Image Title: Punching vs. Laser Cutting
Want to make things precisely? This is important in manufacturing! Now, think about creating a metal part. The two big ways to do this are like rivals on the floor of your factory: Punching and Laser Cutting. Each one explains how fast you make things, how much it costs, and how good the final product is.
Punching? It is like using a strong stamp to cut the shapes in the metal. Laser Cutting? It uses super-focused light to slice the metal with amazing accuracy. Choosing the right one really matters to your business.
Smart companies know that picking the wrong method will result in wasting money and time. If you run a small business, you need ways to make things that are fast, accurate, and do not break the bank.
At ProleanTech, we’re good at finding the best way to make your parts. We help you decide so you can get ahead faster. Let’s see which of these methods fits what you need!
What is Punching?

What is Punching?
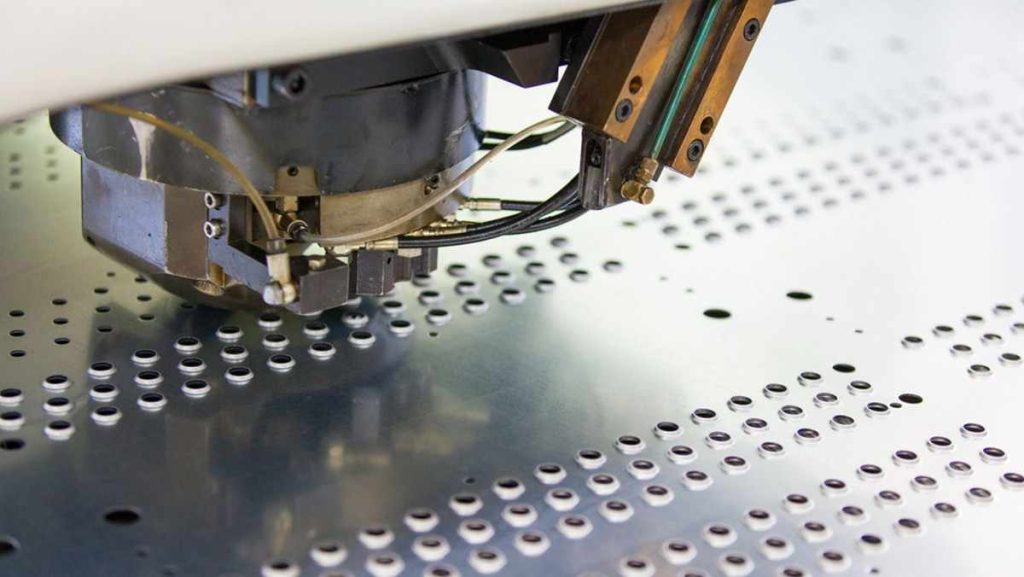
The punching removes the material from metal sheets using controlled mechanical force. A sheet Metal Punch press drives hardened steel dies through workpieces at high speeds. The process makes clean holes, slots and complex shapes in seconds.
Modern punch presses work with hydraulic or mechanical systems. The upper die (punch) descends through the material while the lower die (die block) supports the workpiece. Material separation occurs when the punch enters about 30–40% sheet thickness.
Press punch machine configurations range from simple single-station units to complex turret systems. Turret presses rotate multiple dies automatically, enabling rapid pattern creation without manual tool changes. CNC Control Systems positions workpieces precisely for repeatable accuracy.
What is the Punching Method?
Punching Method
The punching method involves systematic material removal through the shearing option. The operators are in a metal sheet position on the press table and align them with the guide system. The punch descends at controlled speed, usually 100–500 strokes per minute.
Three separate phases mark the punching process:
- Penetration phase: The punch contacts and begins entering the material
- Shearing phase: Material fractures as the punch reaches critical depth
- Stripping phase: The punch retracts while strippers prevent material from sticking
The tool selection determines the quality and production efficiency of the hole. The fast, properly maintained dies, produces clean edges with minimum burr formation. Die clearance (difference between punch and die) should match the thickness of the material and type for optimal results.
Read More: Efficiency in Sheet Metal Punching
What are the Advantages of Punching?
Advantages of Punching
There are many strong advantages of punching that make it the best option for some jobs. Here are the main benefits:
- Modern punching machines, such as turret presses, can make 500 to 1000 holes every minute. This is much faster than laser cutting, which is why the punching works great to make a large number of parts quickly.
- Punching also saves money while making a lot of parts. After dies (cutting equipment), the cost for each part is very low. Punching only removes the required metal, so very few materials are wasted.
- Punching is not only for holes. It can also create size, louvres, raised design and other wide features – all in one step. Some dies do many actions at once, which cuts down on handling time.
- Punching is also very consistent. Each part comes exactly the same. Since it uses mechanical force and there is no heat, there are no changes related to heat in the metal. It holds the shape of the part within ± 0.002 inches without problems.
At proleanTech, we use advanced punching tools to create large amounts of parts that are sharp, accurate and always reliable.
What are the Disadvantages of Punching?
Disadvantages of Punching
Even though there are many good points in pressing and punching, it also has some limitations that you need to think about. Let’s see them:
- In the beginning, punching tools can be expensive. The cost of special dying made for custom figures can range from $500 to $5000, depending on the complexity of how complicated the size is. If you only need to make a small number of parts, it can be difficult to cover these high costs.
- Punching does not work well with all types of materials. It usually handles the thickness of the sheet between 0.010 “and 0.500”, depending on how hard the metal is. Very hard metals may require special equipment or a separate cutting method.
- The edge of the punched metal is not always smooth. The result depends on the type of metal and how fast the tool is. Some metals may have rough edges or cracks, which means that you may require additional work, such as deburring, to clean them.
- Punching also has a size limit. You cannot make small holes through the thickness of the metal. If you need detailed shapes or curves, you may need expensive progressive dying or several stages to finish the job.
What is Laser Cutting?
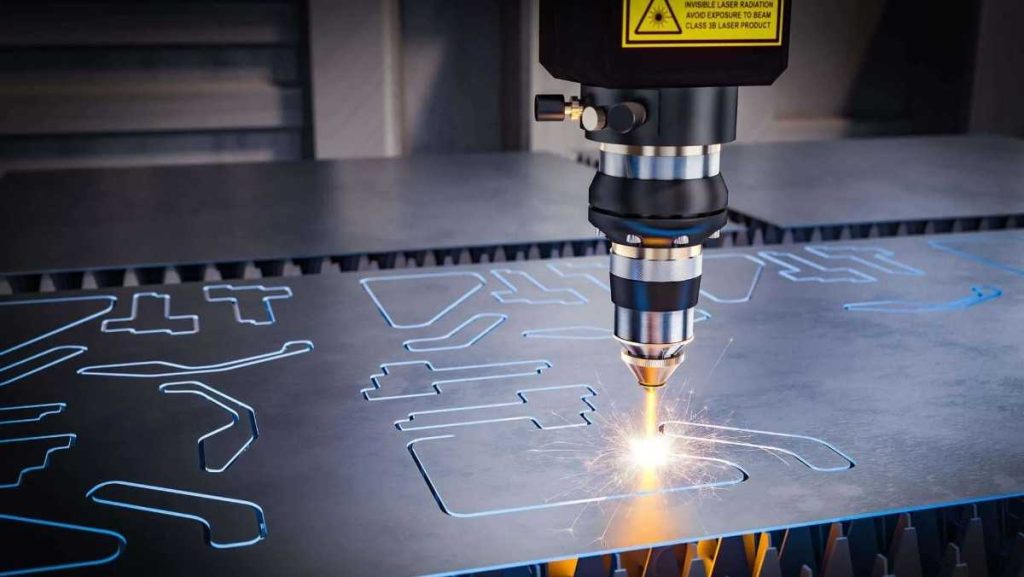
Laser Cutting
Laser cutting uses strong, focused light to melt, burn or turn into a gas with planned lines. The laser beam is made too small to cut with high accuracy, and causes slight heat damage in nearby areas.
CO2 lasers are usually used to cut sheet metal. They produce infrared light with a 10.6 micrometer wavelength. But now, fiber lasers are becoming more popular because they make better cuts and use energy more efficiently.
The cutting process does some things at once. The laser heats the metal until it melts or turns into gas. Then, special gases like oxygen, nitrogen, or air blow the melted metal out of the cut. CNC machines transform the laser head with accurate routes to fully follow the design.
Laser cutting sheet metal can be thin to 6 inches thick up to 0.005 inches. Laser power and material types decide how thick the metal can be.
Try Prolean Now!
Understanding the Laser Cutting Process

Laser Cutting Process
Laser cutting begins with computer-aided design (CAD) file preparation. Nesting software arranges parts optimally on sheet material to minimize waste. CNC programming converts geometry into machine-readable instructions.
Beam delivery systems transport laser energy from the source to the cutting head. Fiber optic cables or mirrors direct the beam while maintaining focus quality. Focus lenses concentrate energy on spots measuring 0.006″ to 0.012″ in diameter.
Motion systems position cutting heads with extreme precision. Linear motors or servo drives achieve positioning accuracies within ±0.001″. Simultaneous multi-axis motion enables complex contour cutting at high speeds.
Process monitoring ensures consistent cut quality. Sensors detect breakthroughs, monitor assist gas pressure, and track beam alignment. Automatic height control maintains optimal focal position as material thickness varies.
What are the Advantages of Laser Cutting?

Advantages of Laser Cutting
Laser cutting is known for its high accuracy and clean results. It provides many benefits for modern manufacturing. Let’s have a look:
- The main benefit is precision. Laser cuttings can reach tight tolerance, often around ± 0.002 “, without any edge taper. It cuts a very accurate, wide shape without expensive equipment or the need to die.
- It is also very flexible. If your design changes, you can update the machine program in a few minutes. You will not have to wait a week to die. This makes laser cutting perfect for prototypes and small production runs.
- Laser machines can cut many materials, including metal, plastic, ceramic and composite. Steel laser cutting handles both thin and thick sheets with the same high quality.
- The edges are usually very smooth. This means that you often do not require an additional finishing function. With correct settings, the cuts are straight and clean, with only a small heat-affected area.
- Since the laser does not touch the material, there is no tool wear. You will not have to change the cutting dies, which reduces your maintenance and the cost of equipment.
What is the Main Disadvantage of Laser Cutting?
Disadvantages of Laser Cutting
Laser cutting is known for accuracy, but it also comes with some shortcomings. These issues can affect production time, cost and material options.
- Laser cutting is slower than punching when working with simple shapes. For detailed designs, the laser may need to make several passes, which reduces overall cutting speed. This can be a problem in slower, high-level production where time matters.
- The cost of a laser cutter is high due to high electricity use and regular care requirements. Parts such as laser tubes, lenses and mirrors wear out and should be replaced. The use of support gases such as nitrogen or oxygen also adds to the cost. Choosing the right type of laser machine can greatly affect how much you spend to run it.
- Laser cutters also withstand the limitations of the thickness of the material. These boundaries depend on the power of the laser and the type of metal. Shiny materials such as aluminum and copper reflect the laser beam, making them difficult to cut. Thicker pieces may need extra passes or special equipment to cut properly.
- Another issue is the heat produced during cutting. This heat replaces the metal near the edge, which can affect how the part works. Some projects may require additional stages to clean or fix these heat-affected areas.
What is the Difference Between Cutting and Punching? – Comparison Table

Difference Between Cutting & Punching
The main difference between punching vs laser cutting is how they remove the material and the type they leave behind.
The punching takes the metal out using strong mechanical force, which cuts the material by shearing it. It creates a special edge with both smooth and rough areas. Metal pieces, called slugs, are fully pushed out of the main sheet.
Cutting, especially with lasers, removes the metal using heat. The laser melts or converts the metal into gas along the cutting line. It makes a smooth, narrow cut called a kerf and releases the heat-affected edge. Unlike punching, the material is removed from the way a flowing manner, allowing the laser to follow complex shapes that cannot be done with punching.
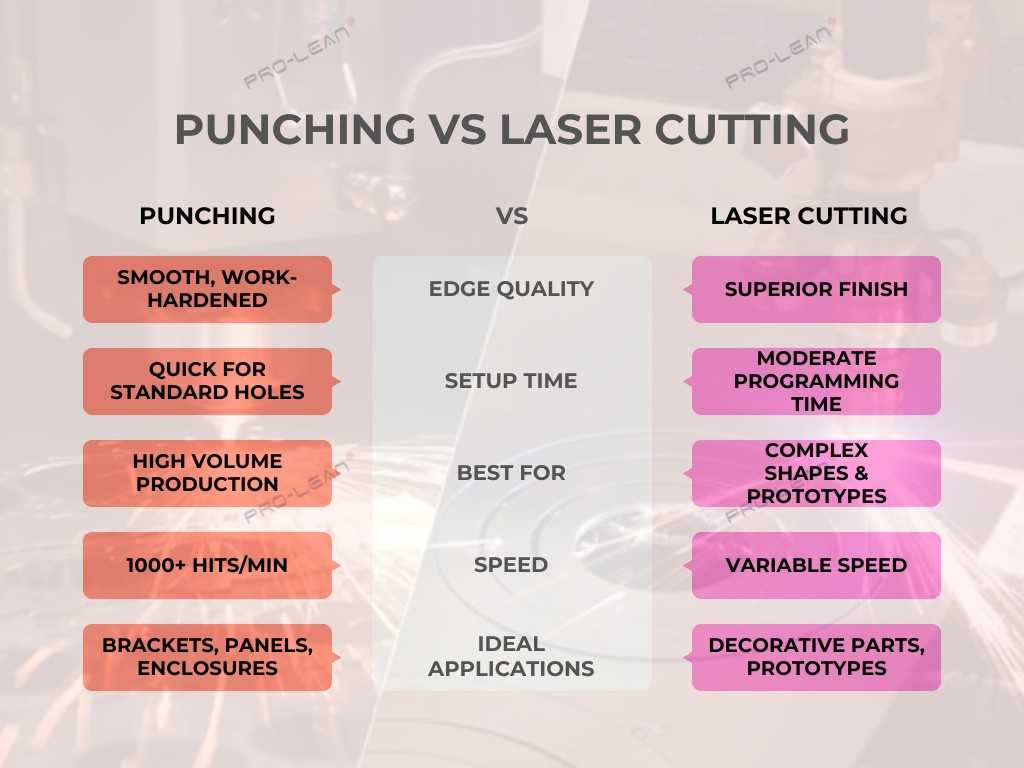
Image Title: Punching vs Laser Cutting Infographic
Here is the comparison table between punching and laser cutting:
| Feature | Punching | Laser Cutting |
| Speed | 500-1000 holes/minute | 100-2000 IPM cutting speed |
| Precision | ±0.002″ typical | ±0.001″ achievable |
| Setup Time | Tool changes required | Programming changes only |
| Material Thickness | 0.010″-0.500″ typical | 0.005″-6.000″ possible |
| Edge Quality | Good with proper tooling | Excellent when optimized |
| Operating Cost | Low per part | Moderate per part |
| Tooling Cost | $500-5000 per die | No tooling required |
| Design Flexibility | Limited by tooling | Unlimited geometric freedom |
| Heat Affected Zone | None | Minimal but present |
| Material Waste | Minimal | Optimized nesting reduces waste |
From a manufacturing perspective, punching excels in creating discrete features like holes and simple shapes at high speed, while cutting processes offer superior geometric flexibility for complex contours and intricate details.
Try Prolean Now!
Which One to Choose: Punching vs Laser Cutting?
Which One to Choose: Laser Cutting or Punching?
The selection between punching and right laser cutter depends on the needs of your project. Things such as the volume, size complexity, material type, and overall costs play an important role.
1. Quantity of Production
If you are making a large number of parts (more than 1000), punching is usually better. It is sharp and has a low cost for each part. But to test small batches or new designs, laser cutting is more flexible and cost-effective.
2. Based on Size and Design
The size of your part also matters. Punching works great for simple holes and basic shapes. If your design has complex lines, fine details, or requires tight accuracy, then laser cutting is a better option.
3. Material Type
Both methods work well on thin metal sheets (less than 0.125 inches thick). But if you are using thick metal, the laser cutting performs better. Be careful with bright or reflective metals – they can cause problems for laser machines.
4. On the Basis of Cost and Efficiency
To find the best value, see the total cost – not only machine time. Punching may require special equipment, and the setup takes time. Laser cuttings may slow down, but require less additional steps. Better option depends on the exact requirements of your job.
At that point, our experts at ProleanTech can help you to decide the right cutting method according to your project needs.
What is the Difference Between a Cut and a Smash Cut?

Difference Between a Cut and a Smash Cut
The cutting operation completely takes the material away, causing holes or partition parts. Both punching and laser cutting are genuine cutting methods as they remove material from metal pieces.
“Smash cuts” means something different. In manufacturing, the term is sometimes used for punching tasks that push or bend the metal instead of cutting it. But in most cases, regular punching cuts through the material cleanly instead of just shaping it.
This difference is important for how the part works. Clean-cut edges keep the edges strong and smooth. But bent or “smashed” areas can become weak spots and break quickly when used.
Advanced Metal Fabrication Solutions for Industry Leaders
Today’s factories often require both punching and laser cutting. To meet the needs of various customers, smart manufacturers use more than one method. This helps them serve all kinds of orders better and faster.
1. Both Punching and Laser use together
Some companies use a mixture of both methods. First of all, they quickly use punching to make normal shapes and holes. Then, laser cuttings are used for wide or difficult designs. This smart mix saves time and adds more options.
2. Connecting with Other Processes
These cutting methods do not work alone. They are part of a large system including bending, welding and surface finishing. For example, punching can be used first, then laser cutting makes a smooth finish. This creates the shapes that a method cannot do alone.
3. Keeping Quality High
Good companies use quality checks during both cutting methods. They use systems such as statistical process control (SPC) to see major settings during punching and laser cutting. This helps them to fix any problem quickly and keeps all parts as per the requirement.
4. Selecting the Correct Technology Matters
Experts in sheet metal punching, like ProleanTech, know that choosing the right method affects your entire production process. It is not just about cutting – it’s about how everything works smoothly together.
Proleantech’s sheet metal hole punching specialists understand that technology selection impacts your entire production workflow.
Why Choose ProleanTech?

Why Choose Proleantech?
At PROLEANTECH, we provide punching and laser cutting services at one place. This setup helps avoid delays when working with various suppliers. You get your parts fast and every time with the same quality.
Our skilled team helps you choose the best process for your needs. They carefully study your designs and suggest the most cost-saving method. This specialist advice helps you to save both time and money on every project.
We follow strict quality rules like ISO 9001 to ensure that every part matches your needs to ensure. Before shipping, we close each part closely to confirm the size and that the surface is smooth.
We also provide fast prototypes to speed up your product testing and development. We can use laser cutting for quick samples and punching for large production runs.
Conclusion – Punching vs Laser Cutting
Punching is great when you need to make a lot of parts with simple shapes. It is fast and keeps the cost low for each part, especially when the shapes are basic, like circles or squares. Laser cutting works better for wide and complex shapes, even if you do not need many parts. It is more accurate and flexible, but costs a little more to create each part.
The best option depends on how many parts you need, how complicated the sizes are, and your budget. Many smart manufacturers use both methods based on the job. A mixture of punching and laser cutting can give you the best results.
Work with our skilled fabricator who knows both processes well. Choosing the right method helps you to faster projects faster nd save money. Using the right process helps your business grow for a long time. Contact with ProleanTech experts today and see how our two-process system enhances your manufacturing success.
Get Your Quote Today!
FAQs
What are the Benefits of Punching Over Laser Cutting?
Punching is faster and better for making a large number of parts. It can punch 500 to 1000 holes in a minute, while laser cutting works at 100 to 500 inches every minute. After the cost of the equipment is spread across many parts, the cost per part is greatly reduced. In addition, punching does not use heat, so the metal keeps its original strength and quality.
What are the Benefits of a Punch Cut?
The punching makes clean and even edges without using heat, so there is no metal warping. It uses a strong cutting force to create holes that are repeatedly the right size. With special tools called progressive dies, several steps can happen at the same time, which saves time in handling. If the equipment is well taken care of, it can be used to make thousands of parts before the need for replacement.
What is the Process of Punching and Cutting?
The punching process begins by keeping the material firmly and holding it. Then, the punch goes down through the material while the dying holds it from the bottom. The shear occurs when the thickness of the punch materials becomes about 30–40%. After that, the punch draws back, while strippers prevent the material from sticking. Cutting methods may vary, but usually remove the material using mechanical force or heat.


0 Comments