Spot welding is a metal joining process that utilizes pressure and heat to join the overlapping workpieces. It is also familiar with the name Resistance Spot welding among the manufacturers.
Perhaps you’re wondering where the name “spot welding” comes from. Well, this metal welding approach leaves a little dot—more of a spot —at the welding position.
The Spot Welding Process

Spot welding machine with copper electrodes
Various metals & alloys can be used as electrodes in spot weldings, such as copper, chromium, zirconium, and low-carbon steel. However, copper is the most common metal. High thermal conductivity and low electrical resistance make it ideal for the job. The high voltage power supply with intensive pressure on the concentrated area melts the metal and starts the fusion. The low electrical resistance allows for a generation of heat in the welding position more than in the electrodes.
How does spot welding work?
The spot welding process can be divided into three stages: setting the workpiece, current introduction, and solidification.
- Stage 1: Setting of the workpieces
The first stage involves setting workpieces into the welding machine in the overlapping position. Workpieces can be of the same or different material types. Next, the electrode tip is adjusted into the welding position. In addition, the upper and lower electrode need to be aligned precisely before applying the pressure.
- Stage 2: Introducing the current

Heating arcs in spot welding
After the correct positioning of workpieces, current starts to flow through the electrodes. While the current flow from one another electrode with high power, the resistance of the workpiece creates heat (H= I2RT) and melts the welding area. Electrodes’ melting points should be higher than those of the workpiece. The low melting point leads to the failure of the joint because it melts before the melting of the workpiece,
- Stage 3: Solidification
The time of current flowing in the welding spot depends on the thickness and material. After sending the current for a specified time, the next stage is cooling the welding position. The electrodes remain in the workpiece and work as support until it gets fully solidified. Here, electrodes help to lose the heat from the joint also. After creating a tight joint, electrodes are removed from the workpieces and go for another welding point.
Let’s understand the process of spot welding by a flow-chart;
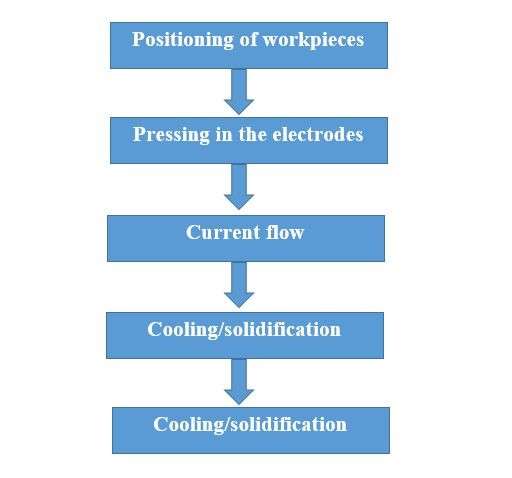
Flow chart: Spot welding process
Spot Welding Variables
The final quality of a spot weld is affected by many factors, including voltage, current, pressure, and thickness. For instance, a minor change in pressure can drastically lower the quality of a weld.
- Electrode pressure
The force is applied to the workpiece through the electrode. It helps to attach them and create a substantial joint. If the electrode force becomes too high, it creates better contact with the surface and lowers the heat transformation because of decreased resistance. So, it requires a high current while increasing the pressure to offset the change in resistance. There is a particular pressure range for each type of material; for example, spot welding of low-carbon steels requires 1.5 to 2 KN per mm of its sheet thickness.
- Current
Heat generation (H=I2RT) and weld quality are directly influenced by the amount of current provided to the welding spot. It is advised to adjust the current following the required welding temperature and the workpiece’s resistance.
- Welding time
The length of time electrodes are exposed to pressure and current flow affects the quality of the weld. If the welding time is more than required, it affects the warpage, melt-through, and electrode life. Therefore, limiting the time as short as possible is the ideal option. Instead of lengthening the exposure period, you must pulse the current and pressure when the thickness is large (<2mm),
- Tip diameter of the electrodes
Applying the appropriate size of electrode tip is very crucial for spot welding. A small tip can cause a weak joint, and a large tip can cause overheating—excessive heating results in the formation of voids and gas pockets after solidification.
Try Prolean Now!
Advantages of Spot Welding
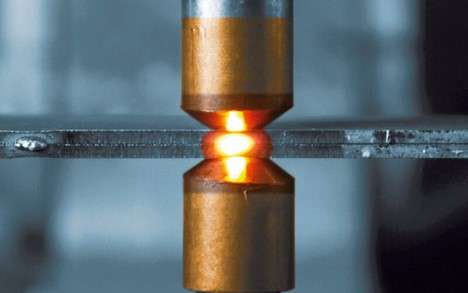
Copper electrodes create a spot weld.
-
- Spot welding is the backbone of the metal joining process in various applications. It is suitable for both similar & dissimilar workpieces and creates solid and long-lasting joints.
- There are several benefits of using spot welding for conductive metals & alloys. Let’s discuss some of the important advantages in detail.
- Uniformity in joints: Spot welding creates uniform joints while joining the workpieces with multiple weld spots. The same pressure and current through the electrode in each welding position result in uniformity. In addition, automatic or semi-automatic spot welding can be used to eliminate possible human error.
- Joining of dissimilar materials: It is not always possible to produce high-quality joins between incompatible workpieces using the traditional welding procedure. Spot welding can make strong, quality joints between dissimilar materials without distortion or warping. The only requirement is that the materials must be more electrically resistive than welding electrodes.
- Joining of lightweight materials: Welding in a lightweight material is tricky with traditional welding approaches. Excessive heat might burn the material from the welding position. Spot welding is the best alternative to avoid this issue. It can create excellent joints in a lightweight with the application of pressure along with heat.
- Cost Effective: Unlike other welding techniques, spot welding does not require inert gas, filler, or extra material, reducing the cost of consumables, and making welding more affordable. In addition, being energy efficient contributes to the lowering of welding costs.
- Welding Speed: A spot weld takes, on average, between 0.01 and 0.63 seconds to complete, making it one of the rapid welding techniques. Although the thickness of the joining component can affect welding speed, it is still a speedy operation compared to other welding techniques.
- Repeatability: No matter how many identical welds you need to do, it retains outstanding dimensional consistency. In the case of manual welding, it may depend on the operator’s skill. However, automatic and semi-automatic spot welding delivers excellent repeatability.
- Less heat-affected zone: Spot welding uses concentric heating in the welding position, which limits the heat transfer in the workpiece. As a result, compared to other forms of welding, it causes less heat damage.
Disadvantages
Spot welding has a few drawbacks, just as any other technology does. Understanding the disadvantages helps to limit the chance of error and failure. Let’s talk in more detail about a few significant drawbacks.
Thickness limitation
-
- Thickness limitation: Spot welding is not suitable for the thick worksheet. A worksheet’s thickness compatible with spot welding ranges from 0.6 to 3 mm (G. Kashiyama, 2013). So, it is better to choose other welding techniques if you need to weld sheets having a thickness of more than 3mm. The welding procedure becomes cumbersome when the thickness is larger than 3 mm.
- Limited workpiece size: Spot welding equipment is typically designed for small or medium-sized workpieces, and may not be suitable for larger or irregularly shaped pieces.
- The limited number of spots: Spot welding is typically used to join two metal surfaces at a single point, so it may not be suitable for joining large areas or multiple points.
- Limited materials: Not all metal types can be spot welded, as certain metals such as aluminum and copper require different welding techniques.
- Surface preparation: Surface preparation is important for spot welding as any dirt, oil, or paint on the surface can affect the quality of the weld.
- High power consumption: Spot welding requires high electric power and can cause a spike in energy costs.
- Requires skilled operator: Spot welding requires a skilled operator to properly set up and operate the equipment, to ensure the quality of the welds.
- Limited portability: Spot welding equipment is typically large and heavy, so it may not be suitable for use in locations where mobility is a requirement.
Applications
Spot welding is capable of joining almost any metal & alloy sheet with a maximum thickness of 3mm. In the current scenario, a wide range of industries uses automated & semi-automated spot welding, including automotive, aerospace, kitchenware, architecture, electrical, and construction. Let’s go into more detail about a few of them.
- Automotive
Spot welding plays a significant role in manufacturing automobile bodies. It is widely used in automobile body manufacturing (Mishra, 2016). For example, Aluminum sheets are joined using spot welding to create a car body. In addition, automotive industries only use automated spot welding machines and robots.
- Electronics
Numerous electrical parts and products feature spot welding in their construction. It is frequently used to manufacture PCB boards, batteries, sensors, connectors, solar cells, panels, and other parts. Additionally, some batteries prefer spot welding instead of soldering.
- Kitchenware
Spot welding is applicable in creating different kitchenware, including spatulas, pizza cutter, handles, and cups.
- Orthodontics
You might have been familiar with teeth braces. The dentist used to realign the teeth and other various orthodontics treatments. A spot welding (small size) technology does the joining of one end to another.
- Repairing
Spot welding is used in repairing automobiles, metallic furniture, and architectural parts. It also plays a significant role in the Re-shape of a damaged car.
Final thought
Spot welding is one of the most accurate and cost-effective metal joining techniques with a thickness limitation of 3mm. It combines an application of pressure and heat. Electricity and pressure are applied to the welding position by electrodes.
Controlling the spot welding variables is a complicated process that affects the weld’s quality. The appropriate current, voltage, pressure, welding time, and other spot welding variables must be fixed based on the material type, thickness, and quality requirements.
Prolean Tech offers welding services and sheet metal services with automated spot welding machines from engineers and operators with more than a decade of experience in the field. Our company is dedicated to professional manufacturing services for various industries. Don’t hesitate to contact us if your fabrication project demands spot welding and other services.
Learn More: What is Sheet Metal Welding?
FAQ’s
What is spot welding?
Spot welding refers to the joining of metal with the application of heat and pressure. The worksheets (Max. of 3mm) are positioned between the electrode, which applies pressure and electric current to the welding position. The electric current generates the heat required for melting, and pressure contributes to the fusion.
Why choose spot welding?
Spot welding offers strong joints, accuracy, quick lead time, repeatability, and joining of dissimilar materials at competitive pricing compared to other welding techniques.
Where is the use of spot welding?
Spot welding applies to manufacturing automotive bodies, kitchenware, orthodontics, repair, electronics, and many more applications.
What are the critical spot welding variables?
Some important spot welding variables include current, voltage, electrode pressure, welding time, and hold time.
Bibliography
- Kashiyama, H. M. (2013). Simulation of nugget formation process in spot welding with process tape. 1st International Joint Symposium on Joining and Welding. ScienceDirect.
- Mishra, S. S. (2016). Research on Resistance Spot Welding of Dissimilar Metal Sheets: An Overview. Technological Advancement in Manufacturing & Processing of New Materials.


We have been using spot welding for our stainless steel kitchenware and of course it is precise, strong, and durable.
We designs solar panels and we are using spot welding to put solar cell in panels. It gives Superior results!
I found the advantages of spot welding very fascinating. Can i use spot welding on aluminum with some considerations? If yes , what are those considerations?
Thanks Madison!
Yes, spot welding can be used on aluminum, but it requires considerations due to aluminum’s high thermal conductivity and oxide layer. Key considerations include using higher welding currents, applying strong electrode force, ensuring clean surfaces, and possibly using specialized electrodes to overcome the oxide layer’s resistance.
Great article on spot welding!