Polycarbonate Injection Molding
Polypropylene (PP) is widely used in injection molding applications in plastic fabrication companies. It offers durability, flexibility, and strong resistance against moisture and chemicals. Polypropylene is light in weight. Therefore, it is easy to mold with little to no distortion. Beyond that, it has a superior ability to resist severe impacts, making it ideal for automotive and construction uses. In addition, PP has minimal drag because of its smooth texture. So, it’s a viable option for applications requiring low wear resistance.
Polypropylene is widely used in injection molding due to its economic production and versatility in applications requiring flexibility and moisture resistance.
If you are considering Polypropylene Injection Molding for your project, read this article. It covers important details about PP molding, its properties, benefits, and best practices for high-end production.
What is Polypropylene Injection Molding?

PP Injection Molded Piping Accessories
Polypropylene injection molding is a heavily used process in plastic part manufacturing companies. Generally, the process starts by melting polypropylene pellets to their melting point to reach a molten state.
Afterwards, it is injected into the mold. Due to the high hydraulic pressure, the material rapidly fills the mold cavity. The heat diffuses to the mold and immediately cools the molten material.
Once it is set, the shaped part is ejected through the discharge point. The ejected parts might need minimal trimming and further finishing, such as polishing and chemical treatments. Polypropylene injection molding has gained popularity because of its excellent properties, high strength, lightweightness, and chemical resistance. However, consider silicone injection molding if you need to produce pliable and long-lasting parts that last for decades.
Optimal Conditions for Polypropylene Injection Molding
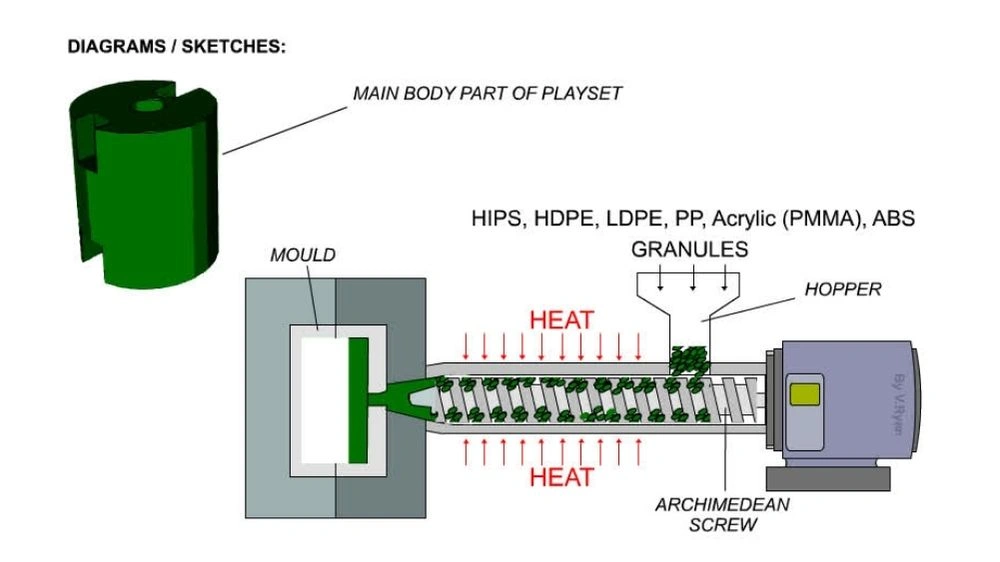
Illustration of Polypropylene Injection Molding Process
Obtaining a superior mold output depends on specific processing parameters and conditions. Let’s take a look at some factors to consider.
- If stored properly, Polypropylene usually does not need drying. To dry it, maintain a temperature range of 70 to 80°C for 2–4 hours, keeping its moisture content below 0.1%.
- The optimal material flow is attained at 220-280°C (428-536°F).
- To keep mold cooling at optimum, the temperature must stay between 20-80°C (68-176°F) to heat dissipation.
- The heat deflection temperature of PP reaches 100°C (212°F) at 0.46 MPa (66 PSI) before deforming occurs.
- The average injection molding temperature is between 32 and 66°C (90 and 150 °F) to balance cooling duration and material flow.
- PP has a tensile strength of 32 MPa (4,700 PSI). So, it can support structural components that require moderate strength.
- The material’s flexural strength is 41 MPa (6,000 PSI), which results in durable performance.
- A density(specific gravity) of 0.91 g/cm³ makes it ideal for weight-sensitive applications.
- During injection molding, pressure may rise to 180 MPa to obtain the correct material distribution within the mold.
- Depending on additives and processing conditions, PP typically shrinks 1.0–2.5%. The mold design must account for this range. (Read more about ceramic injection molding)
Try Prolean Now!
Key Benefits of Using Polypropylene in Injection Molding

PP Injection Molded Enclosure
Polypropylene injection molding dominates manufacturing since it provides economic production, strong material properties, and easy processing capabilities.
Manufacturers choose it as their primary plastic for producing high-quality products.
Easy Mold Release
Polypropylene has a minimal coefficient of friction. The mold release process becomes quick because of the smooth surface, reducing production expenses and increasing manufacturing speed.
High Fatigue Resistance
PP is highly resistant to recurring bending forces. It is best suited for living hinges, bottle caps, automotive interior parts, food containers, and medical syringes. The proper mold design allows it to operate safely for several million bending cycles.
Cost-Effective
Polypropylene injection molding costs less compared to other thermoplastic materials available today. The reason is that it is widely used, which keeps overall expenses reasonable. Polypropylene plastic granule typically costs around $1.20-2.30 per kg.
Moisture Resistance
Polypropylene has minimal water absorption properties, making it suitable for food containers and outdoor products. Moreover, the material does not require a prior drying procedure during the injection molding.
Smooth Flow in Molding
The viscous form of polypropylene at room temperature enables smooth mold filling. Polypropylene’s flow characteristics allow manufacturers to shape complicated details for their products. Ultimately, it helps reduce their production times and increases manufacturing efficiency.
Material Properties of Injection Molded Polypropylene

Polypropylene Pellets
Table: Injection molded polypropylene material properties
|
Property |
Range |
|
Density (g/cm³) |
0.895 – 0.92 |
|
Shrinkage Rate (%) |
1.0–2.5% |
|
Rockwell Hardness |
R80 – R125 |
|
Tensile Strength (MPa) |
20 – 40 |
|
Elongation at Break (%) |
200 – 600 |
|
Flexural Modulus (GPa) |
1.0 – 1.5 |
|
Flexural Strength (MPa) |
30 – 50 |
|
Drying Temp. (°C) |
70 – 80 |
|
Melt Temp. (°C) |
220 – 280 |
|
Mold Temp. (°C) |
20 – 80 |
Try Prolean Now!
Common Challenges in Polypropylene Injection Molding and How to Address Them
Here are some common injection molding defects found and their preventative takeups.
Warping
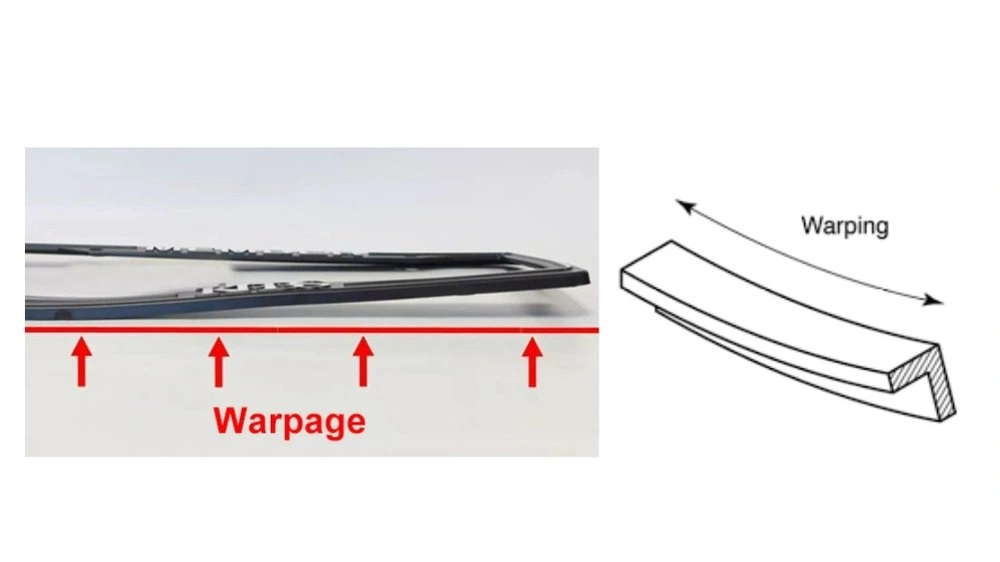
Warping Demonstration In Injection Molded part
Polypropylene parts can warp due to uneven cooling patterns. Warping deforms the parts and twists them into bizarre shapes. To mitigate this issue, you must maintain homogeneous wall thickness and optimized cooling channels. Moreover, it can be prevented through controlled injection speeds that work to relieve internal stresses.
Sink Marks
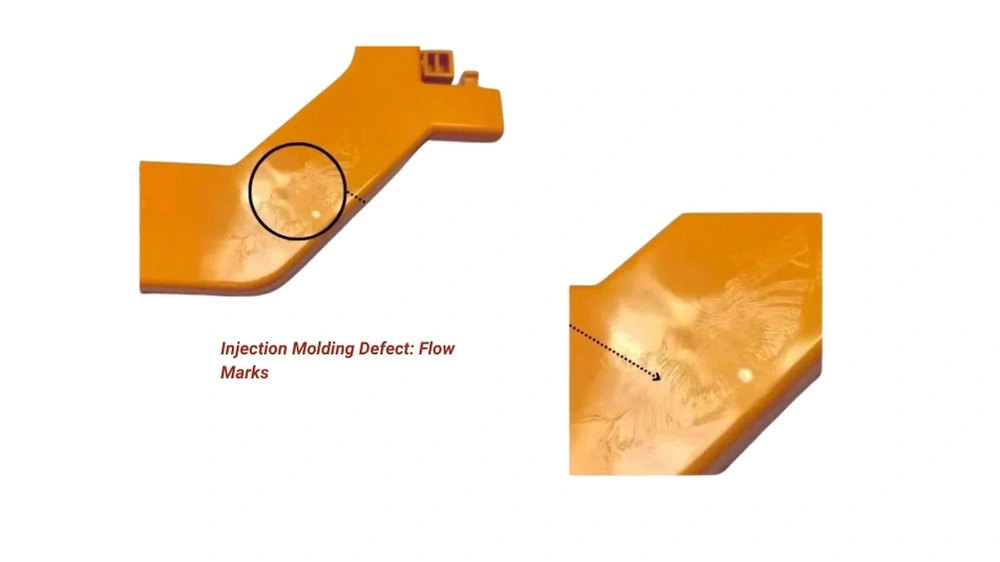
Injection Molding Defect: Flow Marks
When thick sections cool unevenly, surface depressions appear on the part’s surface, leaving sink marks. To prevent this, retain uniform wall thickness across the part, lower rib thickness, and increase packing pressure.
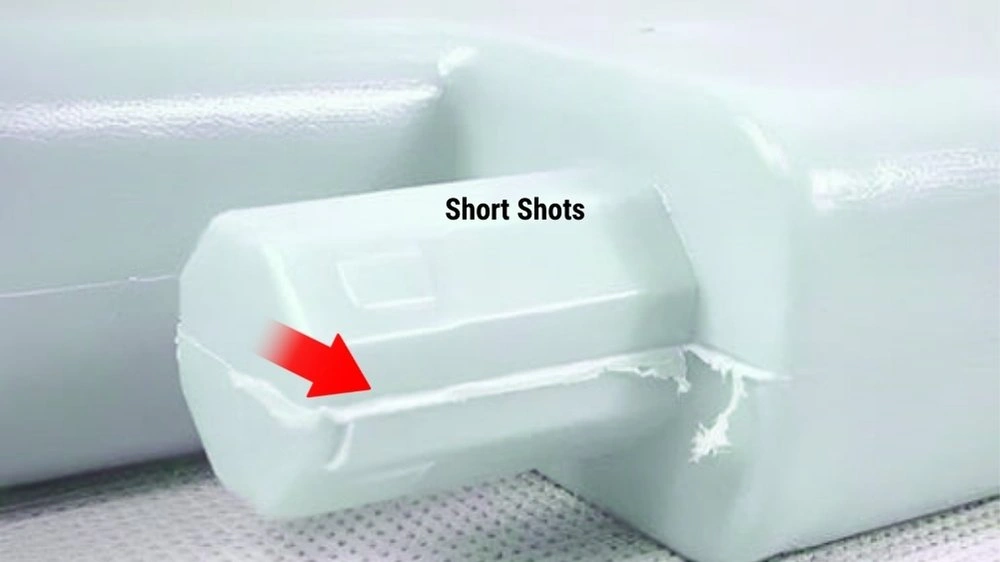
Short Shots
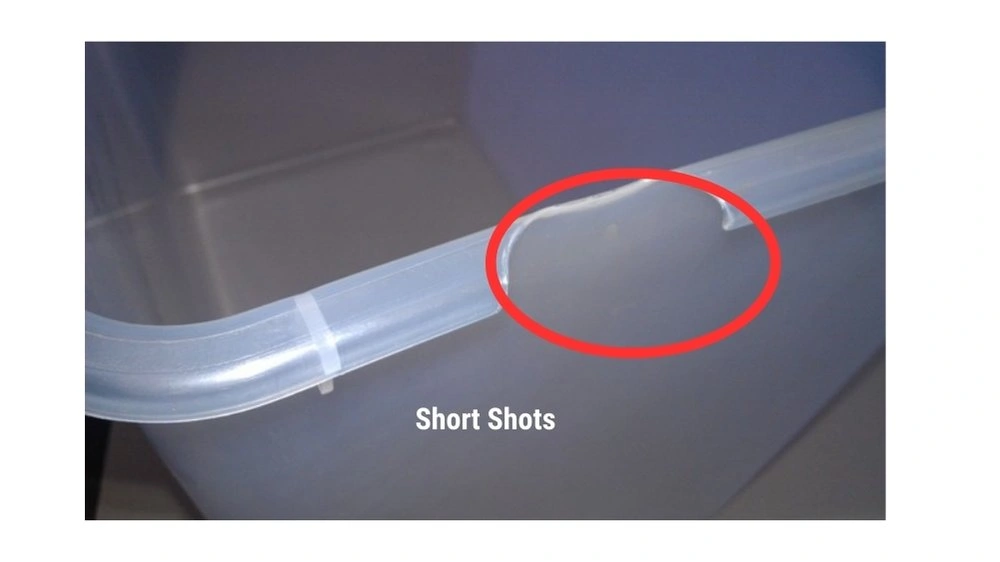
Injection Molded Defect: Short Shots
Short shots happen when the mold cavity is not filled due to low pressure and poor material flow. The formation of incomplete parts can be stopped by raising pressure levels, increasing melt temperatures, and maintaining adequate venting.
Flash Formation
Flashing In Molded Part
Mold misalignment and excessive pressure create flash as unwanted material deposits near parting lines. Proper mold clamping alongside tight mold tolerances and correctly configured injection speed can prevent flash defects.
Optimizing Injection Molding for Polypropylene: Best Practices
Here are the standard design considerations for fabricating products through the PP injection moulding process to increase performance and manufacturability standards.
Living Hinges
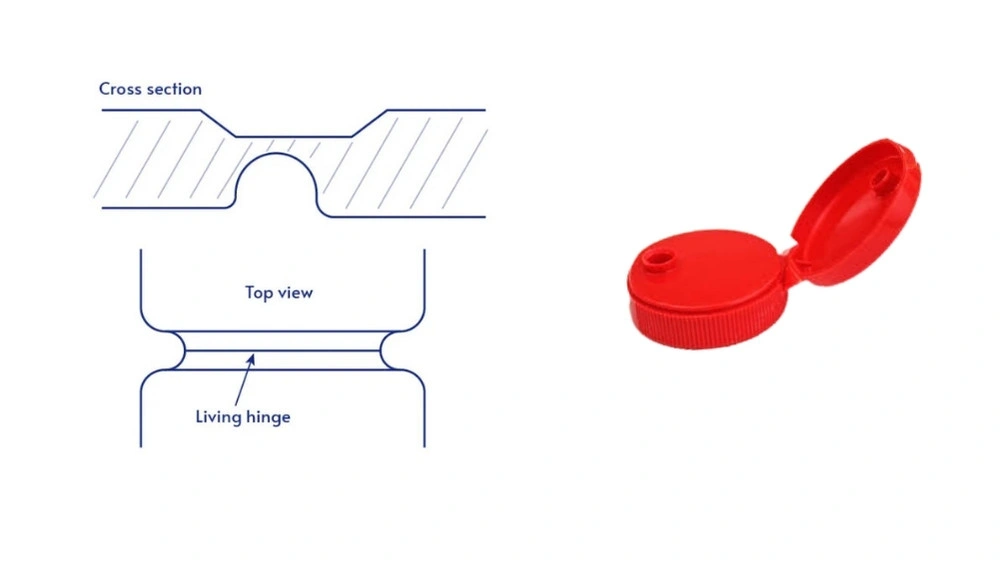
Live Hinges Injection Molding
Living hinges are best made from polypropylene. They are commonly used in caps and containers. The optimal hinge thickness range between 0.2 mm and 0.51 mm assures the best performance. Moreover, adding smooth, rounded regions and shoulder structures increases the strength of the hinge. These help prevent failure during repetitive bending.
Wall Thickness
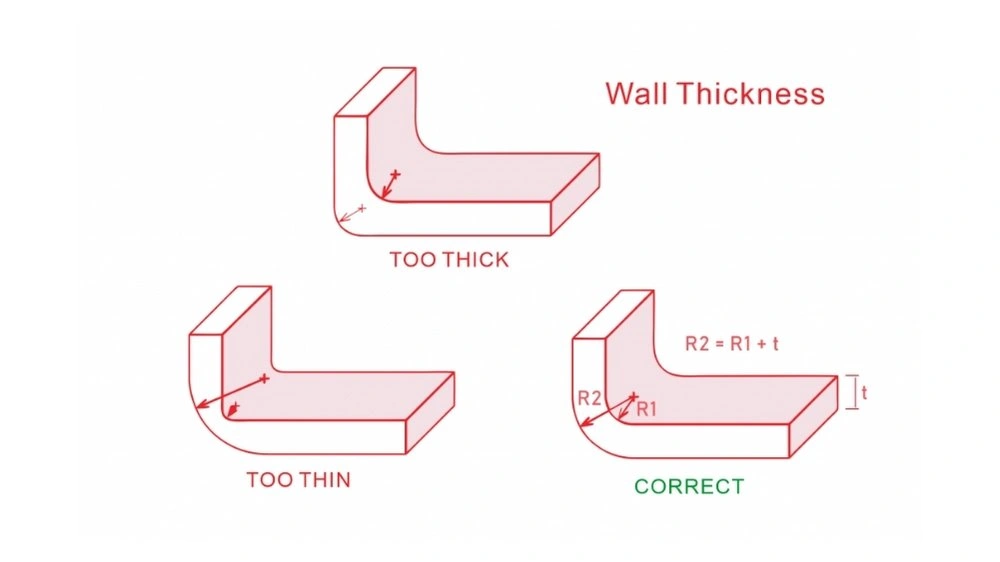
Injection Molding Wall Thickness
The wall thickness value directly determines the quality and strength of parts. It is advised that wall thicknesses be maintained between 0.635 mm and 3.81 mm. This value provides sufficient structural integrity and cooling of the component. In addition, the ribs incorporated into the part structure must have a length not exceeding one-half of the wall thickness of the material to reduce flaws.
Radii
Sharp edges can cause stress concentration and weak points in molded parts. The recommended radius value for structural strength reaches 25% of wall thickness, but a 75% radius assures peak stress distribution and part durability.
Draft Angles
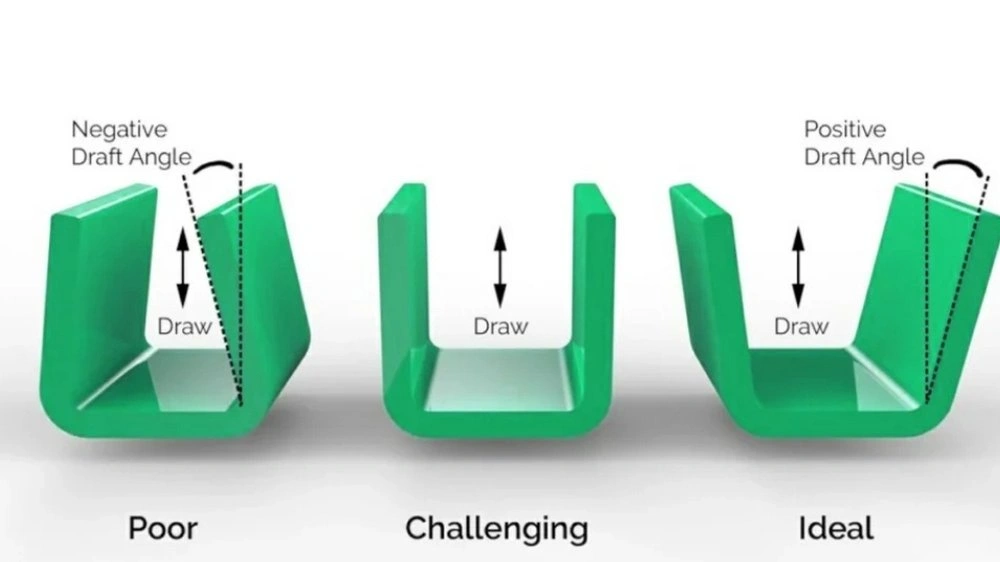
Injection Molding Draft Angle
Polypropylene parts need at least a 1-degree draft angle to function appropriately. The draft angle usually varies between 5 degrees for textured surfaces and 10 degrees for filled PP parts to ease mold release.
Tolerances
The more detailed design parts are more expensive. However, commercial tolerances allow inexpensive variations. For example, a 20mm PP part typically has a commercial tolerance of 0.125 mm. However, achieving an acceptable tolerance of 0.075 mm requires additional expense.
Read more: polycarbonate injection molding
Order Your PP Parts From Prolean Tech
Prolean Tech’s Injection Molding Services
The Polypropylene Injection Molding process needs careful control over processing conditions to achieve reliable parts. The proper molding techniques prevent common defects like warping, shrinkage, and sink marks. But with Prolean Tech, you can rest assured of high-quality injection molding service as our team will provide you with the best PP parts/products. Beyond PP, we offer Teflon, acrylic, HDPE, or nylon injection molding services. With years of experience serving, we deliver high-quality parts without compromising quality. So, place your order with confidence.
Moreover, our prices are quite reasonable. So, you can make the most of our high-end products by spending less. Have a question or want to place an order? Contact us today, and we’ll give you an instant quote!
FAQ’s
Q1. What is PP injection?
In PP injection molding, the mold is filled with melted polypropylene or PP plastic, which can cool and solidify into the desired shape. The process has gained widespread adoption because of its superior strength, flexibility, and cost-effectiveness, making it excellent for producing sturdy and lightweight products.
Q2. Why is polypropylene good for injection molding?
Polypropylene is optimum for injection molding because it is lightweight, has a low melt temperature, is flexible, and is chemical-resistant. It also flows easily, making it ideal for detailed molds. Plus, it’s affordable and made of recyclable plastic.
Q3. What is the injection pressure for PP?
The injection pressure for polypropylene typically ranges from 70 MPa to 140 MPa. The pressure depends on the part design and mold setup. Proper settings validate smooth flow and fewer defects.
Q4. How does polypropylene compare to other materials for injection molding?
Polypropylene is comparatively light in weight and more flexible than ABS and polycarbonate injection molding. Besides, it is also chemical-resistant and cheaper but not as rigid as some engineering plastics. Its balance of cost and durability makes it a top choice for injection molding.
Q5. What are the applications of polypropylene injection molding?
Polypropylene is used for car parts, food containers, medical devices, packaging, and household items. It’s also common in electronics and industrial products.
Q6. How do I choose the best material for injection molding?
Choose a material based on its strength, flexibility, and cost. PP is flexible, ABS is rigid, and polycarbonate is impact-resistant. Consider your product’s use and budget to make the right choice.


0 Comments