While tapped hole vs threaded hole appear to be almost similar they have a slightly different function in most machining and fabrication uses. Tapped holes are created by threading the interior of a pre-drilled hole, while threaded holes describe the outcome of threading in drilled/cast material. Awareness of these differences enables you to choose the right type that will improve the performance of your project.
In this article, we will explain tapped holes, how they are made, and when and where to use them.
What Are Tapped Holes?

Image Name: Hole Tapping Machining
Tapped holes are drilled first before being threaded through via a tapping tool. It forms internal threads to hold screws or bolts to meet a desired accuracy. Thread tapping helps bring the size of the thread to fit the screw so that the connections made are smooth and efficient. If the pitch is slightly wrong then the connection reduces and might break.
Machining holes can be classified into two main types: in-through holes and blind holes. Perforations are Through holes that go right through the material and are most suitable for bolts/screws. Blind holes do not extend through the other side of the material and are typically excellent for uses where the connection is to be hidden and shallow.
Machinists obtain accurate and reliable fastening solutions to mechanical and industrial challenges through tapped holes.
Tools and Equipment Used in Hole Machining

Image Name: Toles for Hole Tapping
Machined holes use special tools to produce internal threads. For instance, a common tool is the tap wrench, which manually rotates the tap into the hole. It’s simplistic and ideal for small-scale projects.
For soft metals, forming taps are generally used. These taps do not create a cut but a thread by displacing material. Moreover, it minimizes the chips and ensures clean threads.
The tapping machines are proficient in large-scale operations. These automated tools bring accuracy and efficiency, which are critical for businesses that require numerous outcomes quickly.
Process of Hole Tapping
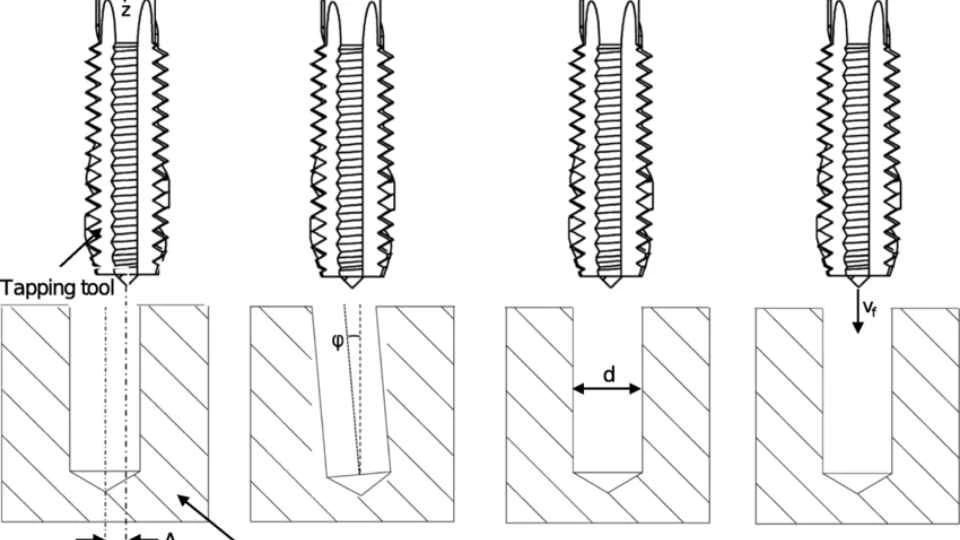
Image Name: Hole Tapping Process
Drilling starts with the creation of a pilot hole of the size of the tap needed for use. The hole diameter has to be right to match the specs of the tap in question.
After the hole has been drilled, the tap is placed in the hole and turned by a tap wrench. As the tap cuts into the material, it forms internal threads. Depending on the project, it’s possible to stop halfway to make a blind hole; otherwise, the material is passed through to create a through hole.
After tapping, clean the hole thoroughly. Remove any metal shavings or debris to make sure the threads are clear, and allow the screw or bolt to fit securely. Upon following these steps, you’ll have a perfectly threaded hole ready for use. (Read more about Custom CNC Motorcycle Parts Explained)
Applications of Tapping Holes

Image Name: Taped Holed Automotive Part
Tapped holes are useful in industries where you need to have strong yet easily detachable joints. In automobile manufacturing, engine components are precisely tapped to ensure no looseness.
The aerospace industry uses tapped holes in assembling parts where precision is critical to the operations. Likewise, the furniture makers employ them to join the components smoothly to add strength to the furniture.
In consumer products, tapped holes are central for mounting electrical circuit boards on product casings. They increase the productivity of product formation while retaining the quality in a wide range of applications, at the same time. (Read more about how to dominate the market using the power of multi-axis CNC machining)
Try Prolean Now!
Characteristics and Features of Tapped Holes

Image Name: Tapped Screw Holes
Tapped holes are recognizable due to their threads inside the hole. These are intended to screw or bolt holes with external threads to provide a sturdy connection and attainable fit. The accuracy is desirable in mechanical assemblies, where close and accurate fitting is required.
The threads in tapped holes are crafted to hold fasteners without loosening. Perfect threading is identical to avoid strips/flaws that may lead to mishitting and short product life.
The advantage of tapped holes is most apparent in uses that demand removable fasteners. It offers better functionality through tight tolerance compared to other hole types to give a better fitment.
These holes are general-purpose and can easily accommodate almost any material, like metals and plastics. Their thickness and dimension are optimized for the particular purpose to provide better rigidity to assembled parts. Proper tapping of a hole is a major input that helps serve the structural firmness of any project. If you’re looking for professional services, ProleanTech is a leading company that offers one-stop solutions. Contact our Engineers and Get a quote now!
Pros and Cons of Tapped Holes
Tapped holes have numerous benefits and a couple of inconveniences. With the knowledge of the pros and cons of tapped holes, it will be easier to ascertain whether the crossed holes will suit the project in question.
Pros of Tapped Holes
Secure Fastening
Tapped holes create strong and consistent connections. The internal threads engage with screws/bolts closely so parts stay firm and do not lose.
Space Efficiency
Since they do not require nuts, tapped holes are space-saving. They are particularly suitable for compact construction applications, for instance in electrical gadgets or automotive assemblies.
Structural Integrity
Tapped holes help to reduce the stresses on the material and offer a balanced distribution of load on threads. This increases the assembly’s rigidity and tolerance for shear forces in materials that have good thread-holding capability.
Ease of Maintenance
Tapped holes help in easy maintenance. Since it becomes easy to disassemble and assemble the product in question. This feature is especially relevant to applications where the application is frequently serviced or updated, for example, machines, and tools.
Cons of Tapped Holes
Tread Wear
Frequent use can wear down internal threads, especially in softer materials. This over time lowers the capacity of the hole to have a tight hold on the fasteners being used.
Risk of Cross Threading
Inappropriate orientation during assembly results in cross-threading, damaging the threads. This reduces the coupling force and may need to be tightened again, which refers to re-tapping.
Limited Load Capacity
In certain plastics or metals, tapped holes may be weak and inadequate to support a heavy load. So, they are restricted to use in high-stress areas.
Tap Breakage

Image Name: Tap Breakage
Taps can get broken during threading especially when used on hard materials, and in case not lubricated. Twisting off a broken tap could be a real challenge and can potentially harm the workpiece.
Try Prolean Now!
Considerations and Tips for Tapped Holes

Image Name: Precise Hole Tapped Components
If thread tapping is done well and the right measures are taken, then the threads and the machined parts are less likely to be damaged. Below is a brief guide, that will help you understand the important considerations when machining tapped holes.
Material Hardness
The material characteristics dictate the tapping process, particularly the material hardness in question. For instance, steels are quite challenging to thread. Because they are relatively harder. So, more force and carbide taps are needed to produce quality threads. For successful tapping in hard materials:
- Cutting Speed Should be Reduced to Minimize Heat Generation
- Pressure when being applied should be even and consistent.
- Choose high-quality lubricants to minimize friction as well as wear.
Ensure You Are Drilling Correct Size Holes and Fastening Your Workpiece
Accurate hole sizing is critical for effective tapping. Preferably, standard thread sizes, for example, 1/4-20 or M6 x 1.0, reduce its intricacy by using familiar tools and materials in its assembly. These sizes make the threading correct and help to save costs. There is always a need to clamp in the workpiece strongly so that it does not move at the time of tapping.
Desirable Threaded Hole Size

Image Name: Accurate Hole Placement
The outer diameter of the threaded hole should always be greater than the internal diameter to provide structural integrity. Burrs should not be made near the part edges because the thread may bust and lead to tool damage. Proper diameter selection helps to improve the life of the tapped connection.
Consider Angled Surfaces
Threading holes on angled surfaces requires additional care. Start by machining a flat pocket in which the thread will be located. It also helps to align it better for the tap to reduce the chance of wrong alignment. After the machining process, make sure the hole depth is correct, even when introducing an angled surface.
Accurate Hole Placement
The optimal positioning of the holes is critical to effective tapping. Central placements are quite easy, on the other hand, edge placement needs extra attention. Vibrations in the cutting zone near the edges may mar the surface and cause cutting tool breakage. Meticulous hole cutting and marking of the circle spot are always essential to maintain accuracy. (Get more insight to our guide about CNC Cutting Speed and Feed Rate Guide)
Tapped Hole vs Threaded Holes: Similarities & Limitations

Image Name: Thread Hole Machining
Similarities:
- Internal Threads: Tapping makes an internal thread for holding threaded fasteners like bolts or screws in the same manner as threading.
- Use with Blind or Through Holes: Both processes can be used in blind holes that do not penetrate through the material and holes.
Limitations of Tapping:
Thread Type:
Tapping is limited to creating internal threads only. For external threads, other techniques, such as using dies, must be employed.
Thread Variety:
A tap is intended to make a thread of a given size and pitch. If different thread types are required, a new tap must be used for each variation. Custom threads are not possible with this tapping and are better done by tools like thread milling.
Tool Breakage:

Image Name: CNC Tool Breakage
Taps are more vulnerable to breaking than threading instruments. Defective taps present many problems: Sometimes, the workpiece must be discarded, and the material removal process takes a long time.
Hole Depth:
Most taps have a tapered lead to aid in cutting. However, this makes it difficult to thread deep blind holes. For deeper threads in blind holes, other methods such as thread milling are used to get closer to the bottom of the hole.
Material Limitations:
Tapping is relatively difficult on hard and brittle materials like hardened steel because these materials are quicker to wear out the taps. This leads to constant tool replacements, an expensive scenario. On the other hand, ductile materials create the tap to be “gummy” such that it sticks and needs to be cleaned often or the tools changed.
Types of Holes in Machining

Image Name: Hole Types In Machining
In machining, holes are made with various characteristics to meet the desired functional or structural application. Therefore, These holes are created using various techniques and tools, depending on the requirements of the application. Below are the common types:
Through Holes

Image Name: Through Hole
Through holes are puncture holes made from one side of the material up to the other side, making a channel. They permit bolts and screws to pass through to join components of the body. These holes are usually applied for structural and assembly purposes.
Blind Holes
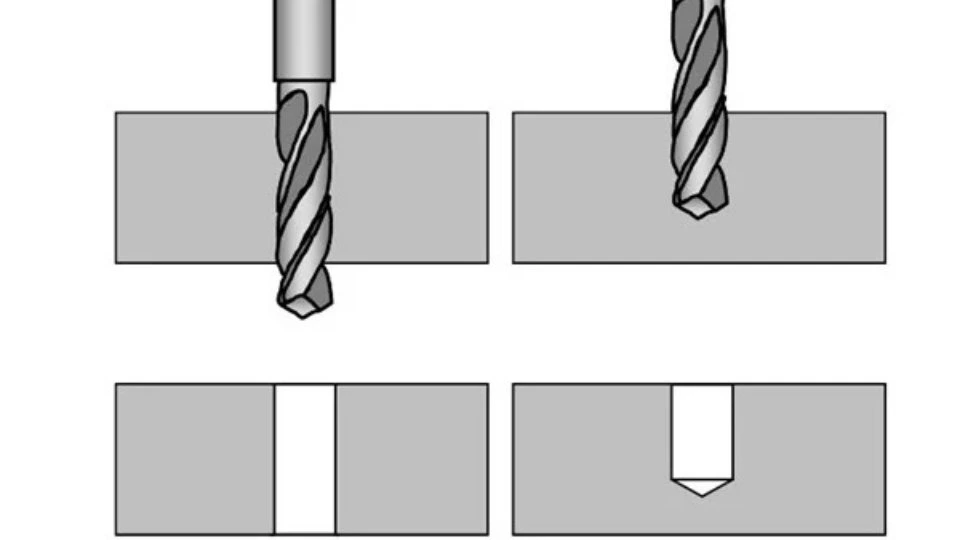
Image Name: Blind Hole
Blind holes are made to a desired depth. But they are not finished with the material. The bottom of the hole remains enclosed, making these holes ideal when the material must not be fully perforated. Blind holes are used where the hole is drilled for appearance or where the back of the material must remain intact.
Counterbore Holes
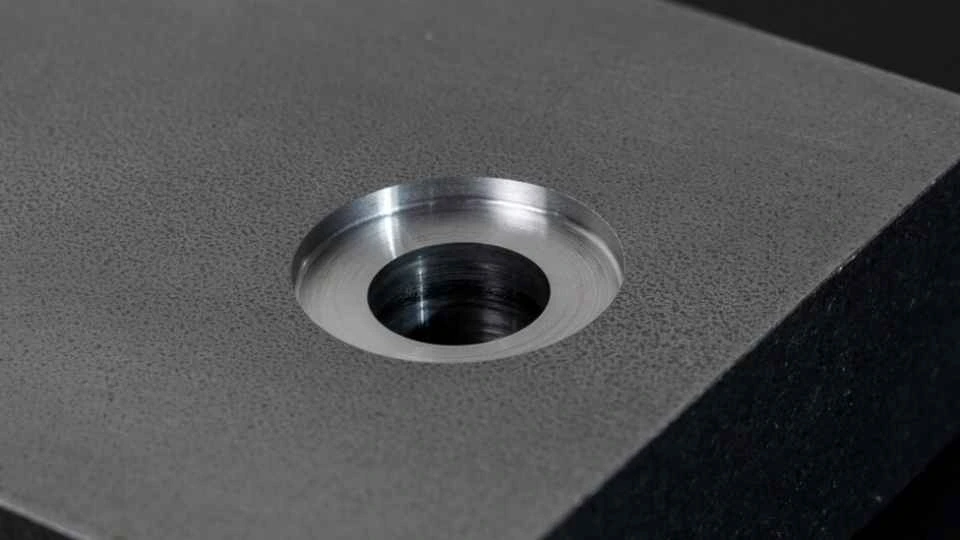
Image Name: Counterbore Hole
A counterbore hole has a cylindrical depression made around the hole’s entrance to accommodate the fastener head and be flush with or recessed into the surface. They are designed where surface finish quality is important, mainly in assembly. In these applications, the head of the fastener should not be visible to give a neat and strong section.
Reamed Holes
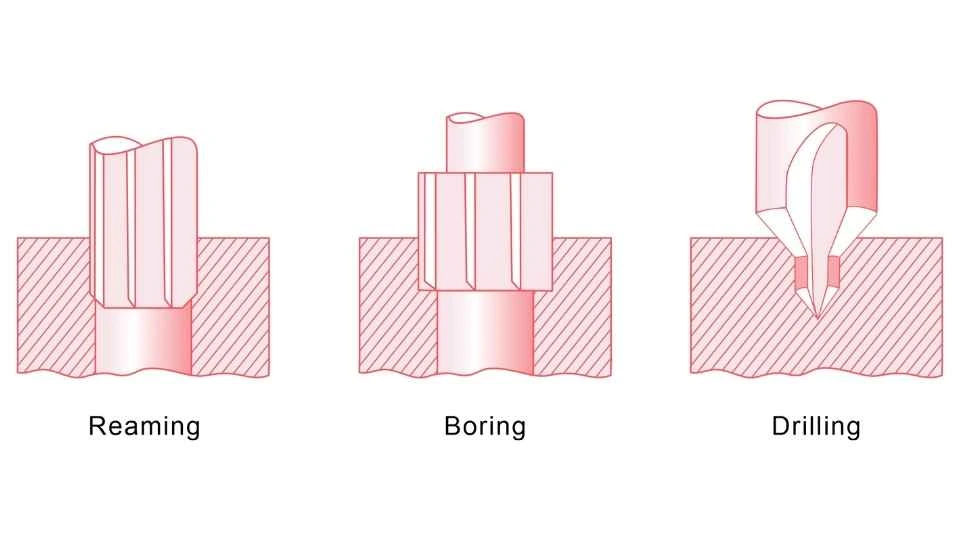
Image Name: Reaming Vs Boring Vs Drilling Holes
Reamed holes are made slightly smaller and are then reamed to the prescribed size and finish to match the intended application. It also produces a close tolerance as a result of the reaming process. So reamed hole is appropriate for accurate bearing or shaft positions, where the alignment is vital.
Conclusion
To conclude, the comparison between tapped hole vs threaded hole highlights their similarities, benefits, and key differences. Although threading and tapping are two significant and common procedures in CNC machining, their application is different, and each is appropriate for a particular situation.
For your machining needs, whether, it involves tapping or threading, ProLean Tech, a responsible provides CNC Machining services in China for various manufacturing solutions. Contact us today to get more insights and impeccable solutions to tapped and threaded holes.
FAQ’s
Q1. How do you tap a hole?
To tap a hole, first drill a hole of the appropriate size for the desired thread. Then, insert the tap into the hole and rotate it using a tap wrench or machine. The tap cuts internal threads into the hole as it advances.
Q2. What does it mean when a tap bottoms out?
When a tap bottoms out, it means the tap has reached the bottom of the hole and can no longer cut threads further. This typically occurs in blind holes where the tap cannot continue past a certain depth.
Q3. What is meant by a tapped hole?
A tapped hole is a hole with internal threads cut into it, allowing a bolt or screw to be screwed into it for secure fastening.
Q4. What is the difference between drilled and tapped holes?
A drilled hole is simply a hole created with a drill bit, while a tapped hole has internal threads cut into it to accept fasteners. Tapping a hole follows drilling.
Q5. What is the difference between clearance and tapped holes?
Clearance holes are drilled to allow a fastener to pass through freely without threading, while tapped holes have internal threads that allow fasteners to engage securely.
Q6. Which tap is used to start tapping a hole?
A taper tap is typically used to start tapping a hole. It has a tapered lead that gradually introduces the threads into the material, making it easier to initiate the process.
Q7. Why is lubrication necessary in the tapping process?
Lubrication minimizes friction, heat, and wear on the tap. Also, it ensures smoother cutting, preventing tool breakage and improving the thread quality in the hole.


0 Comments