Plastic texture
Plastic components undergo different manufacturing steps starting from product design to assembly of different parts. Often, a plastic part is incomplete without additional processing to enhance aesthetics through the incorporation of surface textures on injection molded parts.
Brands are increasingly investing in sensory marketing, which is well-captured in the right texture of plastic used for packaging or direct use. Users may also want to get the best plastic texture for other reasons. Therefore, insisting on the right mold texture for your parts is crucial for business.
If you are in consumer, automotive, medical, packaging or any other industry that emphasizes on plastic surface finish for branding, functionality, and aesthetics, ProleanTech can partner with you.
Our injection molding molding finishes are unparalleled, and our machinery is extremely versatile.
So, what is it all about plastic texture? Let’s answer that now.
What is Plastic Texture?
We can define plastic texture as the 3D properties of the plastic’s surface. Since achieving a perfectly flat or flawless plastic surface is practically impossible, all plastic surfaces have some form of texture.
Plastic texture has a significant effect on a part’s functionality and mechanical properties. It determines the effectiveness of elements such as corrosion resistance, heat transfer, and wear resistance. For instance, a plastic part is easier to hold or grasp if it has a rougher surface.

Game controller handles
Experienced solutions providers such as ProleanTech have mastered the art of using plastic texture to achieve different product and brand goals. Consider plastic molded parts that normally have visible parting lines. We can creatively use surface textures on the mold to hide such issues.
If you need cosmetic use of this technique, that is also possible. The point is that carefully done injection molding finishes can help you achieve several things on your plastic parts.
Try Prolean Now!
Categories Of Plastic Texture That Can Transform Your Product
There are two main ways to achieve the desired texture on a plastic part. You can tool the texture on the mold or wait until the part is injection-molded to add the texture as part of the post-processing steps.
The first approach is ideal for repeatability and production speed. Since it minimizes the post-processing requirement, the textured mold approach is cost-effective, especially for high-volume manufacturing.
Subjecting plastic parts to sand blasting, etching, and other post-processes is also possible, but it can have limits, for instance, in terms of achieving a uniform finish for numerous parts.
Often, the two approaches are used together to attain the envisaged plastic surface texture.
What’s The Importance Of Mold Texture?
Injection molding tooling in the form of generating mold textures is a critical segment of a business that seeks to enhance product aesthetics, functionality, and strength.
If you are looking for such dynamics in your plastic injection molded part, call ProleanTech today and ask for an instant quote.
The reasons the mold texture makes sense for your parts are covered in detail below.
Enhances The Visual Appeal Of Plastic Parts
An injection mold texture can enhance the aesthetics of a plastic part, for instance for TV remote and phone casing.

Visually appealing phone case
The manufacturer can even use the texture to conceal product defects or imperfections. Some elementsthat our textured injection molds can mask are sinks and flow lines.
Improves The Product’s Grip
When a mold with textures is used, the slipping tendency of the part decreases. This means that a plastic part that is meant to be held is now easier to use. With this enhanced functionality comes the aspect of better product safety. It can even help improve productivity where such parts are used.

Bike handlebars
Different Injection Molding Finishes
With the background of plastic and mold texture, let us look at the different specific finishes for the mold.

Surface finishing on the mold.
When it comes to molding surface finishes, users have many options. The finishes on molding are defined by texture or polish, and there are numerous of them. The finish on the mold is embedded on the part during plastic injection molding.
Some SPI (Society of the Plastics Industry) Standards For Mold Finishing Options
| Mold Finish | SPI Standard | Surface finish technique | Surface roughness (Ra value) |
| Very high glossy finish | A1 | 6000 grit diamond buff | 0.012 – 0.025 |
| Normal glossy finish | A3 | 1200 grit diamond buff | 0.05 – 0.10 |
| Medium semi glossy finish | B2 | 400 grit paper | 0.1 – 0.15 |
| Fine matte finish | C1 | 600 grit stone | 0.35 – 0.40 |
| Medium matte finish | C2 | 400 grit stone | 0.45 – 0.55 |
| Satin textured finish | D1 | 600 stone prior to dry blast glass bead #11 | 0.8 – 1.0 |
Below is a rundown of the most mold finishes, which can produce a great effect on injection molded plastic parts:
-
A Polished Surface Finish
After the injection mold has been machined by electric discharge machining (EDM) or computer numerical control (CNC), the processing marks are removed through polishing.

Polished mold surface finish
Polishing results can vary a lot, but the Society of the Plastics Industry (SPI) provides the standards. According to the SPI injection molding standards, polished surface finishes can be transparent or highly glossy, semi-glossy, or matte finish.
The transparent or high-gloss finishes are the best-polished finishes possible and are categorized under A-1, A-2, and A-3 levels. A lot of mold polishing and buffing is required to produce them.
-
Surface Finish Created By Grit Stone
Grit standing stones can create rough mold finishes that suit certain injection molded plastic parts. The resulting matte finish is not very uniform, but it is effective in concealing mold defects and tool marks. The finish is also easy and fast to produce on the mold, so its tooling costs are manageable.
-
Surface Finish From Blasting – Sand Or Glass
Some users may prefer injection molding parts that have a sand or glass-blasted surface finish. Surface finishes of this type are in Category D and are generally rougher.
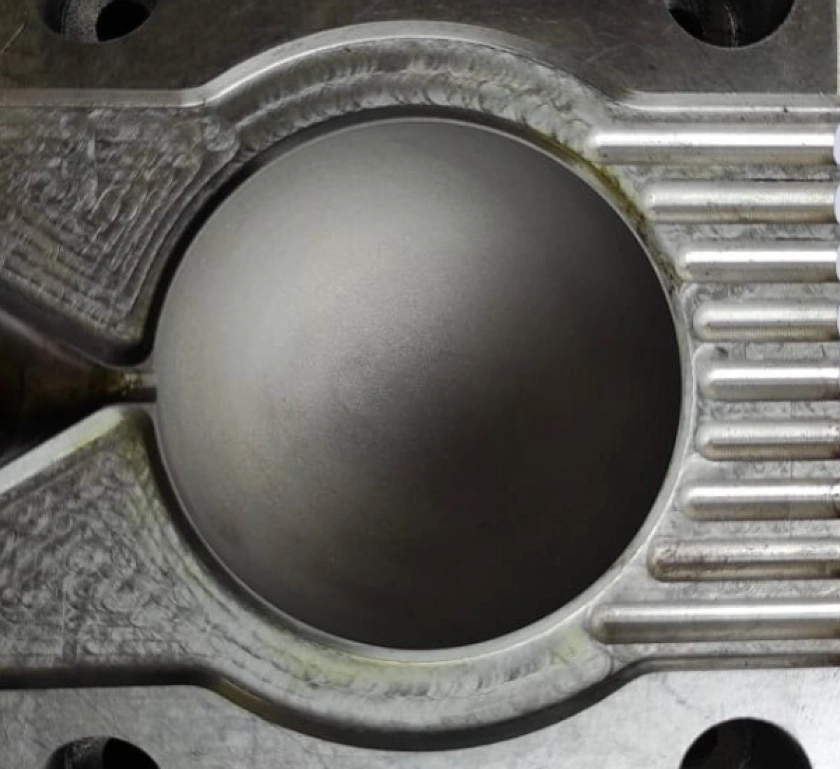
Sand blasting surface
The random blasting of the mold surface with sand or glass creates unidirectional patterns. The biggest benefit of these injection molding finishes is their effectiveness in creating flat finishes.
-
Surface Finish Generated By Electric Discharge Machining (EDM).
The Electric Discharge Machining (EDM) is also used to create types of textures that are like spark-eroded surfaces. If the mold material is suitable, this mold surface finish is also worth considering.
Try Prolean Now!
Minimizing Common Injection Molding Defects
Plastic injection molding defects are a major challenge for this versatile manufacturing technology. The main ones are weld lines, witness marks, sink marks, and parting lines.
Fortunately, there are different ways to eliminate or conceal these defects. Plastic texture is one of the most effective approaches. As we outline these defects next, we invite you for a more in-depth discussion of the injection molding defects and how to control them.
Sink Marks On Plastic Molded Parts
Sink marks
A sink mark is a recession on a plastic molded part. It could be one or several of them, but the bottom line is that they are unwanted. Structural reinforcements are the main causes of sink marks.
Apart from the professional design of these reinforcements, these mold defects are also avoidable through injection pressure balance, use of cooling channels, and expert mold surface finish.
Parting Lines On Plastic Parts
Parting lines are also common in plastic injection molded parts. These defects show as raised thin lips. These defects often traverse the entire outline of the molded part, save for sections with inserts.

Parting line
Minimizing parting lines is possible. One solution is incorporating similar lines in the mold to mask the parting line. The location of the parting line also matters. Plastic molding experts also conceal the parting line, for instance, under a cap.
Sanding away the parting lines is also feasible, but this can be strenuous and expensive for mass production.
In relation to plastic texture, an ideal solution for these lines is the use of matte finishes and rough type of textures on the mold.
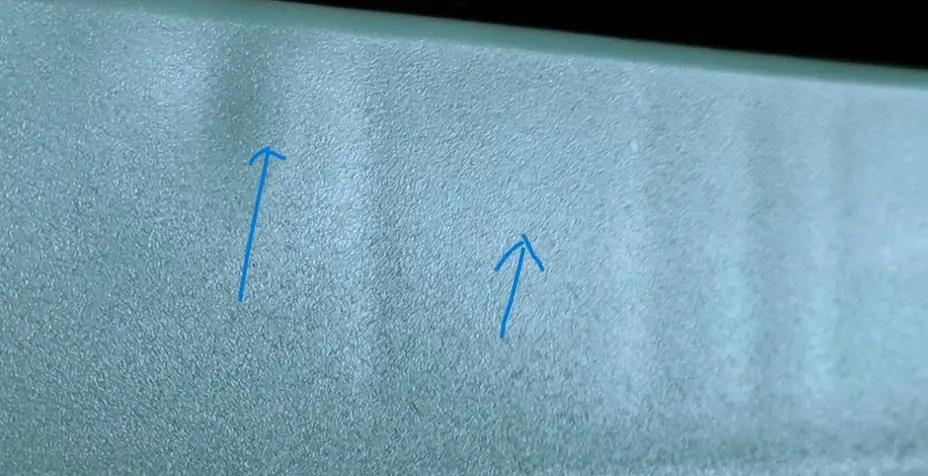
Weld Lines
Weld lines are other common injection molding defects that you should consider when sourcing plastic injection molded parts. A weld line is a scratch-like feature stretching from a hole. It is undesirable not only for the eyesoreness but also the potential effect on a part’s strength.
The typical cause of this weld defect is an obstruction within the mold during the injection molding process.

Plastic part with weld lines
There are different ways to counter this issue, including redesigning the runners and gates, adjusting the cooling temperature, and painting the molded part. An effective solution would also be using a matte finish on the mold surface to conceal the weld lines.
Witness Marks
Surface texture defects that appear as burrs are called witness marks. It is the point where the finished part and the waste sprue connect. This means that the positions of witness marks are dependent on the runner system design.
Disguising witness marks using mold finishes is one of the most effective ways of dealing with this defect. Other solutions are fan gates, submarine gates, and designing the witness mark for post-molding machining.
Your Business Is Better With Expert Injection Molding Finishes
It is always advisable to partner with a renowned plastic manufacturer from the initial stages of a project to prevent mold defects. The team at ProleanTech is highly experienced in rapid injection mold tooling, also called rapid tooling.
Our rapid tooling services for aluminum and steel molds suit batches as large as 10,000 and take just one or two weeks to design.
Conclusion
The injection mold texture determines the aesthetics and usability of plastic injection molding parts. It is important to know the different specifications and possibilities of surface finish available.
Partnering with a manufacturer that has perfected the process is even better because it guarantees timely, cost-effective, and consistent results. ProleanTech closely works with clients to determine the ideal mold surface finishes for products.
Get in contact with our experts today for more details about the rapid injection molding process and to get started with manufacturing.

0 Comments