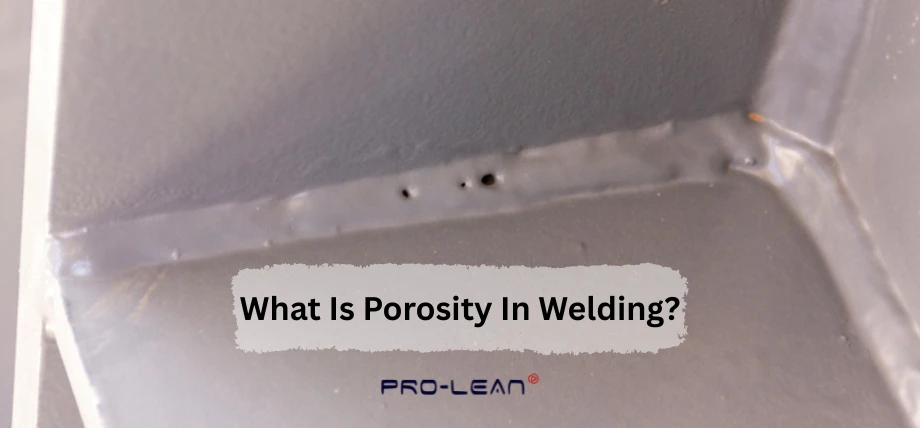
Welding porosity
Welding Porosity is a common defect that adversely affects weld quality, structural integrity, and performance in industrial applications.
Learn about porosity in welding and how it is caused, the effects, and prevention strategies. Knowing the key parameters and industry best practices allows you to produce high-quality welds while minimizing defects.
What is Porosity in Welding?
Porosity is a term used to describe tiny voids (gas pockets) trapped in a weld as it cools. These small bubbles weaken the weld by compromising the mechanical structure, causing failure due to stress and leading to cracking.
Types of Porosity
Porosity manifests in various forms, each type possessing its unique characteristics:
Surface Porosity
Visible gas pockets on weld surface; the most common cause of surface porosity is lack of shielding gas coverage.
Subsurface Porosity
Internal voids were discovered through non-destructive testing (NDT) using X-ray or ultrasonic inspection.
Wormhole Porosity
Long, tube-like pores that form during the rapid trapping of gases when the weld is forming.
Uniform Porosity
Evenly distributed small pores are often linked to contaminated materials or incorrect welding parameters.
Understanding these types helps welders identify and address porosity effectively.
Try Prolean Now!
Causes of Porosity in Welding
Porosity develops in a weld when gases get trapped inside the molten weld pool and cannot escape before the weld solidifies. There are several reasons for this defect, from material properties to incorrect welding technology.
Material Contamination
Porosity is a significant issue due to contaminated base metals or filler materials. Common contaminants include:

Multiple welding pores in a line
Moisture
Water absorbed on the material’s surface is released by welding, forming pores.
Oil and Grease
Residues from machine work or handling evaporate and form pockets.
Rust or Mill Scale
Oxide layers on the steel surface cannot be carried to the weld puddle.
When welding pipelines, especially in humid environments like the oil and gas industries, removing moisture and oxides before welding through pre-weld cleaning using solvents or wire brushing would be vital.
Improper Shielding Gas Coverage
The weld pool is shielded from the atmosphere with shielding gas (such as argon or CO2). Some examples of gas coverage issues:
- Low Gas Flow Rate: Insufficient shielding allows nitrogen or oxygen to enter the weld pool.
- Excessive Gas Flow: leads to turbulence that draws in atmospheric air.
- Leaking Gas Lines: Faulty equipment reduces gas delivery to the weld zone.
For good coverage, you can use a 15–25 cubic feet per hour (CFH) gas flow rate for MIG welding. Adjust based on welding position and environmental conditions.
Incorrect Welding Parameters

Welding unit
Welding parameters like voltage, current and travel speed directly affect the porosity in a weld.
High Voltage: High voltage can increase the arc length, which leads unstable arc leading to improper weld pool and porosity.
Low Current: Insufficient heat fails can leave traces of gases in the weld.
Fast Travel Speed: The welding speed prevents gas from escaping the molten pool.
Programmable logic controllers (PLCs) allow for precise control of parameters in automated welding systems used in automotive manufacturing, minimizing porosity in high-volume production.
Environmental Factors
Outside elements disperse shielding gas coverage, whether wind or drafts, especially for outdoor welding. High humidity will also introduce moisture, increasing the likelihood of hydrogen-induced porosity.
Try Prolean Now!
Effects of Porosity on Weld Quality
Porosity weakens welds’ mechanical properties and integrity, which is especially critical in industrial applications.
Reduced Strength and Ductility
Gas pockets are stress concentrators and reduce the tensile strength and ductility of the weld. Even a little porosity can lead to catastrophic failure in high-stakes applications like pressure vessels and load-bearing components.
Corrosion Susceptibility
The surface porosity makes the weld susceptible to environmental elements, causing corrosion in extreme marine or chemical processing environments.
Non-Compliance with Standards
Welding codes for industries are AWS D1.1 (structural steel) or ASME Section IX (pressure vessels). If porosity exceeds these limits, the weld can fail in applications that use these requirements.
How to Prevent Porosity in Welding
Porosity can be prevented by using the right materials and weld parameters, combined with adequate quality control. Here are specific actions to reduce porosity:
Pre-Weld Preparation
Clean Base Materials:
Degrease, wire brush, or grind off oil, use, and moisture. Acetone is used to remove serious surface contaminants from stainless steel.
Dry Filler Materials:
Store Electrode And Filler Wires In Moisture-Controlled Environments For SMAW Preheat low-hydrogen electrodes (250–300°C) before you use them.
Inspect Equipment:
Does your equipment deliver shielding gas consistently (check gas lines, regulators, and torches for leaks)?
Optimize Welding Parameters
Keep in mind that adjusting welding settings based on material and process (arc welding, tig or mig welding) is essential:
- MIG Welding: For carbon steel, use a voltage range of 18–24V and a wire feed speed of 200-400 inches per minute
- TIG Welding: Set amperage to about 100–200A for 1/8-inch-thick stainless steel, so a stable arc is produced and you keep it going.
- Travel Speed: 10–15 inches per minute (to let gas escape)

Welding clean pipes
Welding Shielding Gas Selection
Selecting the proper shielding gas for the material and welding process:
Argon: Perfect for TIG welding of stainless steel and aluminum.
Argon-CO2 Mix (75/25): Appropriate for carbon steel MIG welding.
Helium: It increases the penetration in dense materials and requires higher flow rates.
Quality Control Measures
- Non-Destructive Testing (NDT): Utilize X-ray, ultrasonic, or dye penetrant methods to find subsurface porosity.
- Welder Training: Operators should be certified and trained in defect prevention methodologies.
- Process Monitoring: Use sensors to monitor real-time gas flow, stable arc, and weld pool behavior for sensitive welding like pressure vessels.
Conclusion
Porosity is a preventable defect in welding. With best practices, such as cleaning, optimizing gas flow, and deploying NDT, welders can produce high-quality welds free from defects.
Grasping and mitigating porosity is necessary in industries where reliability is a non-negotiable factor, ensuring compliance with standards and optimizing structural characteristics. Stay updated on emerging technologies and training to maintain a competitive edge in weld quality.
Share your experiences with porosity in welding or ask questions in the comments below.
Expert Welding Services at ProleanTech
At Proleantech, we provide high-quality welding services for various metals. Discover more about our precision welding solutions–Get a quote today.
FAQ
- How do you stop porosity in welding?
Clean the base substrate metal, use a proper shielding gas, and maintain the rig. It is also essential to store welding electrodes to prevent moisture from getting into them.
- How is porosity prevented?
It is essential to clean the base metal and properly shielding the weld pool using the correct proper shielding gas.
- What causes porosity in 7018?
Porosity in 7018 is caused by an extended arc length and moisture in the electrode coating that gets absorbed into the electrode with improper storage.
- How much porosity is acceptable in a weld?
AWS D1.1 allows porosity up to 3/8″ in diameter for a single pore; you can use other standards to check for allowable porosity according to requirements.


0 Comments