
Sheet metal stamping produces complex parts in large volumes at competitive pricing. However, this process is not free from the risk of defects. Any error in stamping parameters, low material quality, incorrect die tooling, and other factors can cause stamped metal parts’ defects.
Understanding the potential defects, consequences, and causes behind them helps to understand their nature and make effective prevention strategies.
Let’s discuss common defects, causes, and how you can prevent them in detail.
What are Common Defects in the Metal Stamping Process?
The stamping defects are related to dimensional errors, material defects, deformation quality, etc. Any of these defects in stamped metal parts lead to a higher rejection rate and increased production cost.
Let’s understand all possible metal stamping defects briefly;
Burr Defect

Burr defect
Burrs are the small and excess material attachments on the edges associated with the clearance of the die and punch. A tight clearance sometimes resists the full-cutting of the sheet, and leaves raised edges and burrs. The consequence of the burr defect is a requirement for further processing (e.g., deburring, grinding, etc). Otherwise, the burr influences the functionality of the component.
Material Cracks and Wrinkles

Crack in stamping part
The sheet material fed into the stamping die can be cracked at corners, edges, and any localized deformed section. Typically, the larger pressing force leads to cracks in concentrated areas. Additionally, low material quality can also cause cracks.
Wrinkle defects are uneven, creased, or folded surfaces in stamped parts. The key causes are improper material flow during forming. Additionally, wrinkles are more prone to curved sections of stamping parts.
Deformed Holes
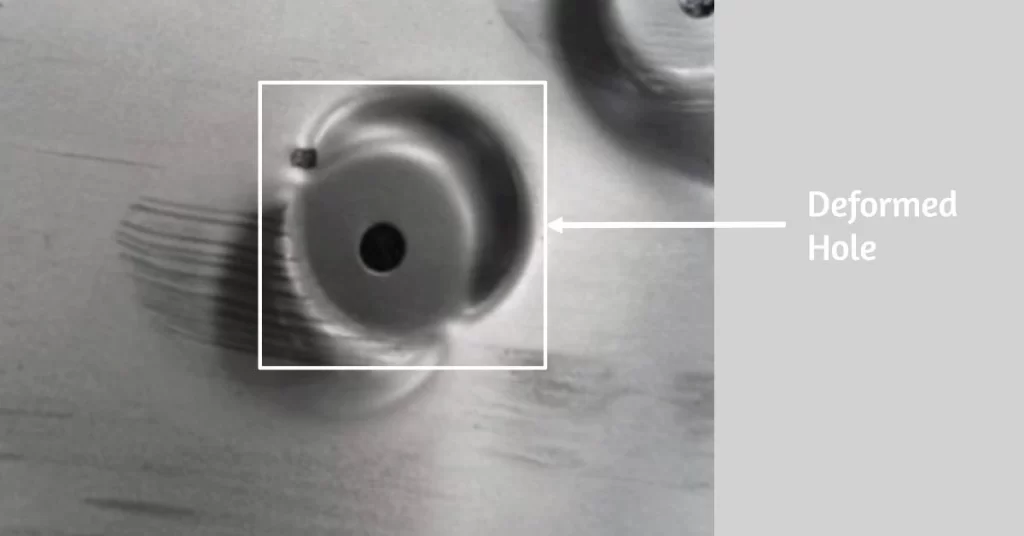
Deformed hole on the stamping part
The holes of stamping parts might lose their intended shape, size, or alignment, typically due to excessive stress or friction between the die and the workpiece. The deformed hole defects compromise part functionality, precision, and assembly.
It can also result from inadequate tooling design, incorrect pressure application, or material springback.
Wear on Die and Punch

Worn stamping punches
After certain time stamping, the die surface, cavities, and sharp edges can wear due to continuous stressing from the punch. Sometimes, these wear are visible to the naked eye, or sometimes, they might be hard to notice. This wear directly impacts the dimensional accuracy of parts.
Try Prolean Now!
Sink Marks and Other Indentions

surface indention
Sink marks are shallow depressions on the surface due to uneven cooling after deformation. Minor marks affect the aesthetic of stamping parts, whereas deeper marks influence the intended performance. Especially designs with varied thickness sections are more prone to sink marks.
Other surface indentions might seen in the stamped parts if impurities and dust are pressed along with the material.
Springback Defect
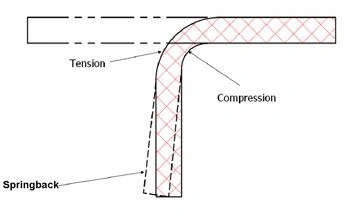
Springback in stamping
Springback is a common defect in stamping where the material partially returns to its original shape after forming due to elastic recovery. This causes both dimensional and geometrical inaccuracies.
This phenomenon occurs as work material undergoes both elastic and plastic deformation during bending, and the elastic portion causes the part to “spring back” once the force is removed.
Edge and Hole Brust
Hole bursting
Edges and holes can be brust during stamping, reducing parts’ structural integrity and mechanical strength. If high stress is concentrated in those features, the material might burst from weaker areas.
Try Prolean Now!
Causes of Defects in Sheet Metal Stamping
Next, the following are the leading causes of defects in stamping metal parts;
High Strain
Strain refers to the deformation length of dimension caused by applied stamping pressure. The high strain, when applied force, crosses the ultimate tensile strength of the material sheet, bends lines or edges tens to tear and crack.
Low Material Quality or Defects in Sheets
Low material quality or inappropriate material selection is another cause of stamping defects. If quality is not up to standard, they might not withstand the applied deformation force, causing cracks. Consequently, if there are already any defects in blank sheets, they will remain in stamping parts.
Die and Tooling Issues
Die, punch, and related fixtures might have design or installation issues if stamped items are somehow defective. It includes dullness of punch, worn material, misalignments, or faulty die design with uneven stress distribution.
Incorrect Punch Speed and Force
Incorrect punch speed, pressing force, and other stamping parameters cause several defects, from dimensional inconsistency to incomplete forming.
- High Punching Speed → Risk of cracking and tearing.
- Low Punching Speed → Incomplete forming and wrinkles.
- High Pressing Force → Material cracking, tool wear, and part distortion.
- Low Pressing Force → Improper shaping and springback defect.
Contamination and Lack of Lubrication
Dust, grease, debris, or other contamination in sheet metal surfaces or in the die cavity leads to visual imperfection in stamping parts. Consequently, lack of lubrication causes high friction, which might result in material cracking and folding at the edges.
Inconsistent Gap between Concave and Convex Side of Mold
The inconsistent uneven clearance or misalignment between the upper (convex) and lower (concave) die surfaces disrupts the force distribution and material flow. This causes metal stamping defects like inconsistent flanges and wrinkles.
How Material Defects Affect the Metal Stamping Process
If the sheet metal you are using as raw material for stamping itself involves defects, it will pass on those defects to stamped metal parts. The material issues might also cause other defects in the stamping process, like cracking or complete material failure.

Scratches on blank metal sheet
Therefore, look for the following material defect in metal stamping. Then, ensure your sheet blanks for stamping are free from any kind of such defects before stamping;
- Surface defects like rust, scratches, pits, or debris.
- Presence of non-metallic impurities, such as oxides or slags.
- Small voids causing porosity
- Varied thickness across the cross-section of the sheet.
- Coarse or uneven grain structures due to improper heat treatment or rolling.
Any of the above material defects in stamping disrupt the process and cause ununiform stress distribution. It also impacts the die and punch tooling—a detailed inspection and testing of the material sheet, along with other steps during material selection, is essential.
How to Prevent Defects in Custom Metal Stamping?
Preventing possible defects in custom metal stamping requires several considerations from the beginning of the process: installation check, in-process quality control, and after-production inspections.
- Die Tooling Design
Your stamping die design must be compatible with its production technique, so optimize your die tooling design for DMF. Consequently, it should include all the necessary features, and the die material should be chosen based on the geometry and material of stamping parts.
- Correct Installation of Die and Right Stamping Parameters
Install die in punch press with correct alignment. You can use the calibration instrument after setup to ensure this. Then, input the parameters like speed, tonnage, shut height, die clearance, and back pressure in the CNC stamping machine based on the thickness, size, and complexity of the designed part.
- Preheating and Lubrication
Preheat the sheet and die to avoid cracks, as it improves the plasticity of the metal. Next, lubrication should be applied to the die and blank worksheet to reduce friction due to repetitive pressing.
- Regular Maintenance of Equipment and Tooling
Maintain the CNC stamping equipment, metal stamping tooling, and auxiliary systems regularly. You can either follow the manufacturer’s guidelines or develop a new periodic maintenance plan incorporating that guideline.
- Use Stress-relieved Materials
Choose heat-treated (annealed) material sheets; they increase the formability and prevent the risk of material warping and springback. Additionally, you can consider the spring-back factor during part designing.
How Can I Prevent Warping and Distortion in Stamped Parts?
Right material selection is one of the methods to prevent warping and distortion in stamped parts. Choose the right type of metal sheet with uniform thickness. Additionally, you can apply annealing or stress-relief treatments before stamping. So, it reduces the internal stresses and increases ductility.
Adjust speed and pressure and maintain a uniform pressure application on a part to avoid uneven deformation. Additionally, progressive stamping, or multi-stage stamping, distributes stress more evenly and reduces the risk of warping and distortion.
Quality Control in Metal Stamping: How to Identify and Address Defects

Quality control in stamping
Quality control is a systematic approach to inspection, measurement, and analysis in stamping fabrication. These are done before, after, and during the stamping process with different methodologies and instruments. In each stage, defects are identified and addressed immediately.
Material Inspection
First, raw metals are inspected for consistent thickness, surface cracks, impurities, and marks. Calipers, micrometers, ultrasonic testing, and other various instruments can be used for this. The main goal of this stage is to ensure defect-free material for stamping.
In Process Quality Control
Automated instruments closely monitor the stamping process to identify the defects in sheet metal stamping process and act on them promptly. Typically, real-time monitoring systems are used for this, providing data related to pressure, alignment, speed, and tool wear. The process can be adjusted to ensure quality if any errors are found.
Post-Stamping Quality Control
The final inspections and analysis ensure the finished parts meet quality standards. Advanced techniques like coordinate measuring machines (CMM) and surface roughness testers are used for this. If any defective parts are identified, the cases are analyzed, and prevention actions are adapted in the next cycle for production refinement.
Get Defect-free Metal Stamping Parts from ProleanTech
Do you need CMM-inspected defect-free stamping parts? At ProleanTech, we use advanced CNC stamping machines and custom tooling to produce complex stamped parts, which go through detailed quality control measures before packaging.
Our engineers and operators have over a decade of experience in this field. They can quickly identify possible defects and make effective plans to avoid them. So, upload your design to get a quote for metal stamping service today!
Summing Up
The stamping process might produce parts with defects like aesthetic indention, wrinkles, cracked edges, offset corners, etc. You need to understand the root causes of those defects to make preventative strategies; the reasons could be improper setup, wear on the die, incorrect punch speed, contaminated worksheet, etc. Then, the right prevention action can be taken.
FAQs
- What are the most common defects in metal stamping?
Material tear & crack, burrs, wrinkles, and surface indentions are some typical defects in sheet metal stamping process.
- How do material defects affect metal stamping?
Suppose a material sheet contains defects, such as ununiform thickness, oxide impurities, or poor formability. In that case, it causes defects like cracks in stamping parts and also leads to rapid tool wear.
- How can I prevent defects in custom metal stamping?
To prevent defects in metal stamping;
- Use quality materials
- Regularly maintain equipment and die setup
- Celebrate the setup for alignment before stamping
- Adopt real-time monitoring and strict quality control measures
- What causes surface defects in metal stamping?
The primary causes of surface defects in metal stamping are incorrect die installation and stamping parameters, external contaminations, improper lubrication, and lack of frequent maintenance.
- How can tooling and die maintenance reduce stamping defects?
Tooling and die maintenance is critical in reducing and preventing possible metal stamping defects. Periodic cleaning, lubrication, and wear inspections help to avoid issues like chipping dull edges and material tears.


0 Comments