sheet metal hydroforming
Unlike conventional mechanical press forming, sheet metal hydroforming uses fluid pressure to form complex shapes. Essentially, it is a deep-drawn forming process where controlled pressure from a fluid draws the sheet into the die cavity. Several industries utilize hydroforming to fabricate sheet metal parts from ductile materials, including aluminum, copper, brass, and stainless steel.
Hydroforming presses help to reduce welding and assembly needs in precision metal fabrication, as well as provide greater control over tolerances. Additionally, hydroforming produces parts without any surface imperfections, as the punch does not come into direct contact with the sheet metal.
This article will discuss the concept, process, types, compatible materials, advantages, and applications of sheet metal hydroforming.
Let’s get started.
What is Hydroforming? Concept and Significance
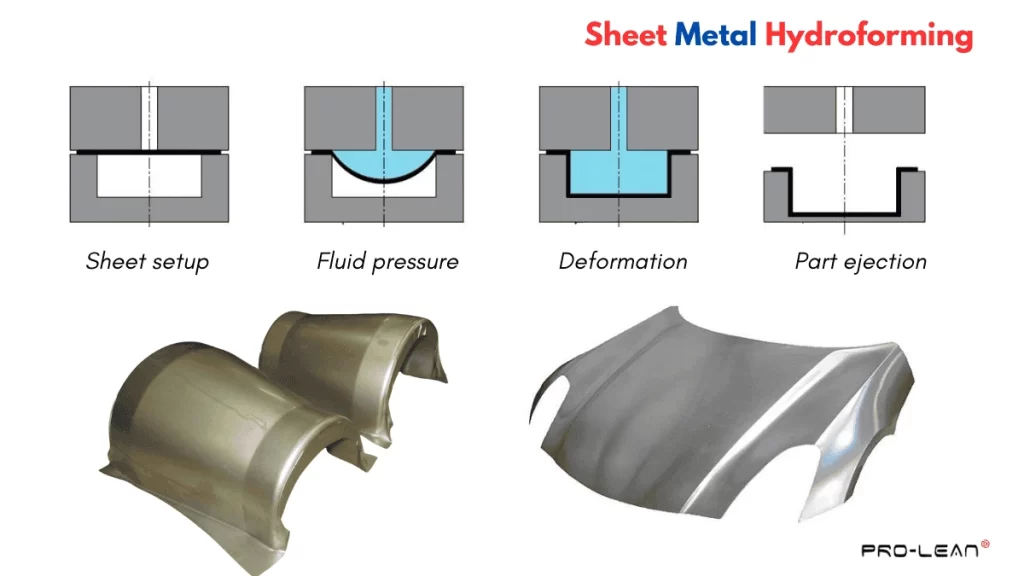
Hydroforming process
It is a cold forming process used to shape complex sheet metal parts by pressing blanks into a die with high fluid pressure. A blank metal sheet is positioned over the die, whereas a fluid-backed diaphragm or punch forces it against a rigid female die. As a result, the sheet conforms to the die shape through plastic deformation.
History of Hydroforming Technology
The concept of hydroforming in sheet metal forming was introduced by Milacron R&D Cincinnati in 1956 on a research scale. Moving on to the late 1990s, hydroforming machines began to gain popularity on an industrial scale. After 2007, numerical control hydraulic forming presses entered the market, and they have continued to advance in automation and production capabilities over time.
Initially, industries used hydroforming for simple parts, such as light reflectors, shallow appliance housings, and custom panels. However, now high-precision & complex items are manufactured using this technology, including EV parts, lightweight aerospace components, and structural reinforcements for automotive chassis.
Significance in Fabrication
The fluid-backed pressure enables uniform stress distribution during the forming process. It enables consistent deformation and precise shaping of designed parts. Consequently, hydroforming is flexible with complex designs, such as deep-drawn parts, double-curved profiles, and irregular geometric features.
Process of Sheet Metal Hydroforming
The hydroforming process uses a hydraulic press, specialized die tooling, and a fluid control system to form sheet or tube metal parts. Typically, the press involves a clamping cylinder, an axis-press cylinder, or a high-pressure generator to execute the process.
Next, let’s elaborate on the steps of the hydroforming process.
Step 1: Design and Material Selection
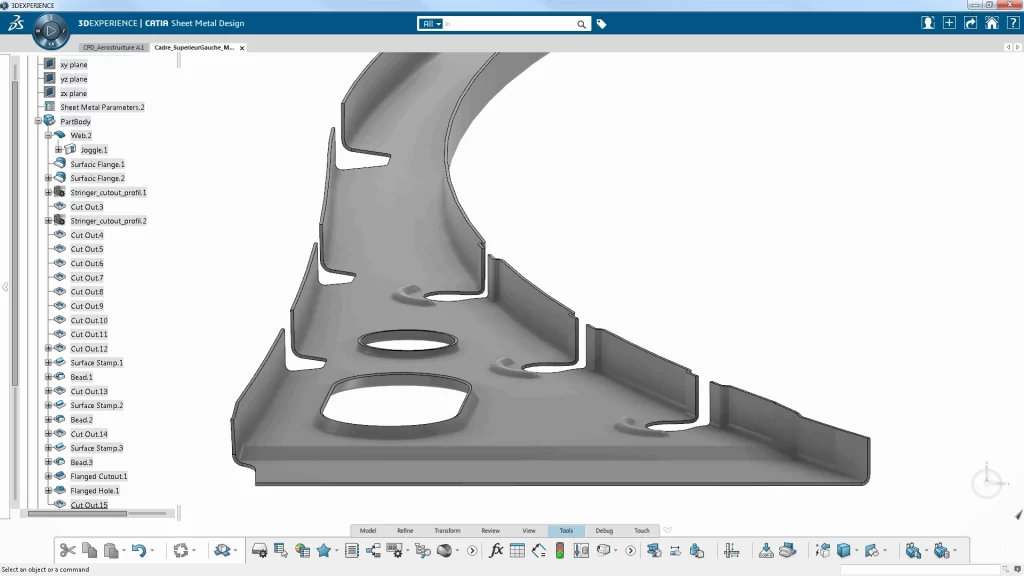
Part design for hydroforming
Create the design of the part or product you want to form by clearly defining shape, features, orientation, and dimensions. Subsequently, optimize for manufacturability, considering the capabilities of the equipment and tooling you are using. Perform a Finite Element Analysis (FEA) to validate the load path and deformation. Next, select the material that best suits your application requirements.
Step 2: Machine and Tooling Setup
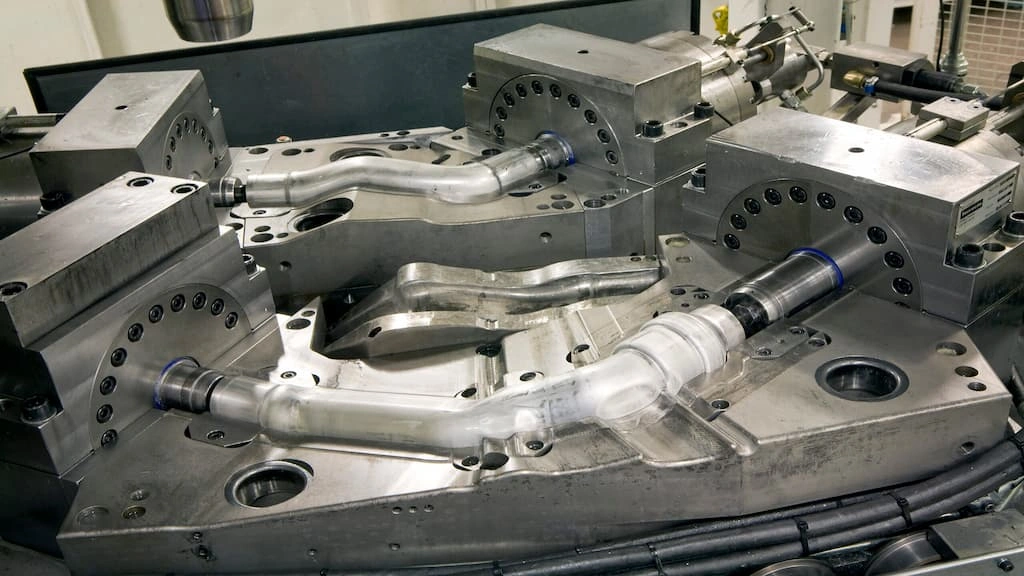
Hydroform tooling
The next step is setting the hydroforming press and related tooling with accurate calibration. Mount the lower die and secure it with a hydraulic piston to facilitate downward movement. Install a wear pad to ensure smooth force transfer. Consequently, set the forming chamber, pressurized fluid system, diaphragm, and blank holder.
Step 3: Setting Forming Parameters
Although the hydroforming is a cold-forming process, the fluid (oil or water) in the pressure system can be heated. If so, choose the right temperature. Next, consider the required tonnage. Typically, machines come with a capacity of 2,500 to 10,000 tons, producing 700 to 4,000 bars of pressure.
Step 4: Hydroforming Fabrication

Hydroforming sheet fabrication
After setup, place the sheet metal over the die cavity, reduce the fluid level through the control system, and close the press. Then, pressure is transmitted to the sheet through the rubber diaphragm. Once the process is complete, release the pressure in the upper die and eject the formed part.
Step 5: Post-Processing and Finishing
After forming, trim the edges of the part without altering the dimensional stability. Following that, choose and apply a suitable surface finish/coating for surface protection and aesthetic, if required. For example, polishing, anodizing, plating, and powder coating.
Read More: Sheet Metal Bending Techniques
Try Prolean Now!
Metal Sheet Vs Tube Hydroforming Parameters
Tube hydroforming uses closed dies and an axial cylinder and involves higher pressure than in sheet hydroforming. Process-wise, it requires tighter material control for deformation.
Tube Hydroforming Parameters
Fluid Pressure
High pressure confirms the shaping of the tube inside the die with expansion. Suppose you have to know the limit of pressure of a specific material based on formability. Meanwhile, you can simulate the fluid pressure and axial force in a computer for their optimization.
Forming Pressure (Pf)= T x tr
Where T is tensile strength, r is die cavity radius, and t is wall thickness
Ram Closing Force
The ram closing force can be determined through simulation or the given formula:
Closing Force (Fc)= Pf x L x Di
Where Pf is forming pressure, L is tube length, and Di is inside tube diameter
Internal Sealing Pressure
The pressure required for plug sealing at the end of tubes can be calculated with the given formula.
Sealing Pressure( Ps)= {π(D-t) . Fc} + Pf x π 2 x (D-2t)4
Where Fc is the Ram closing force, Pf is the forming pressure, D is the tube diameter, and t is the thickness
Sheet Hydroforming Parameters
Deformation force, temperature, fluid pressure, and displacement of the punch are the main parameters in sheet metal hydroforming. All of these can be found through computer simulation. Furthermore, you can also calculate the required deformation force with the following formula.
Deformation force(Fd)= T x Lt² W
Where W is the opening width, t is sheet thickness, L is tube length, and T is tensile strength
Hydroforming Materials
The hydroforming process involves sheets and tubes as workpieces of diverse materials, including steel, stainless steel, brass, aluminum, copper, nickel, and bronze. Material choice affects forming pressure, springback, wall thinning, and other factors. This is because the hydroforming process is highly dependent on the ultimate tensile strength, yield strength, and formability of the work material.
Here is the list of key materials compatible with hydroforming fabrication:
|
Material |
Grades |
Key Properties |
|
Low-carbon Steels |
AISI 1008, 1010, 1018, 1020 |
Good ductility, weldability, and excellent formability |
|
Alloy Steels |
AISI 4130, 4140, ASTM A572 |
High strength with reasonable formability |
|
Stainless Steels |
AISI 301, 304, 316, 409L |
Corrosion protection, high strength, good formability |
|
Aluminum |
Alloy 3003, 3004, 5052, 6061, and 6063 |
Lightweight, good strength, and high formability |
|
Copper/ Brass |
Alloy C110, C122, C260, C360 |
Easy to hydroform, electrical and thermal conductivity, and good aesthetic |
|
Nickel Alloys |
Nickel 200 and 201, Inconel 600 and 625 |
Corrosion resistance, thermal stability, and good formability with strain control |
Advantages of Hydroforming
Hydroforming produces complex parts with high structural rigidity. It involves simple tooling and is faster than conventional drawing, enhancing production efficiency and reducing cost.
Other advantages of hydroforming are:
- Parts Complexity: This method can produce sheet metal bending and forming parts with complex curvature and other intricate geometrical features in a single operation. It also reduces (or eliminates) assembly needs.
- Lightweight Parts: Thin sheets can be hydroformed, enabling the fabrication of lightweight parts.
- Faster Cycles: It reduces press time by up to 70% compared to conventional stamping processes.
- Minimal Surface Defects: Since there is no metal-to-metal contact between sheet and punch press, hydroforming minimizes (eliminates) surface imperfections.
- Precision: Hydroforming produces precise parts as the process provides greater control over pressure, ±0.005″ or lower.
Industrial Applications of Hydroforming

Hydroformed sheet metal parts
Manufacturers across various industrial sectors utilize hydroforming fabrication for its precision and repeatability. This process enables the creation of parts with complex contours, joints, and threads faster than conventional forming, and also reduces welding & post-processing needs.
Sheet hydroforming is used for car body panels, door panels, appliance housings, architectural façades, ducting, kitchen sinks, etc. Meanwhile, tube hydroforming is suitable for fabricating exhaust headers, motorcycle swingarms, structural tubing, and furniture frames.
Next, let’s collectively discuss the applications of tube and sheet hydroforming across industries.
|
Industry |
Sheet Hydroforming |
Tube Hydroforming |
|
Automotive |
Door panels, trunk lids, hood inner panels, and floor pans. |
Suspension control arms, subframes, exhaust headers, and chassis side rails |
|
Aerospace |
Duct panels (ECS), access panels, interior skins, acoustic liners |
Landing-gear tubing, engine air ducts, structural spars |
|
Energy |
Pressure-vessel parts, flange panels, instrumentation mounts |
Heat-exchanger tubes, hydraulic control lines, wind-turbine tubing |
|
Medical |
Device housings, panels, sterilizable covers, and surgical tray panels |
Catheter shafts, instrument tubing, medical gas lines, and endoscope insertion tubes |
|
Defense |
Support panels, equipment housings, vehicle body skins |
Weapon system mounts, hydraulic lines, fuel lines, and missile structural tubing |
|
Lighting |
Reflector bowls, floodlight bodies, decorative fixture panels |
Lighting arms, mounting posts, adjustable arm tubes, wiring conduits |
|
Food Processing |
Conveyor covers, access panels, equipment enclosures |
Heat-exchanger tubes, CIP lines, stainless transfer tubing, and distribution manifolds |
Try Prolean Now!
Factors Determining Metal Hydroforming Cost
The exact cost of metal hydroforming depends on the material type and required part specifications. Additionally, the region you outsource the service from and production volume also influence the costing.
Let’s look at the list of factors that determine the metal hydroforming costs:
- Raw material grade and cost
- Tooling complexity
- Part geometry and involved intricate features
- Desired tolerances and finish
- Metal thickness
- Production volume
- Labor and overhead costs
Deep Draw Stamping Vs Hydroforming Process
Deep draw stamping involves a progressive die-press setup, where multiple forming and shearing operations are performed simultaneously. It is preferred for large volumes of axisymmetric parts with consistent geometry.
Let’s break down the differences between the deep draw and stamping processes in the table below.
|
Criteria |
Deep Draw Stamping |
Hydroforming |
|
Process |
A metal sheet is drawn into a die with mechanical force. |
Fluid pressure pushes a blank into a die to form the shape. |
|
Materials |
Ductile metals & alloys, such as low‑carbon steel, stainless steel, aluminum, and brass. |
Material requiring uniform strain, such as aluminum, stainless steel, and mild steel |
|
Part Complexity |
Moderate, axisymmetric parts. |
Highly complex, non‑axisymmetric, and irregular contours |
|
Production Volume |
Fast and efficient for high volumes |
Low–medium volumes |
|
Tolerance |
Tight tolerances, and might need secondary finishing. |
Strong dimensional control on complex geometries. |
|
Thickness Control |
Difficult to control at corners |
Uniform thickness |
Conclusion
Hydroforming can be applied to sheets and tubes of diverse materials to produce the design you have for your part or product. Considering the tooling, process variables, pressure level, and load path ensures tightly precise and defect-free fabrication. Regardless of the industry, it enables you to create complex parts with intricate geometrical features.
Contact ProleanTech if you need any related consultations or high-quality sheet metal bending service for your project. We have more than a decade of experience in fabrication and a specialized team of engineers for metal forming customization.
FAQs
What are the limitations of hydroforming?
The limitations of hydroforming are control complexities, low compatibility with tough alloys, risk of material thinning, and high cost for low volumes.
What is the difference between active hydroforming and sheet hydroforming?
Active hydroforming uses a punch, cylinders, or other mechanisms with fluid inside to control the pressure, whereas sheet hydroforming uses a fluid-backed rubber diaphragm.



0 Comments