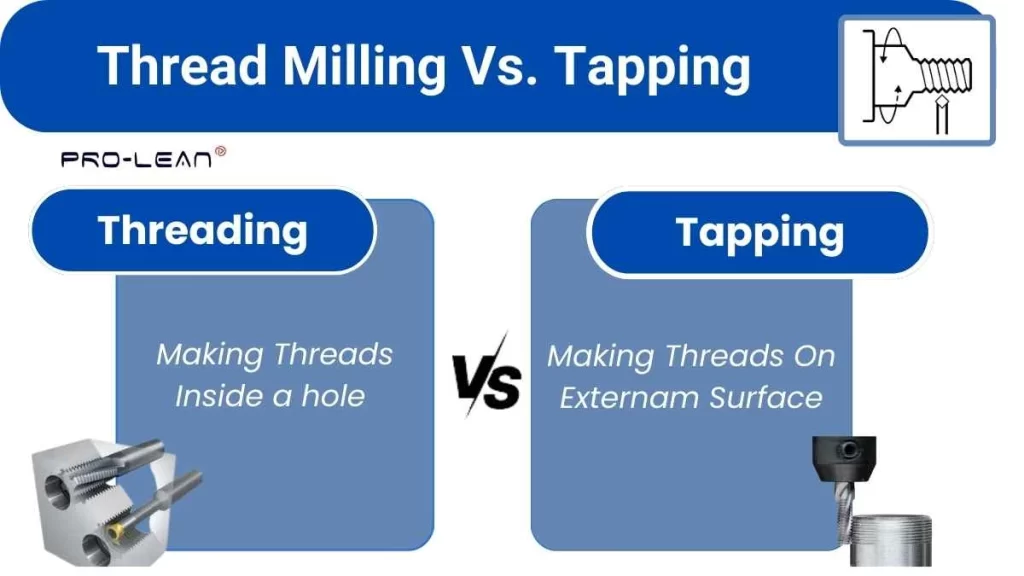
Thread Milling vs Tapping are two prevalent machining techniques for making a thread inside or outside the holes. These grooves are quite essential because they form the necessary space for the screws to hold, and tight. Both methods are widely used in manufacturing processes, although they are rather different.
The thread milling process is perfect for custom threads because of the high dimensional accuracy it presents. Tapping, on the other hand, is easier and cheaper than the former. In difficult-to-machine materials such as titanium, thread milling is ideal while for soft materials tapping prevails. However, it depends on the particular need, the type of material, and the type of thread used.
In this article, we will explore thread milling vs tapping, and compare each process. By the end of the article, you will learn when to use each for your projects.
What is Thread Milling?
Thread Milling
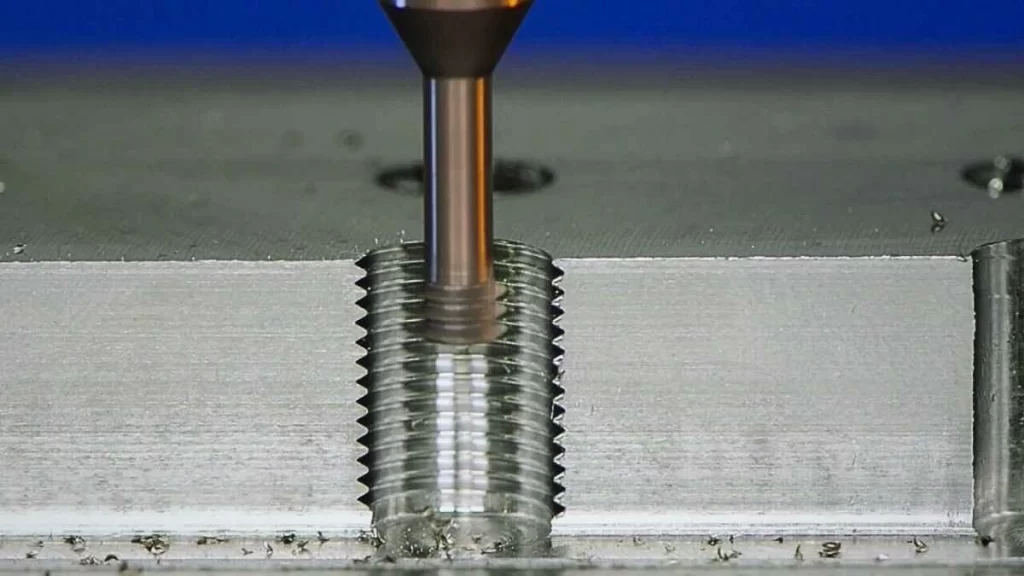
Thread milling is a precise, and automatic technique of thread production. It is used in applications where close tolerances are required. It employs a thread tap mill as a cutting tool. The tool is operated by a computerized numerically controlled machine to ensure precision. The tool goes round to cut the thread in a single revolution which forms the entire thread.
A thread milling cutter is particularly helpful if you need to make threads of different sizes. One thread mill can make one or various pitch sizes depending on the requirement. It is possible to easily switch between different thread types with a change in the CNC program, thus excluding the need to invest in specialized taps.
The thread mills are normally manufactured in carbide construction for reasons of hardness. These mills come with long-lasting effects before they are replaced by others. However, appropriate maintenance of these products can even go the extra mile and increase their duration.
Interestingly, thread mills are quite similar to end mills but they have different thread patterns on the side. (Want to get more insights, here is our guide to cnc milling techniques).
Try Prolean Now!
Thread Milling: Pros and Cons

External Threaded Parts
Thread milling offers great control over the size of the thread and the ability to fit it. This method can produce different types of threads in hard materials such as titanium. In other words, one does not require more than one tool to use when performing thread milling unlike in tapping where different size threads require different tools.
Besides many benefits, thread milling is a bit challenging. Since it requires special equipment. The spindle speeds may be as high as 60,000 RPM to make the machine efficient to operate. Further, do not allow using thread milling to make superfine threads that are typically used in watchmaking or a medical device.
What is Tapping?

Thread Tapping
Tapping is another cheaper, and easiest technique for making threads into holes. There is a tap tool and it looks like a screw with grooves on it from one side and smooth from the other side. The tap removes a thread as the tap cutting tool is rotated into the hole. It’s an easy process that can be done by hand or with an automatic tool.
In a CNC tapping center, a hole is made by threading its walls using a tool known as a tap. The hole has to be large enough to receive the tap but small enough to allow thread formation.
Tapping normally involves cooling to minimize heat and friction, the tap is turned next to make the threads. Sometimes, the direction may have to be changed to clear any constructed material that may be stuck on the surface.
Tapping tools have cuts with thin edges to peel chips as they mill. They are held in a fix using a collet, chuck, or any tool holder.
Tapping: Pros and Cons
Tapping is beneficial when creating several threads in one go, is required. This is especially suitable for the making of fine and extremely penetrating threads in materials of great hardness such as steel. The tapping is optimal if you need to mill small threads.
However, tapping necessitates the use of several tools to accommodate various hole sizes. The dilemma is that once a thread is cut, the cross-sectional dimension cannot be modified easily. Further, tapping is possible only to generate internal threads and not sound for creating external ones.
Thread Milling Vs Tapping: A Detailed Comparison
Thread Milling Vs Tapping
Let’s take a closer look at the core differences between Thread Milling vs tapping;
Life Span
Cutting tools in the form of thread milling are more durable specifically when constructed from carbide material. These tools can last for thousands of holes before replacement. In general tapping tools are made of high-speed steel, which wears out more quickly. They last only a few hundred holes especially when they work on tough, and high-strength materials.
Thread Type
Threading Taps
Thread milling is multifaceted. It can make as internal as well as external threads. Tapping is limited to only internal threads. This makes thread milling more pliable for different projects.
Flexibility
Thread milling has high flexibility as is evident in its application. On another note, it is possible to control the thread size through CNC control programming. In contrast, tapping is less capable because the size of the tap selected defines the thread size. This constrains the capacity to suit multiple sizes since they are contained in the same holder.
Dimensional Accuracy
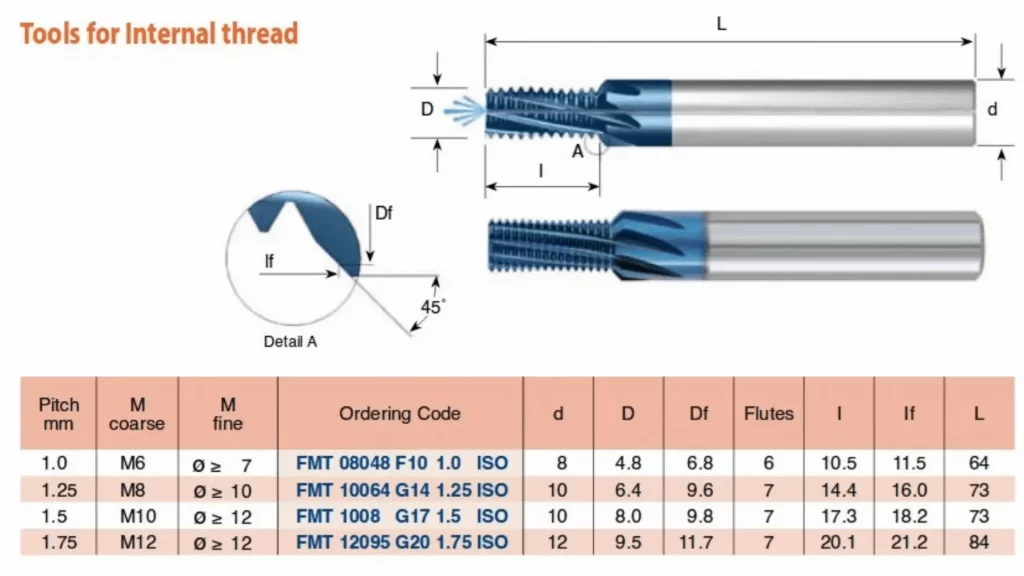
Tools For Internal Threading
Thread milling is generally more accurate, and super precise. It affords the possibility of exerting an exact control of the dimensions of threads. Tapping, however, is less accurate. Any slight twist or variation of grain in the material used in its construction can lead to inaccurate outcomes.
Thread Size
There is no particular size that cannot be thread-milled. You can make both smaller and large-diameter threads. In comparison, tapping should be done on small standard threads only. It fails in forming the bigger threads.
Power Requirements
Thread milling again requires more power. The process involves intricate motions coupled with relatively high velocities; even more so for challenging materials. While Tapping is less power-intensive as it is a basic cutting operation.
Thread Quality
Thread milling gives optimum quality threads. It can produce smoother finishes, especially on the hard materials. On the other side, tapping does not give results comparable to thread milling, especially when working on harder materials. The finish may lack the expected gloss.
Speed
Tapping is a relatively speedy operation. It can make a 1/4”– 20 thread in about 4-5 seconds. Thread mill speeds and feeds normally take slightly longer, approximately 8-10 seconds for the same size of the thread. But it loses the efficiency that has been shown in previous assembly code compilers.
Chip Formation
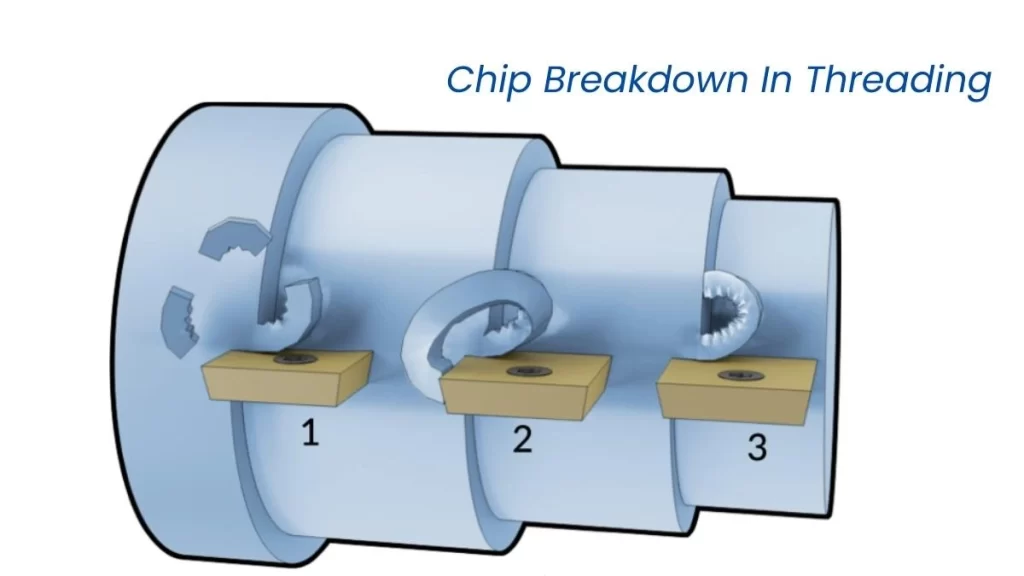
Chip Breakdown In Threading
Thread milling results in the creation of small and manageable chips as compared to tapping. These chips are not as likely to disrupt the process as the other chips do. Contrastically, tapping is more extended, stringy chips compared to slicing and therefore it is difficult to manage. Many of these chips require additional operations to be cleared.
Applications
Thread milling is mostly applied for large and special threads. It is most effective when used for making thin-walled, complex, or accurate parts. Besides, tapping is useful for micro and fine pitches, standard threads, and thin-walled threads. These are usually used in automobile, aircraft, and electrical industries. (Get more insights in our comprehensive guide on cnc milling applications)
Materials
Thread milling can produce even good results in difficult-to-cut materials. They are capable of working with aluminum, stainless steel, titanium, high-temperature alloys, and plastics. While, tapping is well-suited to soft materials such as aluminum, brass, mild steel, and plastics.
Thread Cutting Process
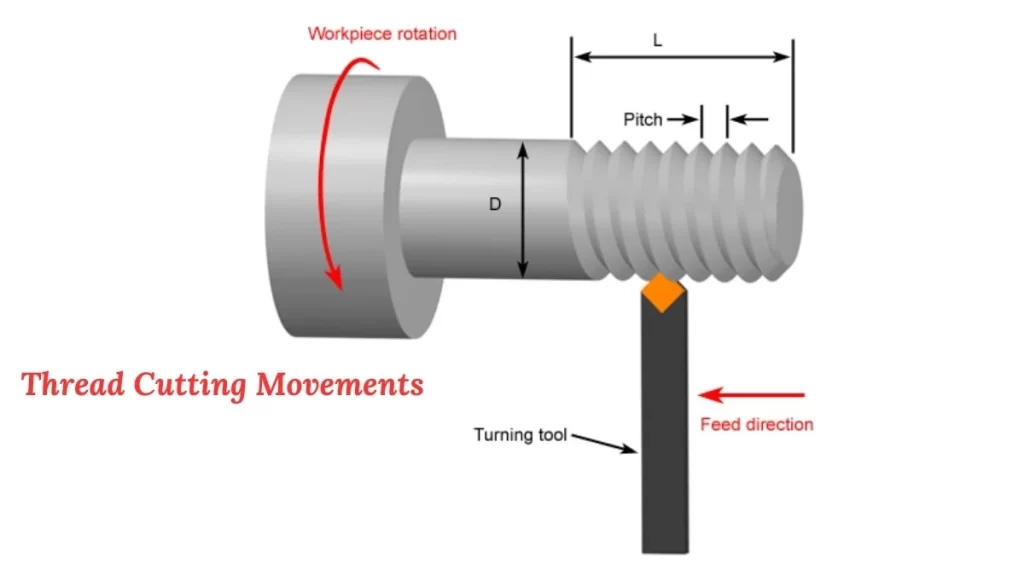
Thread Cutting Movements
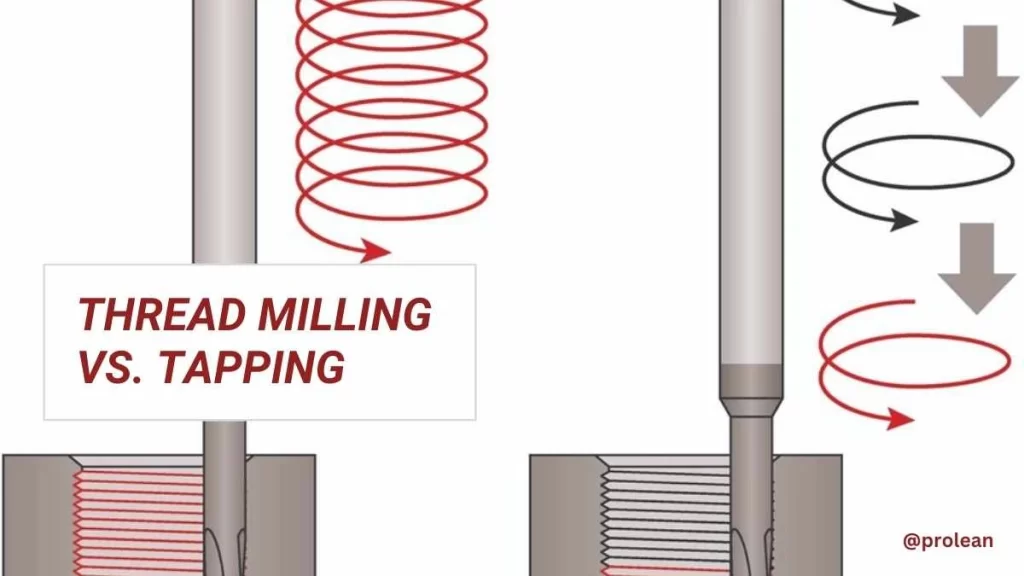
Thread milling employs the use of spiral movement to mill threads. In this corkscrew pattern, the CNC machine controls the tool. Conversely, tapping takes threads by copying the shape of the hole.
Internal Threads Process

Internal Threading
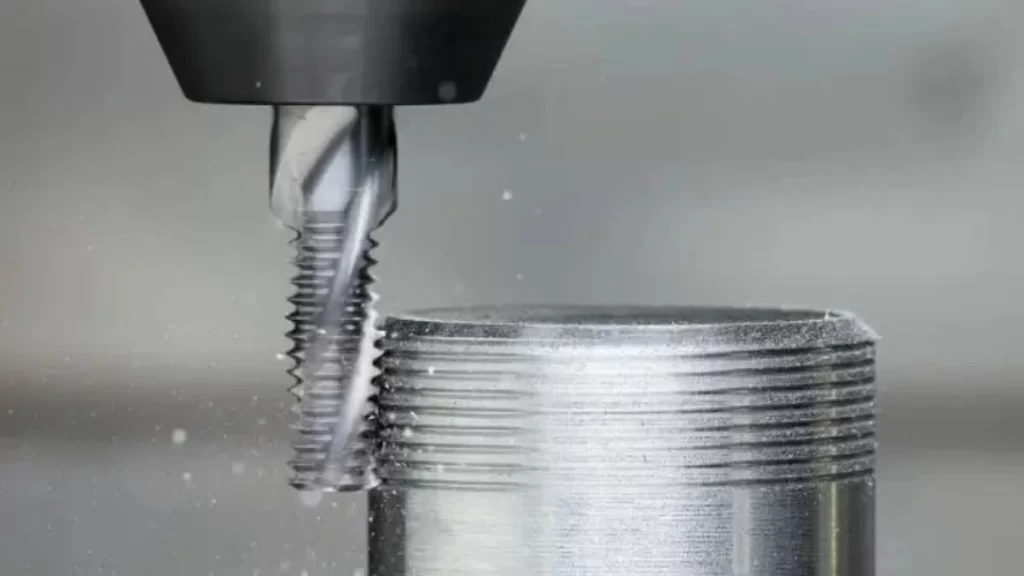
Thread milling can be done internally, and its operation involves a spiral motion. The position of the tool is determined by the control in the CNC machine to produce the threads as required. Tapping involves cutting internal threads into a small hole using a tap that matches the hole’s size.
External Threads Process
External Thread Milling
Thread milling can produce through and cut external threads. The tool is moved around the outside periphery of the material by the CNC machine. Tapping is not applied to external threads. It is only efficient in the initiation of internal threads.
Cost
Thread milling is, however, more expensive initially. Although the machinery is more expensive, it is slower than traditional production methods. But it’s economical in the long-term as it does not need other tools. Tapping is affordable in the initial stages of operation but the tools need frequent replacement. You also need different taps for different hole sizes.
Try Prolean Now!
Choosing Between Thread Milling Vs Tapping
If you’re undecided about whether to choose thread milling vs tapping for your manufacturing needs, the table below will guide your decision.
Comparison Table: Thread Milling Vs Tapping
| Needs | Thread Milling | Tapping |
| Speed | ✔ | |
| Tool Life | ✔ | |
| Flexibility | ✔ | |
| Accuracy | ✔ | |
| Small/Deep Threads | ✔ | |
| Large/Custom Threads | ✔ | |
| Thread Fit | ✔ | |
| Thread Quality | ✔ | |
| Chip Control | ✔ | |
| Cost | ✔ |
When to Choose Thread Milling?
Thread milling is ideal when it comes to requirements such as flexibility, accuracy, and longevity of the tools used. It is suitable when making broad or individualist strands and also when dealing with various mediums. It lasts longer and there’s no need to change the thread size now and then because you can easily do that. (Read more about cnc milling).
When to Choose Tapping?
Tapping is beneficial when you require many threads within a shorter time, or small or deep threads in particular. It’s a faster method and cost-effective when used for small-scale, large-quantity projects with normal thread types. Nevertheless, if you are going to work with different materials or if you need some special threads, in this case, thread milling will be better for you.
Summary – Thread Milling Vs Tapping
To sum up, the article covers some of the critical aspects between thread milling vs tapping. Both methods sound the same and are used interchangeably in manufacturing sectors. However, there are many differences between the two. Thread milling is an automatic approach to thread holes while tapping is normally employed manually and sometimes refers to hand tapping. So, whether to choose tapping or threading, depends on your application, material choice, and project timelines.
Try Prolean Now!
CNC Tapping & Thread Milling Services at Prolean Tech
If you’re looking for a reliable, one-shop, stop solution for cnc milling service, Prolean Tech is here to help. Reach out to us today for all your machining needs!
You can consult with our team to decide which of these methods will best fit your case. Further, if you want to outsource your metal manufacturing and precision engineering projects to a professional then please feel free to contact us. Our Engineers, and skilled professionals will make sure your project is up, and running in the short time as possible!


0 Comments