
CNC laser cutting machines use appropriate tools to manipulate stainless steel for rapidly and precisely shaped parts. It protects materials from heat while stopping the development of work hardening and decreasing the need for additional finishing steps. The process can produce efficient, precise outcomes alongside clean results. However, operators must handle materials with care and understand their characteristics.
The stainless steel family encompasses multiple alloy categories for laser cutting and shaping complex patterns. These include austenitic, ferritic, martensitic precipitation hardened, and duplex grades. The alloy family unites iron with carbon and chromium while incorporating additional elements such as nickel molybdenum and titanium.
Besides, adding silicon and sulfur combined with non-metallic materials aids in optimizing properties for diverse requirements. Generally, each stainless steel grade possesses distinctive properties that become apparent during work operations. These alloys demonstrate exceptional corrosion resistance, magnetic behavior, and work hardening susceptibility. Clean laser cuts require an understanding of material-specific characteristics that dictate the necessary adaptation of cutting processes.
In this article, we will provide a detailed overview of custom laser cut stainless steel by highlighting its process, optimization tips, and industry-related applications.
Stainless Steel Laser Cutting: How It Works?
Stainless Steel Laser Cutting
At Prolean Tech, we employ advanced CO2, Nd, and Nd: YAG lasers used to cut to shape complicated designs and a variety of laser cutting materials like non-metallic ones such as thermoplastics, ceramics, fiberglass, and rubber. You can contact our experts to get a custom stainless steel laser cutting service. Let’s discuss how you can effectively laser cut stainless steel:
- Choose the right laser type: However, both CO2 and fiber lasers are preferred options. For cutting thin stainless steel sheets with a thickness of around (< 8 mm), fiber lasers are more effective.
- Set the correct power output: Set your laser machine power according to the minimum level needed for your particular cut requirements.
- Check machine setup: To achieve the right machine setup, follow the manufacturer guidance, and instructions provided. Watch out for focal length adjustments while you examine power settings and maintain clean optics for proper air or gas assistance.
- Run test cuts: Tear through your examination sample while positioned on the table to run multiple test cuts. Follow the starting recommendations, and then adjust each factor by a single increment at a time. Moreover, study the variations caused to cut quality by different changes to the machine settings.
- Execute the cut on fresh material: After performing test cuts, you should run the precise cut operation on your new material.
Try Prolean Now!
Types of Laser Cutters Used For Cutting Stainless Steel Sheets

Laser Cutter
- CO₂ Laser Cutter
- Fiber Laser Cutter
- Nd:YAG (neodymium-doped yttrium aluminum garnet) and Nd:YVO (neodymium-doped yttrium vanadate) lasers
- Direct Diode Lasers
- High Density Plasma Cutter
Types of Laser Cuttable Stainless Steel

Types of Stainless Steel for Laser Cut Parts
Several alloys are compatible with steel laser cutting if specific machine parameters combine with sufficient power and controlled conditions. The predominant types of laser cuttable stainless steel include:
Austenitic Stainless Steel: The face-centered cubic structure of the austenitic type makes it non-magnetic. The grade typically belongs to a family from the 300 series and maintains its structure because of its substantial nickel content. Manganese, together with nitrogen, act as structural components in the 200 series steel alloys. The steels demonstrate exceptional corrosion resistance alongside distinguished levels of work-hardening characteristics.
Martensitic Stainless Steel: Two types of martensitic stainless steels exist within the 400 series with high-carbon and low-carbon variations. It’s Heat-treatable stainless steel and can achieve hardness through quenching treatment. These steels are comparatively difficult to machine due to their lower resistance against corrosion and lower toughness characteristics. However, it resists work hardening processes more effectively because of their low nickel composition.
Ferritic Stainless Steel: Within the 400 series family ferritic stainless steels exhibit natural heat treatability to achieve hardness without needing additional effort. These stainless steels maintain their properties under high-temperature applications. But, these cannot withstand cryogenic conditions. The blade steel designation 430 represents a typical example of stainless steel in this group. These steels cannot be welded.
The three types of stainless steel display distinct properties regarding work hardening behavior in addition to corrosion resistance and hardness levels. Knowledge of material distinctions enables you to select suitable materials for laser-cutting applications.
What Lasers Can Do to Stainless Steel?
Laser Cut Metal Part
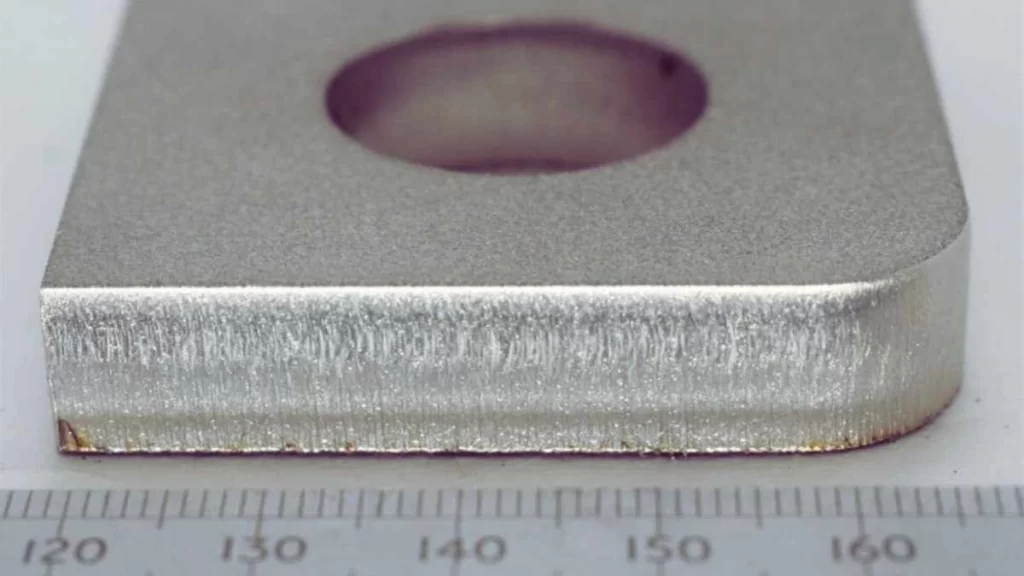
Laser cutting technology delivers multiple benefits to stainless steel projects. Traditional production techniques both require specific force application and create material distortion, but laser cutting technology avoids these effects. Laser cutting processes finished products with smooth fused boundaries which require minimal or no post-treatment.
Single-processing using this method extends to 100 mm in depth, which provides optimal results when dealing with large objects for swift and efficient production. When it comes to laser marking stainless steel, there are two core techniques: ablation and annealing.
Laser Technology in ablation eliminates materials from the metal surface through vaporization. During laser annealing, the process heats the underlying metal without significantly affecting the protective chromium oxide layer on the surface. Clean markings can be achieved through annealing, although mastering skills is needed to prevent material loss.
Stainless steel can be engraved with a laser but the process inevitably results in variant color surfaces with different colors. When the process is completed it removes layers of surface oxide that alters how the metal looks.
In addition, laser etching enables operators to maintain a higher degree of control during the process. Laser treatment of stainless steel’s subsurface results in melting or annealing the material without compromising its protective oxide layer. Through this process, only minimal oxygen can pass through thereby creating either yellow or brown-colored stains beneath the metal surface. The laser annealing technique functions as a precise cleanup process. Since it does not distort the appearance while providing clean results.
Common Issues & Solutions In Stainless Steel Laser Cutting

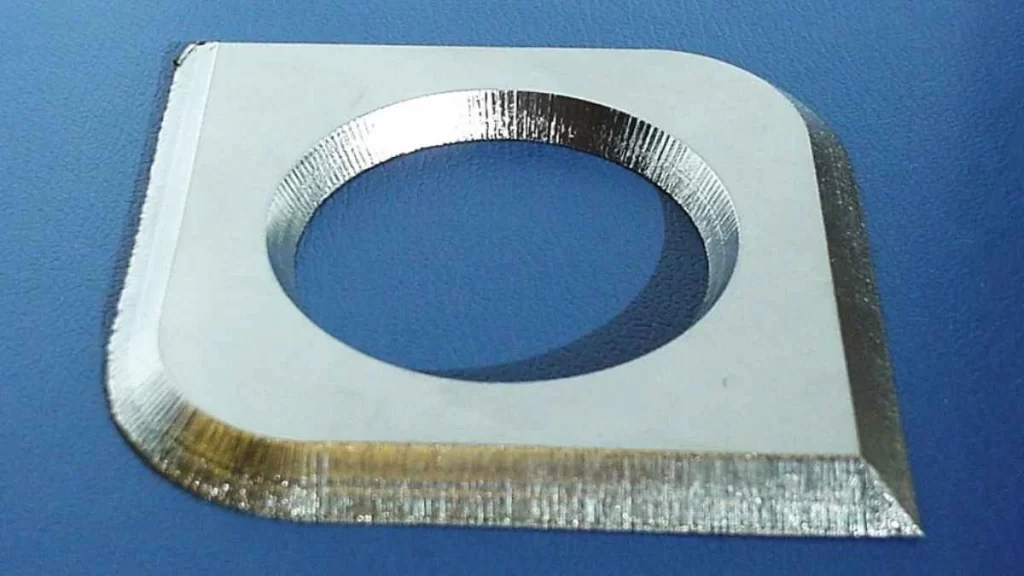
Burr Formation In Laser Cut Part
Stainless steel laser cutting produces accurate clean lines while maintaining minimal thermal damage provided that every operational parameter is optimized correctly. The gas assist system protects laser paths by keeping them free of accumulated debris. However, occasionally, the process can lead to several technical malfunctions. The system allows operators to identify problems for adjustment toward better performance.
Excessive Dripping on Both Sides of the Cut: If the cutter operates at too high of a temperature, the issue of excessive dripping on both sizes of cut tends to occur. To fix such an issue, try increasing the feed rate together with improved air-assist cooling while slightly elevating the focal point location.
Dripping on One Side of the Cut: An unaligned air assist nozzle produces dripping that exclusively affects one side of the cutting surface. A properly centered nozzle will address this problem.
Small Drips at the Cut Edge: Visible droplets indicate the focal spot needs adjustment downward, and the feed rate needs to be reduced. To resolve these issues adjust either the focal point location or you can decrease the feed rate.
Visible Upwards Splashing of Melt: Both rapid feed rates and forceful air assist operations create such a problem. The combination of reduced feed rate and lower air assist prevents splashing.
Yellow or Brown Staining at the Cut: Staining occurs when either the nitrogen rate is low, or oxygen contaminates the nitrogen supply. Upgrading the nitrogen supply, and cleaning it from contaminants will fix this problem.
You can achieve the best possible laser cutting results for stainless steel after you understand and correct the identified issues.
Try Prolean Now!
In Which Industries Stainless Steel Laser Cutting Is Preferred?

Laser Cut Precision Parts
Stainless Steel Laser Cutting is often employed across the sectors mentioned below:
- Aerospace Parts
- Automotive Components
- Medical Devices
- Electronics
- Construction
- Power Transmission
- Food and Beverage
Prolean Tech is a leading on-demand manufacturing company in China. Our sales and extensive services network spans over 40 countries worldwide. We offer one-shop-stop solutions to more than 1000 enterprises, design suggestions/improvements, and guidance in choosing the right technique, as well as material as per their unique requirements.
Tips For Optimizing Laser Cutting Stainless Steel
Optimizing laser Cutting Process
The operation of laser cutters demands close attention to numerous operating variables. However, if you are unsure what the parameters will be optimal for your project, you can reach out to our experts. They provide you guidance on selecting the right parameters and making improvements to your design for quality outcomes. Here are some tips you should keep in mind to achieve laser cutting advantages:
Adjust the blower properly: Appropriate adjustment of the blower must happen for trouble-free operations. The operator should monitor important occurrences: splashback occurs from excessive airflow that lifts material upwards, and optics become occluded when airflow is insufficient. Symmetrical clearance from the blower will be affected whenever its center position is incorrect.
Set the correct focal depth: You need to monitor the depth of the focal field carefully. A precise measurement of kerf dimensions and form allows you to maintain superior cutting performance.
Keep the optics clean: Your cuts will become distorted when optics remain unclear. Dirty optics can affect your part dimensions and lead to being less precise.
Monitor nitrogen flow: When operating a nitrogen-powered blower, make sure to inspect the cut for signs of oxidation, which appear as yellow and brown staining. The flow of nitrogen seems inadequate because it permits oxygen contamination throughout the cut region.
Check for heat-affected zones: Check around the cut to identify wide areas of thermal damage which shows as material discoloration or melting. You may need to adjust your feed rate and reduce the laser power level.
It’s recommended to always start your stainless steel applications with manufacturer guidance as baseline settings. At each step, increase parameters slowly, which allows observation of individual process alterations. If there are still issues you are encountering, contact our engineers to sort out these issues.
Important Factors for Laser Cutting Stainless Steel

Factors Influencing Laser Cutting Stainless Steel
Different factors determine the quality of laser cut stainless steel materials. Below are the key parameters to consider:
Cutting Tolerances for Stainless Steel: Laser cut precision depends on both machine limitations and equipment configuration elements. The main tolerances include:
- Kerf Width: Laser cutting achieves high precision because its kerf or cut width remains under 1 millimeter.
- Dimensional Tolerance: Most machines permit a dimensional variance of approximately 0.005 inches around the finished product.
- Positioning Tolerance: The accuracy of laser position control represents the fundamental aspect of cutting precision. Modern laser cutters maintain exceptional precision in their positioning, which leads to predictable outcomes.
Maximum Thickness of Stainless Steel for Laser Cutting

Laser Cut Part Thickness Measurement
The maximum thickness a laser can cut depends on the laser type and its power:
- CO2 Lasers: Stainless steel pieces measuring up to 1 inch (25.4 mm) in thickness can be successfully cut through with standard laser technology.
- Fiber Lasers: Modern fiber laser technology enables stainless steel cutting at thicknesses beyond 1.2 inches (30 mm). Higher thickness levels create challenges for both cutting speed and quality performance.
Understanding the Cost of Stainless Steel Laser Cutting Machines
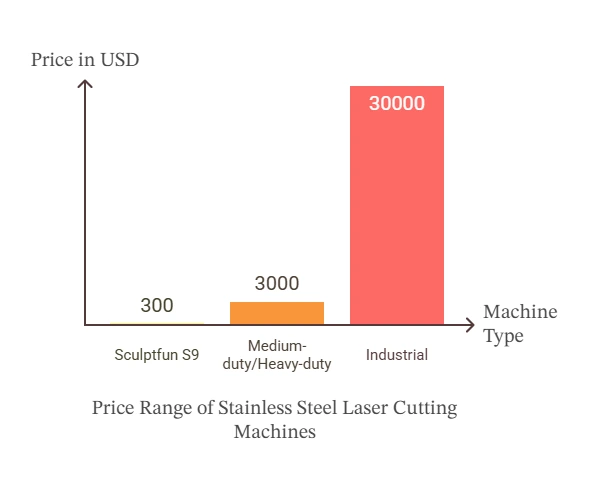
Cost Breakdown of Laser Cut Machines
The pricing structure of stainless steel laser cutting machines extends across a wide spectrum based on their technical capabilities and designed features. The entry-level SculptfunS9 cuts the price range to just $300. Medium-duty, heavy-duty stainless steel laser cutting machines have an initial starting price of around $3,000. Industrial machines at the premium end of the spectrum exceed the $30,000 price threshold.
The purchasing cost of fiber lasers typically exceeds CO2 lasers by 5 to 10 times. These devices provide increased efficiency together with reduced running expenses for electricity and servicing needs. The peak power capacity of CO2 lasers delivers value for light applications because fiber lasers have not yet achieved equivalent performance.
In addition, there are other types of laser cutters, such as Nd: YAG (neodymium-doped yttrium aluminum garnet) and Nd: YVO (neodymium-doped yttrium vanadate) lasers and direct diode lasers. Nd: YAG/Nd: YVO Lasers are solid-state devices typically neodymium-doped crystals variant. The cost is relatively higher due to high power needs. While direct diode lasers use semiconductor junctions to generate laser light for cutting through thick sheets. These are available in many options for wavelengths in general around 900 to 1,100 nm (0.9 to 1.1 μm) and are usually cheaper due to their compactness.
CO2 vs. Fiber Laser: Key Differences in Stainless Steel Cutting
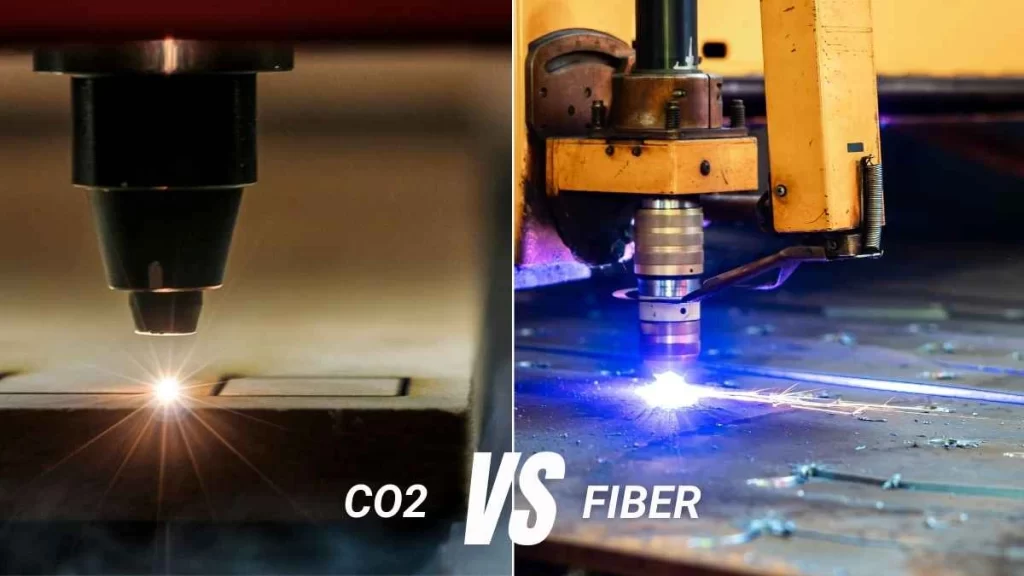
CO2 Vs Fiber Laser Cutting
When it comes to CO2 laser vs fiber laser, CO2 laser cutting stainless steel produces relatively coarser beams compared to fiber lasers. They can generate much higher power, typically in the 100+ kW range. While CO2 lasers are more affordable, they come with higher maintenance costs. On the other hand, fiber laser cutting stainless steel offers limited power (15-20 kW) but is significantly faster in cutting. Their narrower beams focus energy more effectively at the cutting point, resulting in feed speeds that are 4 to 6 times faster than CO2 lasers.
Table: Comparing fiber lasers and CO2 lasers for cutting stainless steel:
| Laser Type | Fiber Lasers | CO2 Lasers |
| Beam Width | Smaller beam, about half the size of CO2 lasers | Larger beam, around 600 µm |
| Cutting Speed | Faster(4 to 6 times than CO2)due to more precise beam | Slower, especially on thinner materials |
| Precision | Higher precision and fine details | Lower precision is better for thicker materials |
| Energy Efficiency | 4 to 6 times more efficient than CO2 lasers | Less efficient, higher operating costs |
| Gas Requirements | Requires more nitrogen gas for cutting | Uses CO2 or nitrogen gas |
| Initial Cost (CAPEX) | The higher upfront cost of equipment | The lower initial cost of equipment |
| Running Costs (OPEX) | Lower ongoing costs due to energy efficiency | Higher ongoing costs per cut length |
| Best for | Thin to medium-thickness stainless steel cuts | Thicker materials and low-precision cuts |
Try Prolean Now!
How ProleanTech Can Help with Stainless Steel Laser Cutting
Prolean Tech Laser Cutting Services
ProleanTech offers reliable and precise laser cutting service for stainless steel (not limited here). Using advanced CO₂ and fiber lasers, we validate accurate cuts for different materials, designs, and thicknesses.
Our team carefully adjusts laser settings like power and focus to match each project’s needs. Using assist gases such as nitrogen or oxygen, we provide clean, smooth edges and faster cutting speeds, depending on what’s required.
With quick lead times, expert support, and a focus on quality, ProleanTech makes it easy for clients to get custom stainless steel parts that meet their exact specifications.
FAQ’s
Q1: What thickness of stainless steel can be laser cut?
Laser cutting can precisely cut stainless steel up to 25 mm thick. Typically, fiber lasers are capable of cutting up to 12 mm, and CO2 lasers cut thicker materials more efficiently.
Q2: Which gas is used for laser cutting stainless steel?
Nitrogen or oxygen is commonly used for laser cutting stainless steel. Nitrogen is preferred for clean cuts, while oxygen is used for faster cutting with more heat but results in oxidation.
Q3: How much laser power is needed to cut stainless steel?
The power required depends on the thickness of the stainless steel. Generally, 1 kW of power is sufficient for thinner sheets, while thicker stainless steel (over 10 mm) may require 2 to 6 kW.
Q4: Can you laser cut stainless steel?
Yes, stainless steel can be laser-cut efficiently with the right machine settings, laser type, and gases. Fiber and CO2 lasers are generally used to cut and shape stainless steel into useful products.
Q5: What is the best stainless steel for laser cutting?
Austenitic stainless steels, in particular grades 304 and 316, are the most commonly used and easiest to machine/cut due to their high corrosion resistance availability and formable features.


0 Comments