finish.
- 1.6 µm Ra (N7) balances cost with a clean look and smoother interfaces.
- 0.8 µm Ra (N6) is often a go-to for dynamic parts needing better fit and reduced wear.
- 0.4 µm Ra (N5) is only required when functionality or high aesthetics justify the extra cost and time.
When to Choose Which Surface Roughness
Choosing the right surface roughness isn’t just about looks—it directly affects a part’s function, durability, and cost. Here’s how to decide which roughness level best suits your specific application.
| If Your Component Needs… | Go With This Ra Value | Reason |
| High tolerance and sealing accuracy | 0.8 µm or lower | Ensures low leakage and smooth mating surfaces. |
| Minimal cost and acceptable appearance | 3.2 µm | Fast production with no added finish. |
| Good mechanical performance and light sliding | 1.6 µm | Moderate finish with improved friction behavior. |
| High aesthetic quality or friction-sensitive use | 0.4 µm or lower | Produces smooth, shiny finishes with low wear potential. |
Types of CNC Machining Surface Finishes
The surface finish of a CNC-machined part greatly affects its performance. Here is the overview of the most widely used types of surface finishes in CNC machining:
| Surface Finish Type | Typical Ra (μm) | Recommended Applications | Key Benefits |
| As-Machined | ~3.2 | Functional parts, prototypes | Cost-effective, fast, functional |
| Anodized (Type II) | 0.8 – 1.6 | Aerospace, automotive, and consumer electronics | Corrosion resistance, color options |
| Black Oxide Coating | 0.4 – 1.0 | Tools, fasteners, military, firearms | Corrosion resistance, aesthetic |
| Bead Blasting | 1.0 – 3.0 | Medical devices, electronics, and automotive | Uniform matte texture, prep finish |
| Powder Coating | Varies (coating thickness) | Industrial machinery, enclosures, and appliances | Durable, corrosion & scratch-resistant |
As-Machined Surface Finish
As-Machined Surface Finish
The as-machined finish is the raw position of a part directly from the CNC machine. It usually shows the tool marks and about 3.2 μm RA surface roughness. This finish is perfectly suitable for parts where the function is preferred over appearance. It is also the most cost-effective option.
Key benefits of as-machined surface finish:
- Less cost
- quick turnaround
- Suitable for functional parts and prototypes
| Pros | Cons |
| Low cost | Visible tool marks |
| Fast turnaround | A rough surface may require further finishing for aesthetics |
| Suitable for functional parts and prototypes | Not ideal for decorative or sealing surfaces |
| Maintains dimensional accuracy |
At ProleanTech, we offer high-precision as-machined surface finishes for CNC prototypes and production components.
Anodizing Type II Surface Finish

Image Title: Anodizing Surface Finish Process
Anodizing Type II, also known as sulfuric acid anodizing, is an electrochemical process that creates a controlled oxide layer on aluminum surfaces.
This process produces decorative finishes with excellent color options while providing moderate corrosion protection and wear resistance. Type II anodizing is the most commonly used anodizing method in manufacturing due to its versatility and cost-effectiveness.
However, Type I (Chromic acid anodizing) is used for thin coatings for corrosion protection and Type III (Hard anodizing) is for thick coatings to enhance durability.
| Pros | Cons |
| Excellent corrosion resistance | Additional processing time and cost |
| Allows vibrant and durable coloring | Limited to aluminum and some other metals |
| Improves wear resistance | Surface hardness can vary based on type |
| Enhances aesthetic appeal | Not suitable for all functional surfaces |
Anodizing aluminum parts is one of the most commonly requested finishes at ProleanTech, especially for aerospace, automotive, and consumer electronics applications.
Try Prolean Now!
Black Oxide Coating

Black Oxide Coated Bolts
Black oxide coating is a chemical treatment that is mainly used for steel and stainless steel. It improves corrosion resistance, reduces light reflection, and adds an attractive black finish without changing part dimensions.
This coating is ideal for:
- Tools
- Fasteners
- Military parts
- Firearms
| Pros | Cons |
| Improves corrosion resistance | Less durable than other coatings |
| Reduces glare and reflection | Not suitable for high-wear environments |
| Maintains dimensional tolerances | Requires post-treatment to maintain the finish |
| Adds an aesthetic, uniform black finish | Limited application to ferrous metals |
ProleanTech’s black oxide finish ensures a uniform appearance and enhanced performance for critical applications.
Bead Blasting Surface Finish

Bead Blasting Surface Finish
Bead blasting uses pressurized air to project fine glass beads at the surface of the part. It produces a uniform matte texture, removing tool marks and surface contaminants without affecting part dimensions.
Benefits include:
- Aesthetic appeal
- Surface preparation before anodizing or painting
- Removal of minor imperfections
| Pros | Cons |
| Produces a consistent matte finish | The surface may still need further finishing |
| Removes minor surface imperfections | Not suitable for glossy or shiny finishes |
| Prepares surface for painting or anodizing | May increase surface roughness slightly |
| Enhances aesthetics without dimensional change | Not protective against corrosion |
We use bead blasting to achieve premium, consistent finishes for medical devices, electronics, and automotive components.
Powder Coating Surface Finish

Powder Coating Surface Finish
The powder coating involves applying a dried powder to the surface of one part and then treating it with heat. The result is a thick, durable, and attractive coating that opposes rust and friction.
The benefits of powder coating include:
- High resistance to chipping and scratching
- Available in a wide range of colors and textures
- Excellent for external applications
| Pros | Cons |
| High resistance to chipping and scratching | Thickness may alter tight dimensional fits |
| Wide range of colors and textures | Requires curing ovens and specialized equipment |
| Excellent for outdoor and industrial use | Surface prep needed for adhesion |
| Provides corrosion and friction resistance | Repair can be difficult if damaged |
ProleanTech provides powder coating services for industrial machinery, enclosures, and parts used in home appliances.
Read More: Reduce Surface Roughness in CNC Milling
Post Surface Finishing Process

Post Surface Finishing Grinding
Before applying the final CNC machining surface finish, parts must undergo pre-treatment to ensure the surface is clean, even, and free of contaminants.
Key pre-finishing steps:
These finishing processes ensure parts meet both aesthetic and functional requirements for various applications.
- Grinding: Removes excess material and smooths surfaces for tighter tolerances and improved finish.
- Polishing: Produces a shiny, smooth surface by removing fine scratches and imperfections.
- Anodizing: An Electrochemical process that thickens the oxide layer on aluminum for corrosion resistance and color.
- Bead Blasting: Uses fine glass beads to create a uniform matte texture and remove surface contaminants.
- Powder Coating: Applies a durable colored coating cured by heat, providing protection against corrosion and wear.
Black Oxide Coating: Adds a thin, corrosion-resistant black finish primarily on steel parts. - Electropolishing: An Electrochemical smoothing process that improves surface cleanliness and reduces roughness.
- Passivation: Chemical treatment that removes surface contaminants and enhances stainless steel corrosion resistance.
These pre-finishing treatments are integrated into ProleanTech’s CNC machining services to ensure the final finish is flawless.
Surface Roughness and Tolerances
The surface roughness is measured in the micrometers (RA) and indicates how smooth or textured the surface is. This is an important specification that determines how no part will perform in contact applications or sealing conditions.
| Roughness (Ra) | Description | Application |
| 0.4 μm | Super smooth | Sealing surfaces, hydraulic systems |
| 0.8 μm | Smooth | Bearings, shafts |
| 1.6 μm | Standard | Structural components |
| 3.2 μm | Moderate | General-purpose parts |
| 6.3 μm | Rough | Non-critical areas |
For more insights on finish quality, read our guide on Surface Roughness in Machining.
ProleanTech offers CNC surface finishes ranging from rough cuts to ultra-smooth mirror finishes, depending on your part’s intended application.
Try Prolean Now!
How to Choose the Right CNC Surface Finish?
Choosing the Right CNC Finish
Choosing the correct CNC machining surface finish depends on various factors. Below are the main aspects you should consider:
1. Material Compatibility
Different materials react differently to finishing treatments. For example:
- Aluminum is ideal for anodizing
- Steel is well-suited for black oxide coating
- Titanium can be anodized or bead-blasted
2. Intended Functionality
What function will the part serve? Does it need to withstand corrosion, reduce friction, or be electrically conductive?
- Use anodizing for corrosion resistance
- Choose powder coating for aesthetics and durability
- Go with black oxide for anti-reflection and light-duty corrosion protection
3. Visual Aesthetics
For consumer products, appearance can be just as important as function. Choose:
- Bead blasting for a matte, uniform look
- Anodizing with color for branding or design consistency
- Powder coating for rich, vibrant finishes
4. Dimensional Tolerance
Some finishing techniques, like powder coating and anodizing, can add measurable thickness to parts, which must be accounted for in the design phase.
5. Budget and Lead Time
Finishing adds time and cost. The simplest solution (e.g., as-machined) is often the fastest and most affordable. More complex finishes (e.g., hard anodizing, powder coating) may require more time and setup.
6. Environmental Considerations
Choose environmentally friendly finishes such as powder coating or Type II anodizing, which use fewer toxic chemicals and produce minimal waste.
ProleanTech incorporates eco-conscious processes to reduce environmental impact wherever possible.
For a full overview of machining, read CNC Machining Explained.
Machine Finish Chart: A Useful Guide
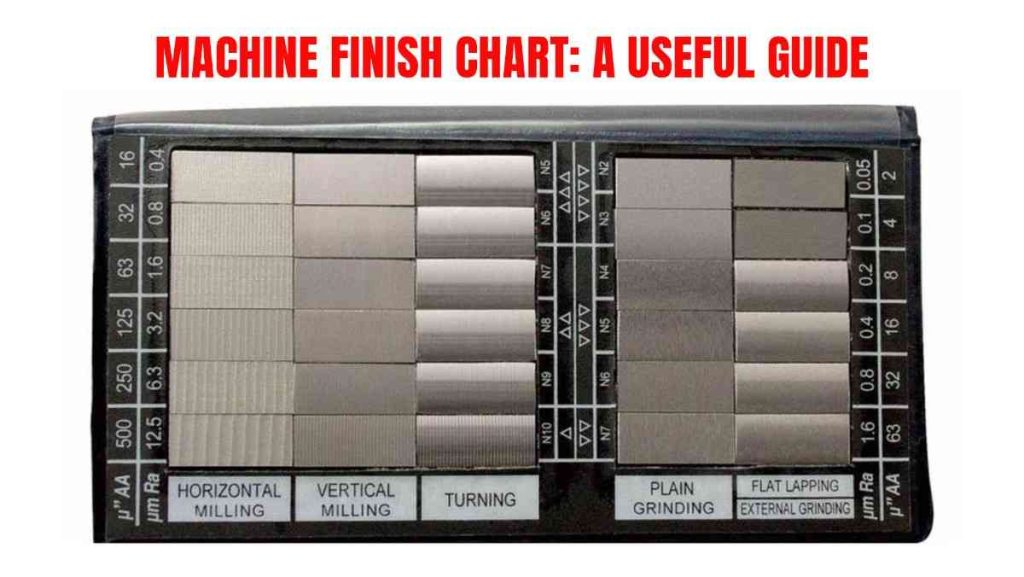
Machine Finish Chart Guide
A machine finish chart is a valuable tool used to correlate numerical Ra values with visual and tactile descriptions of a finish. This chart helps engineers and clients communicate expectations clearly.
Here’s a simplified version:
| Finish Type | Ra (μm) | Description |
| As-machined | 3.2 | Visible tool marks |
| Fine machined | 1.6 | Slight tool marks |
| Smooth machined | 0.8 | Minor imperfections |
| Mirror polished | 0.2 | Reflective, ultra-smooth finish |
We use the machine finish chart in our design consultation to ensure you receive the perfect finish for your requirements.
Interesting Read: Machined Surface Roughness Measurements
Combining Multiple Surface Finishes
For some projects, combining two or more finishing techniques yields the best results. For example:
- Bead blasting + anodizing for a matte and durable finish
- Anodizing + laser engraving for branding and corrosion resistance
ProleanTech frequently combines custom finishing methods to meet your unique needs.
CNC Surface Finishing Services at ProleanTech

ProleanTech CNC Surface Finishing
At PROLEANTECH, we specialize in providing a full range of CNC surface finish options to meet every application and industry standard. Whether you need high-collective parts for medical use or a sustainable finish for external applications, we have covered you.
Our finishing capabilities include:
- As-machined surface finish for prototypes and functional testing
- Anodizing aluminum parts in multiple colors
- Black oxide coating for enhanced corrosion resistance
- Bead blasting for uniform, aesthetic surfaces
- Powder coating for durable and colorful finishes
We also provide real surface finish examples for client comparison and assurance. No matter your requirement, we can match your specifications.
What Do We do at ProleanTech?
What ProleanTech Does?
Let’s have a look at what we do at ProleanTech:
1. CNC Machining Services
We offer rapid and high-precision CNC machining services for all industries, including aerospace, medical, automotive, and robotics.
2. Surface Finishing Services
We provide a wide range of CNC machining surface finish options tailored to your product needs.
3. Material Consultation
Our team helps you choose the right materials and compatible surface finishes, such as anodized aluminum parts or black oxide coatings.
4. Custom Prototyping and Production
Whether you’re in the prototyping phase or moving to full-scale production, we deliver quality, speed, and precision.
5. End-to-End Project Support
From design to delivery, ProleanTech supports your manufacturing journey with a full suite of services, including inspection, surface treatment, and logistics.
Wrap Up – Why Choose ProleanTech for CNC Surface Finish?
Choosing the right CNC surface finish is critical for optimizing part performance, durability, and appearance. From anodizing aluminum parts to black oxide coating and powder coating, each technique serves unique needs.
At ProleanTech, we understand the science and art of CNC machining surface finish. Our expertise ensures your parts not only meet technical specifications but also exceed expectations in appearance and durability.
From as-machined finishes to anodizing aluminum parts, and from black oxide coating to powder coating, we tailor solutions to match your goals.
Contact with our experts today to discuss your CNC finishing needs and experience manufacturing excellence with ProleanTech.
Get your Quote Today!
FAQs
Q1. What is the standard surface finish for CNC?
The standard machine finish is usually Ra 3.2 μm (125 μin), left directly by CNC tools without additional post-processing.
Q2. What does 0.8 surface finish mean?
A Ra value of 0.8 μm indicates a fine surface with minimal roughness, often used for sealing and precise contact areas.
Q3. Which technique gives a better surface finish?
Polishing, lapping, and fine-grit bead blasting typically yield smoother finishes compared to rough machining.
Q4. What are the two most common methods for measuring surface finish?
Contact profilometers and optical (non-contact) surface scanners are the two main methods.

0 Comments