“Metal injection molding combines the precision of plastic molding with the strength of metal, creating complex parts efficiently, perfect for producing small, complex components efficiently.”
MIM(Metal Injection Molding) is an advanced manufacturing technique that combines plastic injection molding and metal properties. It is best suited to small detail parts, usually in the weight range of 1 to 100 grams of metal. The beauty of MIM manufacturing lies in its ability to easily generate intricate shapes with very tight measurements, which is why the MIM process is used in a wide range of applications, from medical devices to aerospace accessories.
This article comprehensively analyzes the MIM process and its uses, benefits, and limitations.
What is Metal Injection Molding?
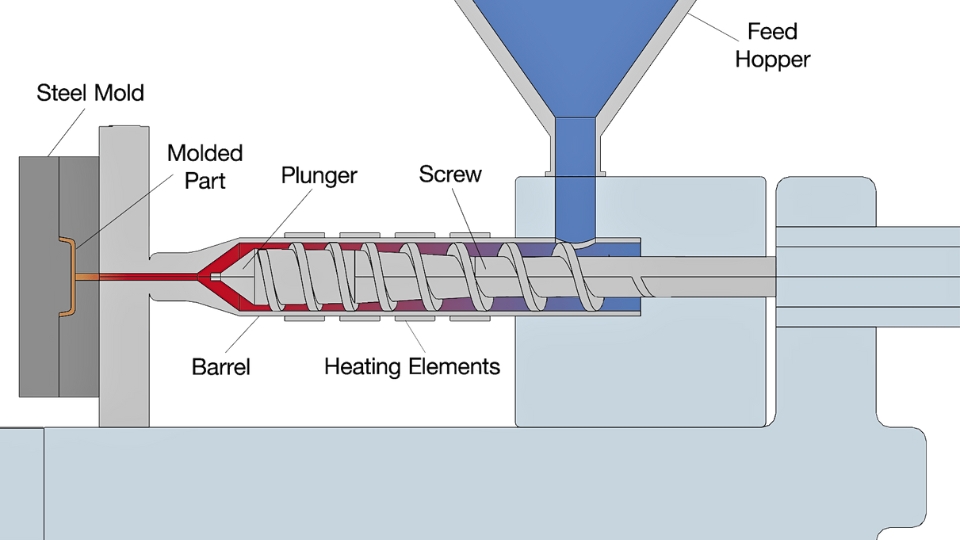
Metal injection molding process
MIM is a complex feedstock production process that combines fine metal powders and a thermosetting plastic binder system. The metal powders used in MIM technology are usually in the size range of 5-20 microns, which makes them acceptable and uniformly distributed, hence producing accurate parts.
- Injection Molding: After mixing and granulating, the feedstock is heated and injected into a mold under pressures, typically ranging above 100 MPa (megapascals). Mold dimensions have to be accurate to an acceptable degree to meet specific part standards. The molded part, which still has the binder, is called a “green part. ”
- Debinding: The green parts are then put through a debinding process to remove any binder material. Either solvent extraction or thermal decomposition, or both can be used sequentially. Debinding, usually reduces the binder content to approximately 10%, while the remaining mass forms a porous structure known as the “brown part.”
- Sintering: Depending on the metal alloy, the brown parts are sintered in a controlled atmosphere furnace between 1200 and 1400 C. During the sintering process, the metal particles conform, increasing compact density. Sintered densities of MIM parts range between 96% & 99% of the theoretical density of the metal.
- Post-Sintering Operations: The MIM process results in parts requiring further processing, such as machining, heat treatment, and surface treatment, to attain the necessary final properties. These post-sintering processes can improve the mechanical properties of the parts, such as strength, hardness, and corrosion resistance.
As MIM involves precise control of powder size, molding pressure, and sintering conditions, many manufacturers work with experienced partners for production. Our Metal Injection Molding services with engineering capabilities provide detailed engineering support from design to production.
Try Prolean Now!
Technical Details and Advantages
Let’s discuss the technical aspects and benefits of Metal Injection Molding;
- Density and Strength: MIM parts attain near the theoretical maximum density of 96- 99% in the sintering process. This high density results in higher mechanical properties; tensile strength is usually greater than 1000 Mpa, and hardness is up to 60 HRC for some alloys.
- Dimensional Tolerance: The MIM process’s high accuracy enables the production of components with small dimension tolerances, usually within ±0.3 percent of the nominal dimension. This makes it suitable for designs with intricate shapes that need precise measurements.
- Shrinkage: The primary sintering process occurs when the part reduces its volume by about 15% to 20%. This shrinkage is expected, and the mold is designed to allow for it so that the final part will be the correct size.
Materials Used in MIM
The metal injection molding process can work with various metals and alloys, each offering unique properties that suit different applications. Some standard MIM Metals include
- Ferrous Alloys: These are stainless steels (for example, 316L, 17-4 PH), tool steels, and low-alloy steels. Of all the materials used in MIM, stainless steels are preferred because they resist corrosion and are strong, especially in the medical and automotive fields.
- Tungsten Alloys: Tungsten alloys have a higher density and excellent radiation protection characteristics. They are particularly used in medicine, aerospace, and defense sectors. Cobalt-chromium alloys are an example of tungsten alloys: These hard metals, cemented carbides, and ceramics are applied in wear-resistant products like cutting tools and aerospace products.
- Speciality Metals: This category consists of titanium, with its high strength-to-weight ratio and biocompatibility, making it ideal for use in medical implants, nickel, and molybdenum, for their high-temperature characteristics and corrosion resistance, respectively.
Related To: Best Injection Molding Materials
Metal Injection Molding (MIM) Attributes and Capabilities
The following table outlines the key attributes and capabilities of the Metal Injection Molding (MIM) process, highlighting the typical and extreme ranges that can be achieved in MIM production.
| Factors | Minimum | Typical | Maximum |
| Component Mass (grams) | 0.03 g | 10 – 15 g | 300 g |
| Dimension (millimeters) | 2 mm (0.08 in) | 25 mm (1 in) | 150 mm (6 in) |
| Wall Thickness (mm) | 0.025 mm (0.001 in) | 5 mm (0.2 in) | 15 mm (0.6 in) |
| Dimensional Tolerance (%) | ±0.2% | ±0.5% | ±1% |
| Part Density | 93% | 98% | 100% |
| Production Quantity | 1,000 units | 100,000 units | 100,000,000 units |
If your component falls within these ranges, it may be a strong candidate for MIM manufacturing. Our engineering team can review part geometry, material selection, and production volume to determine feasibility through our metal injection molding and engineering capabilities.
Design Guidelines for MIM Tooling
When planning to manufacture parts through MIM, tooling design is one of the most critical aspects of the manufacturing process. This involves selecting the parting line, positioning the gate, locating the ejector pin marks, and using cam actions.
Parting Lines
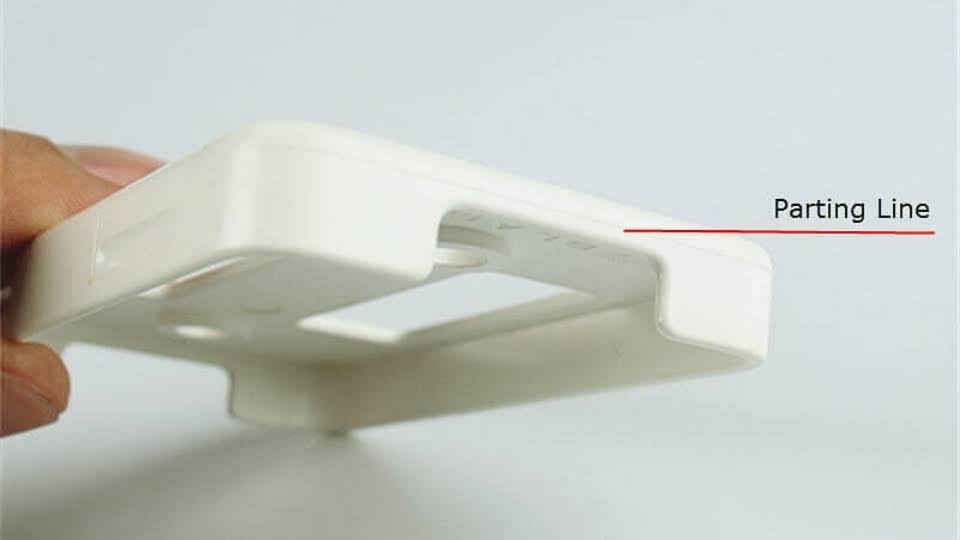
Parting line on the surface
In MIM, the parting line is the line across the mold where the two halves come together. While every MIM component will have this visible line, it is possible to reduce its thickness and, therefore, its visibility. If the parting line is established at the edge or step of a feature, this line can be made less conspicuous, thus improving the appearance of the part.
Gating
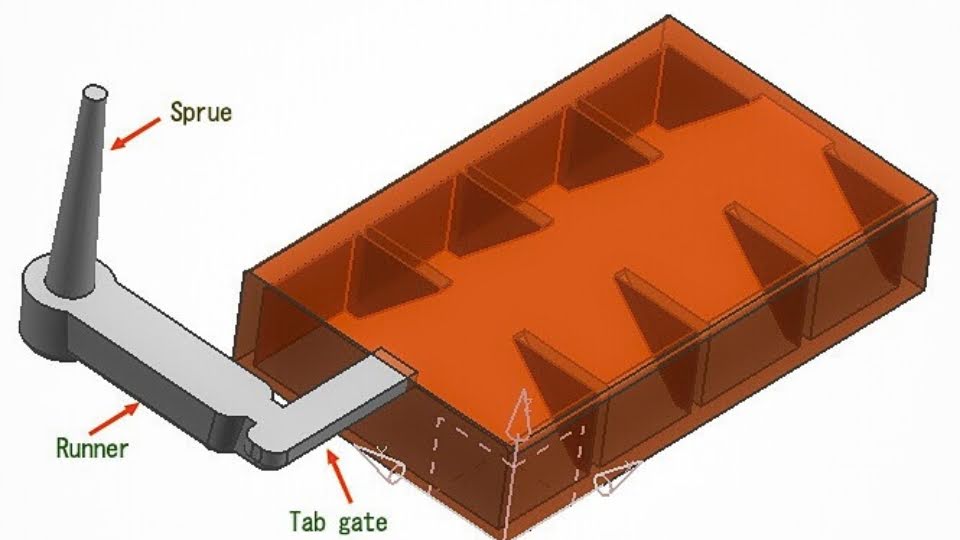
Injection molding gate
The gate is where the MIM feedstock enters the mold cavity, a critical area of concern. Four basic gates are used in MIM, including tab, tunnel, jump, and drop gates, and each leaves a small mark on the part. The location of the gate is a significant factor since it influences the flow of material and the quality of the part. In an ideal condition, the gate should be located in the most considerable cross-sectional thickness to enable the material to thicken from thin to thick sections. It is desirable to center the gate close to the cylinder’s axis for cylindrical parts to prevent distortion during sintering.
Ejector Pins
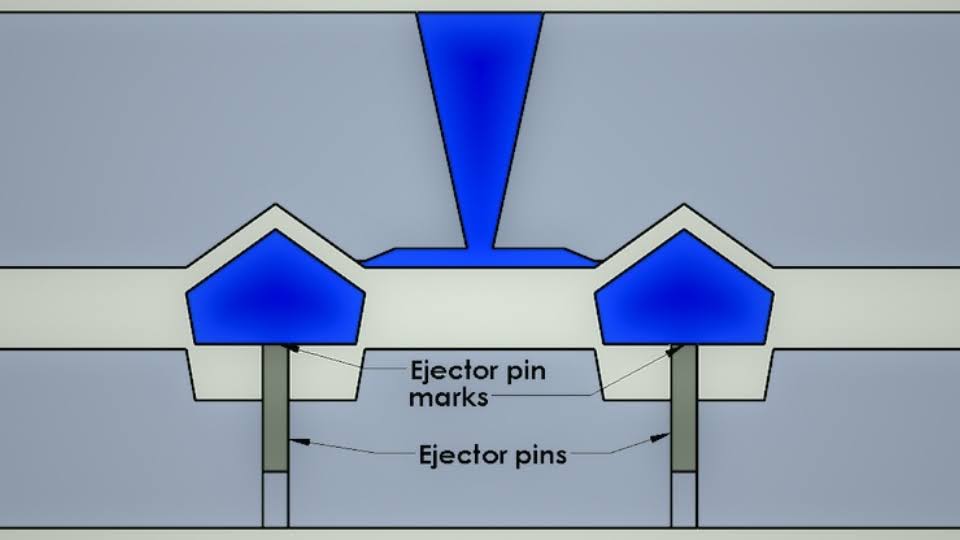
Ejector system and pins
Ejector pins are crucial in removing the part from the mold cavity once it is formed. However, they do not leave a deep imprint on the part’s surface, but minor marks are left behind. These marks should not be allowed to mar the final product’s appearance; hence, the part must be designed so that ejector pin marks are located in areas that are not easily seen, especially after assembly.
Cam Actions
In MIM tooling, cam actions produce features such as undercuts, which may require additional operations. When creating undercuts on a designed part, the direction the cam will be moving must be considered. The design process gets more complicated when more than one cam action is needed because each cam occupies a lot of space inside the tool. All these issues must be carefully addressed during the tool’s planning and design while maintaining functionality.
Try Prolean Now!
Comparing Metal Injection Molding Vs. Plastic Injection Molding Vs. Die Casting
MIM manufacturing and plastic injection molding are similar because the material is injected into a mold cavity at high pressure in both processes. However, the main difference is in the subsequent processing required for the results obtained. In plastic injection molding, the parts are produced nearly to the final shape and form, and only minimal post-processing is required after removing the part from the mold. On the other hand, MIM needs further processes like debinding and sintering to finish the parts. MIM is generally applied to build complex components on a relatively small scale, while PIM can accommodate a broader range of sizes and shapes of parts produced.
As for post-processing, die casting is more advantageous than MIM because the parts formed are almost ready as the final shape after molding. This makes die casting relatively cheaper for large parts than the other production methods. Although metal injection molding has the advantage of being accurate and detailed, particularly for small parts, it is slightly costly in terms of material and time-consuming because it involves more steps in processing.
For the application, MIM is appropriate for small, intricate, and exact parts, while die casting is appropriate for large parts and has a higher production speed. Though the injection phase of MIM is much faster than the die casting, the overall time taken for the die casting is comparatively lesser because of reduced post-treatment processes. (Read more about CNC machining vs injection molding).
Comparison of Metal Injection Molding (MIM) and Die-casting
Here is a comparison of Metal Injection Molding (MIM) and Die Casting.
| Attribute | Metal Injection Molding (MIM) | Die Casting |
| Material Compatibility | Capable of processing a wide range of ferrous and non-ferrous metals, including complex alloys. | Primarily processes non-ferrous metals like aluminum, zinc, and magnesium. |
| Wall Thickness Range | It is suitable for producing thin walls, typically ranging from 0.040” to 0.120” (1.0 mm to 3.0 mm). | Handles slightly thicker walls, ranging from 0.040” to 0.200” (1.0 mm to 5.0 mm). |
| MIM Material Options | Works with powdered forms of various metals, including Stainless steel, tool steel, tungsten alloys, nickel superalloys, specialty metals | Best suited for: Aluminum, zinc, magnesium, copper, lead, tin |
| Typical Applications | It is ideal for producing small, intricate, high-strength components with tight tolerances. | They are used for more significant parts where high volume and less intricate designs are standard. |
| Dimensional Tolerance | Achieves tight tolerances, often within ±0.3% of nominal dimensions. | Maintains tolerances within ±0.5% of nominal dimensions, suitable for less precision-intensive parts. |
Benefits of Metal Injection Molding
The following are the advantages of using MIM:
High-Volume Production of Complex Parts
MIM allows for the production of a large number of metal parts with a complex cross-sectional shape and thin walls. This capability is helpful for the generation of small parts with thin sections and a high degree of accuracy.
Superior Surface Finish
The MIM parts can be easily removed from the mold; in most cases, their surface finish could be better. Very little or no further finishing is needed. As for the images, post-processing options are given to make them even better.
Component Consolidation
The MIM process also helps the designers to join several parts or assemblies into one part to minimize a product. This type of consolidation can eliminate subsequent assembly processes and improve the stiffness of the products.
Excellent Mechanical Properties
MIM’s parts have acceptable mechanical characteristics, such as hardness and strength, for their intended use.
Material Efficiency
MIM is once more very material efficient. 95-98% of the raw material is recoverable in usable form as parts. This efficiency also helps to reduce the usage of the material to the barest minimum and, therefore, the cost of production, especially when manufacturing the parts from costly materials like superalloys or special metals.
Cost-Effectiveness at Scale
MIM can be cheaper than investment casting, machining, and stamping, especially in large-scale production of high-volume parts.
If your project could benefit from these advantages, you can contact our engineering team to discuss materials, design considerations, and production options.
Disadvantages of Metal Injection Molding
While MIM provides many benefits, there are also some drawbacks:
- High Initial Investment: The fixed costs of the MIM process are considerably high. It requires specialized tooling and equipment, making it more costly than other manufacturing processes.
- Higher Costs for Low-Volume Production: MIM can be less cost-effective for low-volume production since the cost per part is usually high compared to manufacturing a few parts.
- Size Limitations: It is usually ideal for manufacturing components of small to medium size. More extensive components are not easy to manufacture because they need more giant molds and furnaces, which can be very costly.
- Shrinkage During Sintering: Components manufactured through MIM undergo dimensional change during the sintering process, which must be controlled. Although manufacturers consider this factor during part design and tooling, it is still critical in determining the final part quality.
Metal Injection Molding Applications
Metal Injection Molding (MIM) is an ideal solution for manufacturing complex parts in large quantities, making it invaluable across several industries:
Medical Industry
MIM is used in the medical industry to manufacture precise parts such as orthopedic implants, hip, knee, and spinal implants, surgical instruments, scissors, forceps, retractors, blood glucose meters, breath analyzers, and pulse oximeters.
Consumer Goods
In consumer electronics, MIM is applied to produce small complex components in gadgets like smartphones, wearable devices, and other devices. It is also used to manufacture sporting equipment such as club heads for golf, fishing reels, ski bindings, and jewelry, including pendants, earrings, and bracelets.
Automotive Sector
MIM technology is used in the automotive industry to manufacture parts such as rocker arms, turbocharger vanes, shift levers, seat mechanisms, brake parts, injector nozzles, light housings, and other fittings and connections. MIM’s acceptable tolerance and high accuracy are seen as more beneficial in producing these high-performance components.
Aerospace Industry
MIM is used in the aerospace industry to manufacture engine parts such as turbine blades, nozzles, and combustion chambers; airframe parts like hinges, latches, and actuators; avionics like connectors, switches, and sensors; and space vehicles like solar panels, antennas, and structural parts. Thus, all these components can be designed to the necessary aerospace standards regarding performance and reliability.
Agricultural Equipment
MIM is also used in agriculture because it is possible to make long-wearing and solid parts such as gears and bearings for tractors, parts of implements such as plow shares, points of cultivators, teeth of harrows, nozzles, valves, and couplings of irrigation systems, and agricultural tools like pruning shears and hoes.
Checklist: Is Metal Injection Molding Suitable for Your Part?
To determine if Metal Injection Molding is the suitable manufacturing method for your needs, consider the following questions:
- High-Production Volumes: Are you planning to produce many parts for a particular product type?
- Small and Complex Parts: Is your part small and intricate in its design so that precision is an essential factor in fabrication?
- Strict Specifications: Does your application require that the components be produced at a high tolerance level and are very similar?
- Efficiency in Production: Is there a need to implement a method to minimize the utilization of materials in the production line?
- Complex Geometries: Do your parts have shapes and functional requirements that are impossible to implement with traditional manufacturing techniques?
If you answered ‘yes’ to these questions, you may wish to consider MIM for your project. However, there are some more things, one needs to consider:
- Design Flexibility: Do you own a business that requires many changes to the design? MIM may not be as effective due to the high costs incurred when changing molds after the start of production and, hence, may not be appropriate for prototyping.
- Lead Times: Is it essential that it be fast? MIM requires tools such as molds and binding fixtures, which often take longer to develop, mainly if the part is complicated. Therefore, the lead time may be weeks or even months.
Try Prolean Now!
Summary
Prolean Tech, one of China’s injection molding companies, presents this article. We have covered all the essential information about MIM, its advantages, and its applications. We hope you have found this information helpful and enlightening!
How to Start a Metal Injection Molding Project with Prolean
MIM is one of the best technologies for quickly creating intricate and refined features. This process enables the production of complex shapes in large quantities in a single cycle, ensuring accuracy and economy. After the first production run, setting up the next one is easy and fast, guaranteeing conformity to the set production standards.
If you are looking for a partner for your metal injection molding, then you are in the right place with ProleanTech. Having been in the manufacturing industry for many years, ProleanTech is in an advanced position in China injection molding to offer you quality MIM services according to your requirements. Please call us for free injection molding quotes on your metal injection molding needs.


The article was helpful, thank you! I’m curious about the range of materials can you work with and how flexible are the lead times for large orders?
Our metal injection molding process accommodates materials like stainless steel, titanium, and copper alloys. Lead times are flexible, adapting to project size and complexity, ensuring efficient, scalable production.