Laser vs Plasma CNC
In metal fabrication, choosing between laser cutting vs plasma cutting makes for a critical decision for fabrication shops that use Computer Numerical Control (CNC) cutting machines. Both laser and plasma cutting technologies have their own advantages.
Both offer different cut quality, material compatibility, and operating cost. In this blog, laser and plasma cutting are analyzed to provide you with decisive engineering details and suitability for specific requirements in CNC applications. By comparing laser cutting vs plasma CNC applications, you can know which cutting technology is best suited for your project and fabrication needs.
Try Prolean Now!
Fiber Laser Cutting in CNC Machining

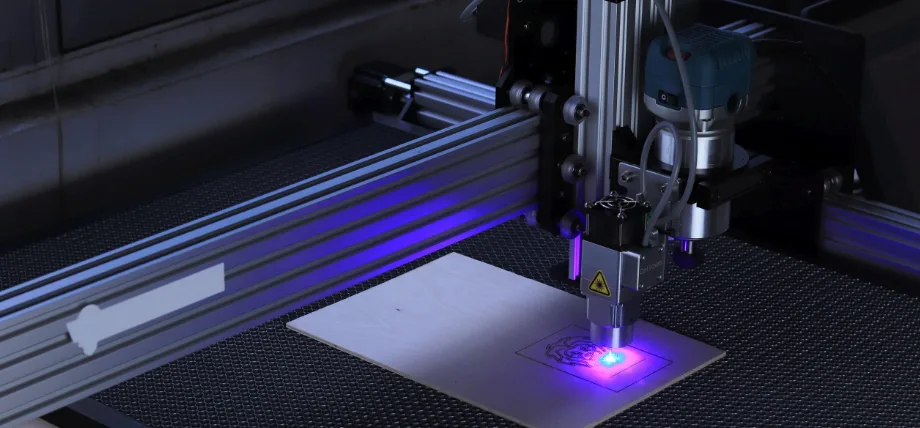
Fiber laser cutting
Fiber laser cutting relies on the mechanism of a laser beam generated by a fiber laser to cut through metal. In CNC laser systems, a laser cutting machine uses a high-powered laser coming through optical fibers, focusing the beam on the material to vaporize materials like stainless steel, mild steel, and aluminum.
How Fiber Lasers Achieve High-Precision Cuts
Fiber lasers can produce precise cuts in sheet metal. The fiber laser system has a narrow kerf width (width of the cut). The laser cutter can achieve these tight tolerances because it uses a focused laser that has a tolerance of +/- 0.1 mm making it ideal for intricate geometries.
On top of this, CNC control allows the laser to follow a pre-programmed path enhancing repeatability in fabrication. Fiber lasers can cut through many types of materials but the best cuts are produced in thin metal sheets.
The maximum gauge for a typical fiber laser is around 1”.
Beam Delivery and Material Interaction

Beam interacting with metal
In a laser cutting system, the laser beam is generated by a fiber laser, where light is amplified and doped with rare-earth elements. The laser interacts with the material, absorbing energy to cut metals.
The key to laser cutting is protecting the cut metal from oxidation. Assist gases, such as nitrogen, are used to quickly remove molten material and protect the cut edge resulting in a smooth surface.
The beam interaction with the material surface generally produces a clean edge reducing secondary processing in CNC cutting.
Limitations with Reflective Metals
Even though laser cutting is useful for a wide variety of materials but fiber laser is not suitable for highly reflective materials like copper. Since laser cutting relies on energy absorption, the reflected laser can potentially damage the laser cutting machine.
Specialised laser machines with certain wavelengths can reduce the issue, but reflective materials are a limitation for laser cutters.
Mechanics of Plasma Cut Technology in CNC Systems
Plasma cutting uses a plasma arc to cut through conductive metals. It can cut through mild steel and stainless steel. The typical plasma cutting machine relies on a plasma cutter to generate a high-velocity plasma jet, which melts and flushes materials from the cutting bed.
X-Definition Plasma in Modern Machining
Plasma beam
X-definition is an advanced technology in plasma cutting systems that is capable of providing better edge quality and precision in thicker materials. X-definition is an evolved form of High Definition Plasma (HPR).
Plasma Arc Generation and Gas Selection
The plasma torch in plasma cutting machine works by ionizing a gas like nitrogen or argon, which then creates a plasma arc. The plasma jet reaches temperatures higher than 20,000°C, enabling the plasma cutter to cut through metal efficiently.
Gas selection is important because it has an effect on cut speed and edge quality. Nitrogen is mostly used for stainless steel because of oxidation oxidation-minimizing properties.
Thermal Effects and Heat-Affected Zones
Plasma cutting has some challenges and the most prominent is the heat generated during the cutting process and the Heat-Affected Zone (HAZ) compared to laser cutting.
HAZ can produce several unwanted features
- It can harden or soften area around the cut edge
- Leads to brittleness
- Reduces corrosion resistance
- Grain structure change compromises strength or changes performance
Cut Edge Quality: Laser vs Plasma in CNC Applications
When comparing plasma and laser CNC technologies, cut edge quality plays a significant role. Both cutting systems produce distinct edge quality characterisistcs.
Kerf Width and Edge Perpendicularity
Kerf width for laser cutting
Laser cutting produces a narrow kerf: 0.1 – 0.3 mm, compared to plasma cutting, which produces a 1-3 mm kerf. This shows laser cutters can achieve better edge perpendicularity, critical for precise cuts in CNC applications.
Plasma cut edges can have a slight taper, especially in thick materials.
Surface Roughness and Secondary Processing Needs
Laser cuts yield smooth surfaces with minimal roughness. They can eliminate post-processes for surface smoothness in some cases, but may need slight finishing.
Plasma cut surfaces, on the other hand, require grinding or machining due to slag formation. Overall, fiber laser cutters excel in delivering clean edges for metal components.
Precision Tolerances for Intricate Geometries
For intricate parts and complex geometries, laser cutting produces better results than plasma CNC. Laser cutting is preferred for applications that have patterns and internal features and intricate designs. CNC plasma cutting is better suited for simpler, large scale straight cuts.
Material and Thickness Compatibility
Fiber Laser Cutting for Thin to Medium Sheets
Fiber lasers can cut sheet metal. The metal often has a thickness up to 20 mm if it is mild steel. They cut stainless steel and aluminum very well. The process gives a fast cut and good precision. Laser cutting machines have wide use in industries where detailed fabrication is needed
Plasma Cut Capabilities for Thick Materials
Plasma cutters perform at their best when they cut materials with greater thickness. The machines work on mild steel as thick as 50 mm. The plasma cutting machine processes conductive metals that are larger size in shorter times.
This characteristic makes it a good choice for fabrication assignments that involve a significant load. An increase in the material’s thickness can lead to a reduction in the quality of the cut.
Conductive vs Non-Conductive Material Constraints
Plasma cutting works only with metals that carry electricity. This is because the plasma arc needs the metal to conduct electricity. In contrast, laser cutting can cut different materials. Included are both metal and non-metal items, if they do not reflect much light. This makes laser systems more flexible in CNC settings.
Operating Cost and Efficiency in CNC Machining
Initial Investment: Fiber Laser vs Plasma Systems
Fiber laser cutting systems often cost more in the beginning. This is because of advanced laser technology and CNC integration. Plasma cutting systems, particularly conventional plasma, offer a cheaper option, making them viable for smaller fabrication shops.
Consumables, Gas, and Maintenance Costs
Electrode and nozzle consumption raise the plasma cutter’s operating cost. Laser cutting requires periodic optical part maintenance. The cost of gases like nitrogen used in laser cutting or argon used in plasma cutting affects total expenses.
Cutting Speed
The cutting speed changes depending on what is cut and how thick it is. Fiber lasers cut thin metal at a faster rate. This improves the amount of output in CNC production where a lot is needed. For thicker materials, plasma cutters do a better job. That lowers the time it takes to process heavy fabrication jobs.
Application-Specific Considerations in CNC Fabrication
Choosing between laser cutting vs plasma CNC depends on the specific requirements of your project. Below you can find typical application cases.
- Aerospace and Automotive Use Cases for Laser Cut:
Laser cutting’s ability to produce precise cuts in stainless steel and aluminum parts makes it extremely useful for aerospace because of aluminum panels and sheets that need cutting. One CNC laser cutting advantage is the ability to deliver the edge quality for lightweight, high-strength components in the fabrication process. Brass laser cutting in aerospace offers precise cuts for components like connectors and fasteners.
- Heavy Industry and Construction with Plasma Cut:
In the construction industry, plasma cutting is able to provide the cutting efficiency needed for thicker mild steel plates. CNC plasma systems can cut large components like structural beams with an acceptable tolerance for the construction industry.
- Waterjet Alternatives:
Waterjets cutting is another method to cut sheet metal with non-thermal means. Waterjet is great at cutting metal strips and sheets without producing HAZ areas, but in plasma CNC cutting vs waterjet, it has the limitation of being slow.
Try Prolean Now!
High Precision Laser Cutting Service
Prolean-Tech provides consistent part profiles, clean edges and solutions to HAZ for laser cutting parts. You can learn more about the variety of materials and guages by simply requesting a free quote today.
Conclusion
Comparing laser cutting vs plasma CNC reveals key advantages and limitations in CNC fabrication. Fiber laser cutting has better precision, smooth edge quality, and versatility in terms of material choices. Plasma cutting with the newest x-definition plasma is better at cutting thicker materials and conductive metals at a cheaper cost.
To make the decision between the CNC cutting methods, you need to understand the cut quality, kerf width limitations, operating costs, and application-specific requirements for your project. For some applications, it might even be a better idea to consider water jet cutting over laser and plasma cutting, which ensures cutting performance.


0 Comments