
Aluminum surfaces are prone to corrosion, wear, and surface degradation when exposed to harsh environmental conditions, such as moisture, chemicals, UV rays, etc. So, they require additional finishing or coating to utilize their high-strength and low-weight benefits in such conditions. The anodizing process is one of the popular finishing techniques for aluminum parts, whether they are CNC machined, extruded, die-casted, or sheet metal parts. The hard anodized aluminum contains an integrated oxide layer that resists corrosion, wear, and material degradation.
Type II anodizing is known as the hard coating process that adds a layer of more than 50 µm on the aluminum parts or products. This article will discuss process steps, benefits, applications, standard compliance, and other aspects of this method.
Is Hard Coat Anodizing Similar to the Standard Anodizing Process?
The hard coat anodizing and standard anodizing processes both use the same working, especially TYPE II anodizing. Both of them involve creating an integrated aluminum oxide layer that protects the underlying parts and offers custom aesthetics. However, their thicknesses, characteristics, and application scenarios differ from each other.
The working mechanism of hard anodizing
The toughness of hard coat surfaces makes anodized parts highly durable and suitable for high-stress performances. The reason is that hard anodizing coating is thicker than 50 µm, whereas standard anodizing makes the air typically 10–25 µm thick.
Furthermore, regular anodized aluminum requires an additional step, called sealing. The dyes or other sealing agents fill the pores or micro surface voids formed during the oxidation. However, the aluminum hard coat does not require extensive sealing due to higher oxidized layer thickness.
The hard coat anodizing is mainly used for high-stress applications or harsh operating conditions, such as pistons, hydraulic cylinders, machine frames, etc. On the other hand, the standard anodizing is preferred for architectural, automotive, electrical, etc., both for aesthetic and corrosion protection.
Try Prolean Now!
The Process of Hard Coat Anodizing
The anodizing process
Next, how to make hard anodized aluminum parts? The process involves a series of different steps, from preparing the surface to post-finish cleaning. The working mechanism of the aluminum hard coating process is based on the electrolysis process, dipping the workpiece and another cathode in an electrolyte solution. Then, the electric current through the electrolysis circuit causes the formation of an aluminum oxide layer on the anode( parts to be coated).
The steps below elaborate on the hard coat anodizing process;
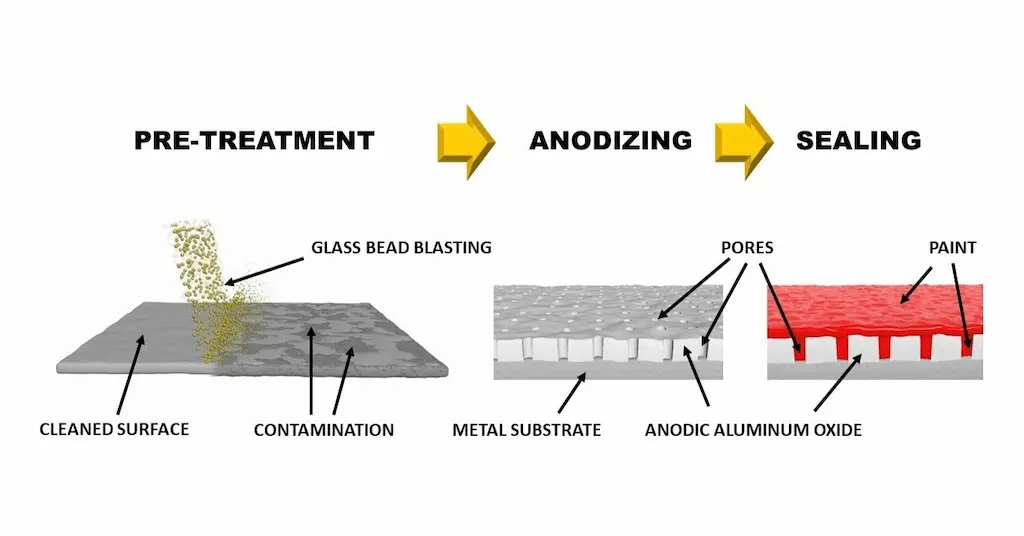
Step 1: Surface Preparation
The surface preparation includes sanding and deburring, acidic cleaning, and rinsing. So, the surface strongly forms the integrated layer.
First, sand blastings make the surface of manufactured aluminum parts uniform and eliminate the burrs, microchips, and other irregularities. Then, acidic cleansing and rinsing remove the oils, greases, and chemical contaminations from the surface. Surface preparation is essential for uniform and smooth hard coating results.
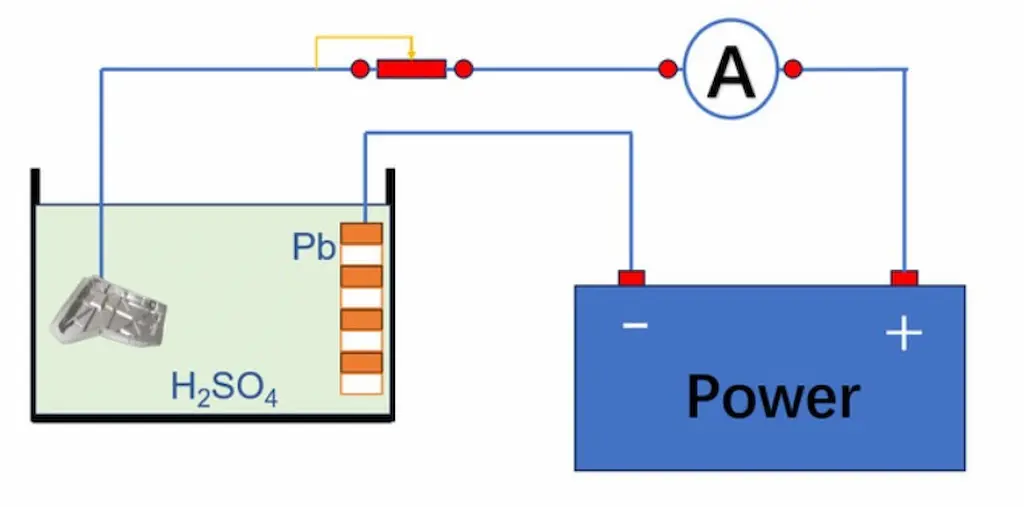
Step 2: Electrolysis Setup
The setup includes an anode, cathode, electrolysis tank, electrolyte, electrical source, rectifier, and wiring them accurately.
| Setup Components | Description |
| Anoode | “+” terminal, the aluminum part needs to be hard anodized |
| Cathie | “-” source terminal, other metals( lead, stainless steel, etc) or aluminum alloys |
| Rectifier | It controls current, voltage, and other electrical variable for the anodizing process. |
| Electrolyte | Low-concentrated sulphuric acid |
| Wiring | Titanium, or similar types of metals |
Step 3: Electric Current Flow
Next, introduce the electric current in the circuit. A high-voltage electric current (18–40 ASF) is preferred. The current drives oxygen ions from the electrolyte to react with the anode aluminum surface, forming an aluminum oxide layer.
2Al + 3O²⁻ → Al₂O₃ ( A thick and hard coating)
It is a low-temperature (around 0°C) process, and sustained current( high current density) ensures a durable oxide layer up to 100 microns thick.
Step 4: Sealing and Rinsing
The anodized surface includes microscopic pores and looks like a honeycomb structure from a microscope view. So, hard anodized aluminum surfaces require additional sealing like dyes, wax, etc. These pores absorb the sealing agents. Next, rinsing removes the contaminations, chemical solvents, and other residues.
Which Aluminum Alloys are Suitable for Anodizing Finish?
Different aluminum alloy grades can be anodized with a hard barrier layer. Whether to use hard anodized aluminum or not depends on your finishing requirements more than the alloy type. Additionally, the properties of alloys vary in the coating results. For example, anodizing aluminum 5000 series alloys compromises the wear resistance, whereas you can get the best results with the 6000 series alloys.
The common alloys for aluminum hard coat anodizing are;
- 5052
- 6061
- 6063
- 6082, etc.
Moreover, the hard anodize colors vary on the alloying elements. The table below shows the aluminum alloy series and corresponding colors.
| Aluminum Series | Color After Hard Coat Anodizing |
| 1XXX | Clear with a shiny appearance |
| 2XXX | Yellowish |
| 3XXX | Brown, might vary between grades |
| 4XXX | Dark gray |
| 5XXX | Clear, strong oxide layer |
| 6XXX | Transparent, superior protection |
| 7XXX | Clear and turn brown if zinc levels are high |
Benefits of Aluminum Hard Coating
The hard anodized layer on the aluminum parts itself acts as the natural barrier. Consequently, different dyes can be applied to the hard-coated surface. Other advantages include; durability, dielectric strength, and pleasing appearance.
Corrosion Resistance
The hard coat anodized layers make the aluminum parts superior corrosion resistant. They can perform in harsh environmental and chemical exposure over time without degrading. It is beneficial for high-stress and harsh industrial scenarios.
High Dielectric Strength
The hard anodized aluminum surface offers high dielectric strength with a breakdown voltage above 600 V/ mil (25 µm). The high dielectric strength makes the parts electrically insulative.
Thermal Dissipation
The emissivity of hard anodized aluminum provides a better heat dissipation rate than machined or manufactured aluminum parts without anodizing. Additionally, the increased thickness gives the parts more surface areas for dissipation.
Durability of Parts
Corrosion resistance, toughness, and wear resistance of anodizing combined contribute to the longer lifespan of aluminum parts. The coat can last for 10+ years, or even higher, based on the thickness of the anodized layer.
Drawbacks of Hard Anodizing
There are some drawbacks too, such as influence on tolerances, limited color options, etc.
- Dimensional Tolerances: A thicker anodizing coat on manufactured aluminum parts affects their dimensional accuracy. So, considerations for added thickness should be made during production.
- Limited Colors: The natural color of anodized aluminum has fewer options, dark, gray, and bronze gray-blue.
- Lower Fatigue Strength: The added thick layers slightly reduce the original fatigue strength under cyclic stress.
Try Prolean Now!
Applications of Hard Anodized Aluminum
In many industries, hard anodizing is an effective finishing technique for lightweight aluminum parts. It converts the corrosion-prone aluminum surface into a hard integrated aluminum oxide layer, which is responsible for enhanced physical, mechanical, and chemical properties of aluminum parts.

Hard anodized aluminum parts
The table below shows the application examples of aluminum hard anodizing finish across different industries.
| Industry | Why Use? | Application Examples |
| Aerospace | Superior corrosion resistance, toughness, and wear protection |
– Hydraulic pistons – Landing gear components – Fuselage panels – Valve bodies – Brackets and fasteners |
| Automotive | Resistance to wear, corrosion, and harsh environments |
– Brake calipers – Pistons – Transmission cases – Shock absorbers – Gear housings – Alternator casings |
| Marine | Corrosion protection in saltwater environments |
– Propeller shafts – Hull components – Deck fittings, anchor chains – Winch drums and pulleys – Underwater sensors, etc. |
| Defense & Military | High-strength, durability, and long-lasting protection |
– Military vehicle armor – Gun barrels – Armor plates -Trigger guards – Mimissile casings – Suppressors – Weapon mounts |
| Electronics | Heat dissipation, electrical insulation, and abrasion protection |
– Electronic enclosures – Heat sinks – Laptop body camera housings – Circuit board components, etc. |
| Medical | Biocompatibility, non-reactive surfaces, and resistance to sterilization |
– Surgical instruments – Orthopedic implants – Dental tools – IV pump components – Equipment housing – Guide wires, etc. |
| Industrial Machinery | Wear resistance, reduced friction, and longer service life |
– Conveyor components – Bearings, shafts, and gears, – Pump housings – Valve blocks |
| Architecture & Construction | Aesthetic finishes, durability, and weather resistance |
– Window frames – Door handles – Architectural paneling – Roofing components – Facade systems |
Which International Standard is Used for the Aluminum Hard Coat Anodizing?
The”industry standards” are the systematic approach for maintaining the uniform quality of hard anodized aluminum parts. ISO 10074:2017 is used for this, which focuses on the alloy type, coating thickness, hardness, sealing methods, and performance criteria for various applications in industries. You can use ISO 10074 as a framework for aluminum hard coat anodizing by setting strict guidelines.
It covers the criteria for each step and characteristics of the anodizing processes, surface preparation, temperature control, electrolysis voltage, hardness level (HV), dielectric strength, industrial application scope, documentation and compliances, etc.
Do you Need Hard Anodized Aluminum Parts?
The finishing of aluminum parts with a hard anodizing method requires the use of advanced electrolysis machinery and optimal process variables like surface preparation, temperature control, thickness, and electrolysis time. At ProleanTech, our anodizing facility is operated by experienced engineers and operators. They focus on providing custom aluminum anodizing service according to your requirements and specifications that lasts for several years.
Furthermore, we adhere the ISO 10074 to ensure that each steps are executed to achieve the utmost quality. For further information, you can contact us. Our engineers will guide you throughout your project!
Try Prolean Now!
Conclusion
The aluminum parts can be made highly durable with the hard anodized finish, it provides high corrosion, wear, abrasion, and surface-degradation to them. The thick anodizing ( 50 to 150 µm) suits harsh environments, mild chemical exposures, and high-stress industrial applications. It is used in automotive, aerospace, electrical, defense, military, medical, and other industrial components.
FAQs
What does Type I, Type II, and Type III anodizing mean?
Type I uses chromic acid and creates a thinner coating layer, whereas Type II and III form thicker and harder coats ( especially type III) with sulphuric acids.
How to achieve aluminum hard coating with anodizing?
You can hard-coat aluminum parts with sulfuric acid electrolyte under cold conditions (around 0°C) and high voltage. It creates a thicker (40 microns +) and durable oxide layer.
Can I use hard aluminum anodizing for cookware?
Yes, hard anodized aluminum is a durable, non-reactive, and scratch-resistant surface finish for cookware. It withstands high temperatures and provides safe cooking.
Is it possible to anodized steel?
It is challenging to achieve anodised steel as it forms a passive oxide layer naturally. However, stainless steel can undergo alternative processes like electrochemical coloring or passivation to develop similar protective layers.

0 Comments