Types of EDM Machining
Electrical Discharge Machining (EDM) is a non-conventional machining process in which electrical energy erodes material from a workpiece. This automated process entails the production of sparks or electrical discharges, which heat the surface and enable material removal through evaporation and erosion.
Different types of EDM machining are available in CNC machine shops and industrial facilities, each with its own capacities and relevance. The three main types are wire EDM, sinker EDM, and hole drilling EDM.
Despite being energy-intensive, these processes are collectively regarded for their precision, ability to machine hard materials, and versatility in machining complex shapes. There is no better route to making better decisions about machined parts than understanding how such a crucial method works and suits your manufacturing goals. Continue to the rest of the article for a comprehensive coverage of the types of EDM machining, their pros, cons, and applications.
What is EDM in Machining?
Many people often wonder, What is EDM cutting? EDM (Electrical Discharge Machining) is a non-conventional machining method that removes material from a workpiece using electrical sparks. EDM machining is usually suitable where conventional machining techniques are unable to manufacture complex shapes on hard materials.
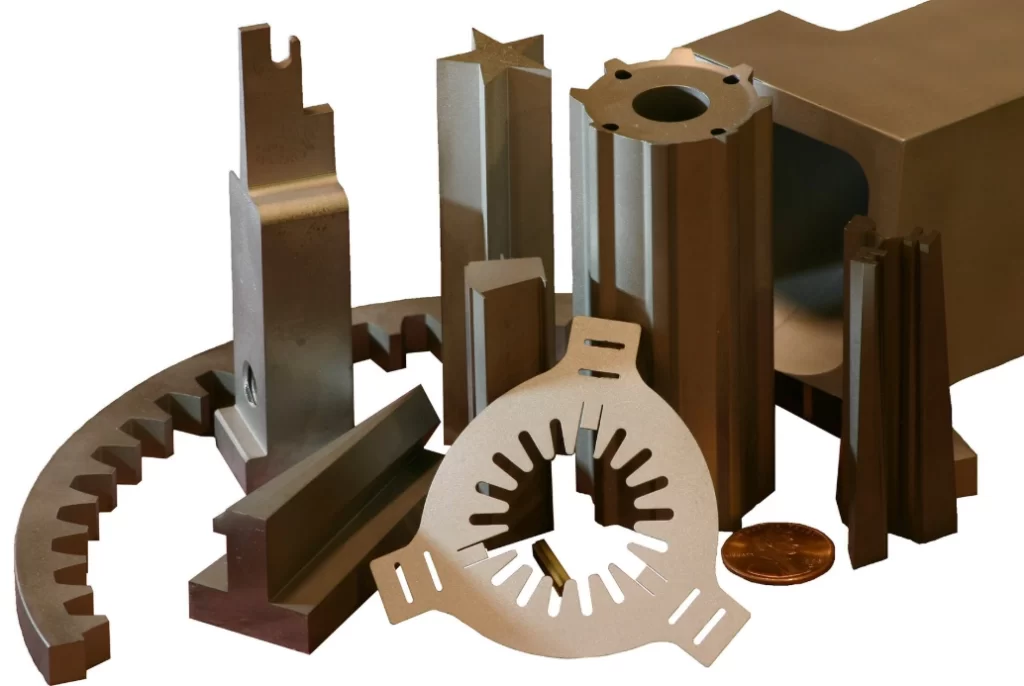
EDM Machined Parts
It is a popular machining method for materials such as austenitic stainless steels, hardened tool steels, tungsten, and titanium.
History of EDM Machining
While the modern electric discharge machining method is several decades old, the concept of EDM emerged centuries ago. Physicist Joseph Priestley discovered the erosive nature of electrical discharges in 1770.
Die sinker EDM was already being developed in the 1940s, while wire EDM emerged later in the 1960s and 1970s. Today, EDM spark erosion machines are highly advanced with better power supply technology, CNC control, wider material versatility, and reduced electrode wear. The machining process is faster, more accurate, and adaptable to the requirements of many industries.
How Many Types of EDM Machines Are There?
What is EDM machining? There is no better way to answer this than to outline the technologies involved.
There are three main types of EDM machining technologies, namely Wire Cut Electrical Discharge Machining (Wire EDM), Sinker Electrical Discharge Machining (Sinker EDM), and Hole Drilling Electrical Discharge Machining (Hole Drilling EDM) machines. With unique capacities for precision machining, each of these machines is suitable for specific applications.
The details of these machines are discussed below:
Wire EDM
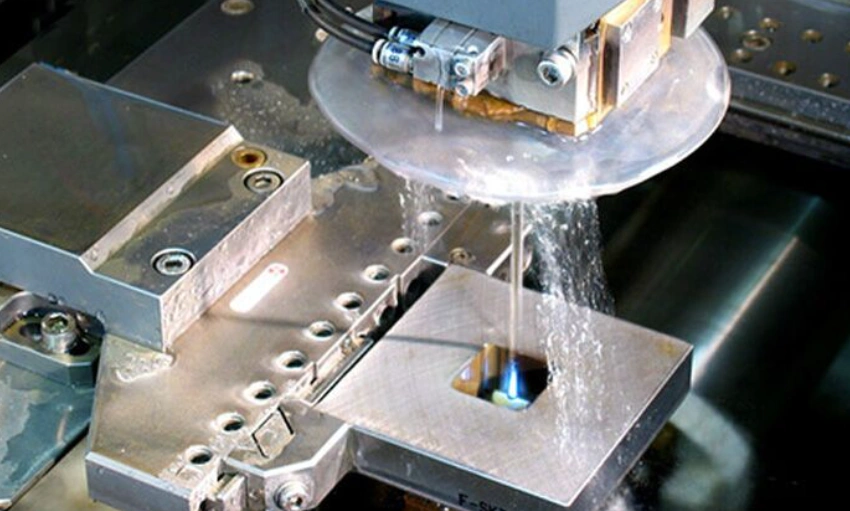
In wire discharge machining, a thin wire is the electrode. The CNC manipulates the movement of this thin wire as it erodes the material by sparking. The wire moves continuously to provide a fresh discharge as the cutting process continues. To facilitate this, the wire is attached to the wire EDM machine as a spool.
Technically, wire cut EDM is a 2-D cutting technique in a 3D part because the electrode must pass through the workpiece, as shown in the diagram below.
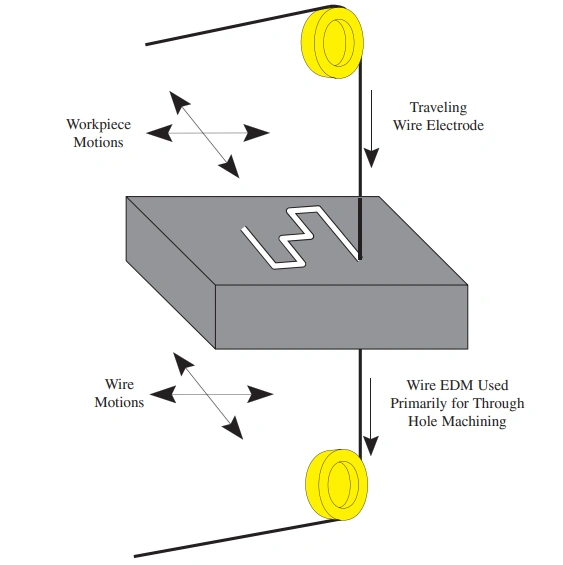
Wire EDM
EDM Wire Erosion Advantages:
- Excellent surface finish
- Perfect for complex 2D profiles
- Easily cuts internal corners with superior accuracy
- Automatic wire threading allows for extended unattended machining processes
Wire EDM limitations:
- A through hole must be made through the material, save for edge cuts – longer setup time
- Slow material removal rate
- High initial investment
Sinker EDM
Sinker EDM is designed with the principle of an electrode in the reverse 3D image of the shape to be machined. A small allowance is given for the electrode gap, meaning that the electrode is slightly smaller than the desired cavity.
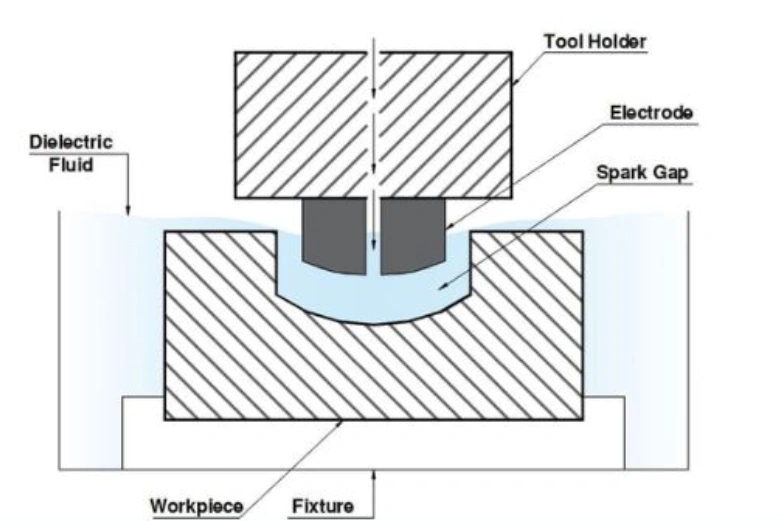
Sinker EDM
The electrode is suspended from the ram of the EDM machine, and together with the workpiece, it is submerged in an insulated (dielectric) liquid. With the automatic ON and OFF switching of current from the controller as set, the cavity is generated.
Sinker EDM Advantages:
- Creates complex internal features and 3D shapes
- Capable of producing sharp internal corners
- No material is too hard
- Shaping the electrode helps produce complex shapes in a single setting
Sinker EDM Limitations:
- The electrode must be custom-designed for each new cavity shape
- Electrode wear is a constant headache
- Requires a high skill level, especially for electrode design
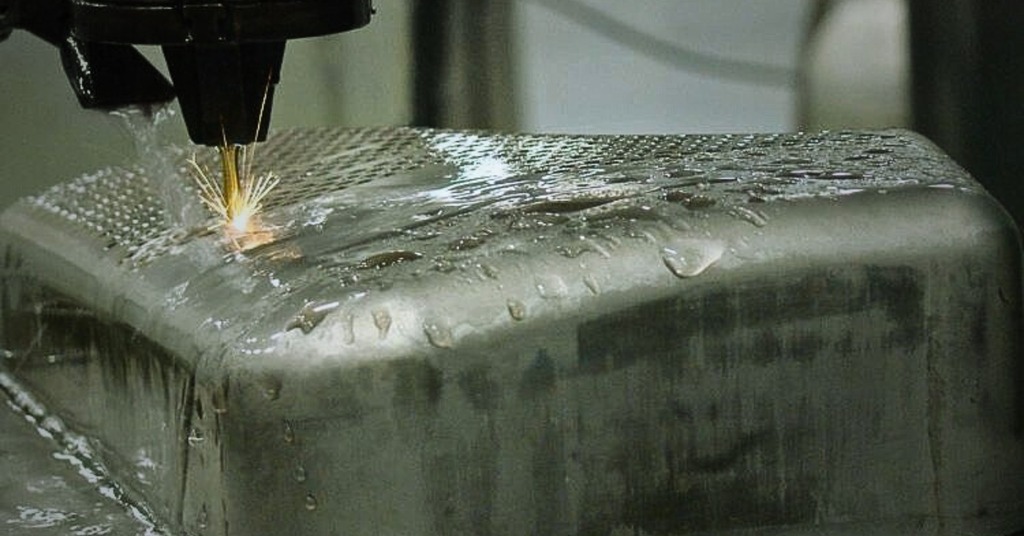
Hole Drilling EDM
This type of EDM cutting produces small, deep holes using a rotating tube electrode combined with powerful pressure flushing. The diagram below shows the process mechanisms.

Hole drilling EDM
Hole Drilling EDM advantages:
- Can produce tiny holes of 100:1 aspect ratio or even higher
- Easy to accurately machine holes in hard materials
- Perfect hole drilling method for hard-to-reach areas and at angles
Hole Drilling EDM limitations:
- Can only drill circular holes, no other shapes
- Slower than traditional drilling in softer materials
- Need to frequently replace the electrode due to wear
Wire EDM vs. Sinker EDM vs Hole Drilling EDM
Specific comparisons of the different CNC EDM manufacturing methods are crucial for matching customer needs to the capabilities of a process. This brief section compares the three methods against each other.
Sinker EDM vs Wire EDM
- Manufacturers choose wire EDM when they are looking for higher dimensional accuracy and a smoother EDM surface finish for through-cuts and profiles.
- Sinker EDM is better at manufacturing complex 3D parts with deep cavities.
Sinker EDM vs. Hole Drilling EDM
- The effectiveness of sinker EDM in producing perfect cavities is unmatched, but this is different from hole drilling, which thrives in making high aspect ratio holes.

EDM holes
- Hole drilling EDM’s capacity to make deep micro-holes finds application in the medical and aerospace industries.
Hole Drilling EDM vs. Wire EDM
- Hole drill EDM is the go-to process for deep circular holes, while wire EDM thrives elsewhere – making complex profiles.
- Wire EDM provides tighter tolerances and smoother surface finishes
- Often, hole drilling EDM creates pilot holes for wire EDM.
For a summary of the comparison between the three EDM methods, see the table below.
Comparison table for Wire EDM vs. Sinker EDM vs Hole Drilling EDM
| Element | Wire EDM | Sinker EDM | Hole Drilling EDM |
| Machining technique | Applies spark erosion and uses a long wire from a spool | Erodes material using a shaped electrode inside a dielectric fluid | Applies rotating electrodes plus dielectric fluid to drill deep holes |
| Precision | High precision of up to ±0.0001 | Precise but may require post-processing | High precision |
| Ideal for | Complex profiles and internal contours | Complex 3D geometries and deep cavities | Micro-drilling |
| Material suitability | Aluminum, steel, and other conductive materials | Hardened steel and tool steel | Aerospace alloys and super alloys |
| Surface finish | Excellent finish that doesn’t require polishing | Smooth finish | Varies with material and depth |
| Common industrial applications | Aerospace, tooling, electronics | Aerospace, automotive, die-making | Aerospace and medical |
Try Prolean Now!
Common Parameters in EDM Machining
The main output parameters in the EDM machining process are material removal rate (MRR), kerf width, surface roughness (SR), and wire material. The material removal rate concerns the cutting speed, while the kerf width refers to the cut thickness. Surface roughness is a parameter for the surface finish.
These parameters of the CNC sparking machine are important to understand because they guide the optimization of the cutting process and help achieve the specified results.
Material Removal Rate (MRR)
Material removal rate is the amount of material machined from the workpiece per unit time.
Kerf Width
Kerf width in EDM processes refers to the width of the material removed by the cutting process.
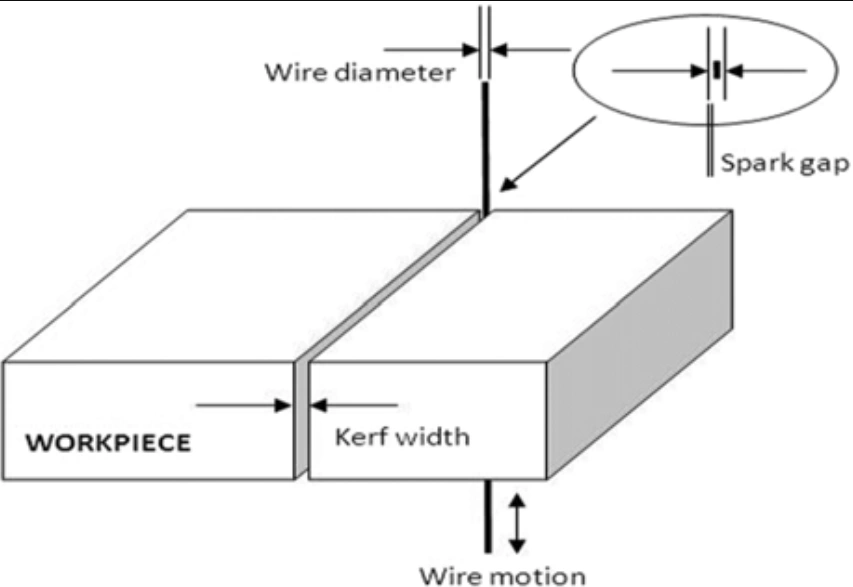
Kerf Width
Surface Roughness (SR)
This is the relative smoothness of the surface that has been EDM machined.
Advantages of EDM Machining
Here are the main advantages of EDM machining:
- It can machine extremely hard materials, widening the options for micro-machining hard materials
- No mechanical stress created – it is a non-contact process
- Works with small, delicate workpieces
- Suitable for precise holes with excellent EDM surface finish

EDM-machined small, delicate parts
Limitations of EDM Machining
Consider the following limitations of the EDM process;
- Relatively slow machining process
- High power consumption
- Challenging to machine non-conductive materials
- Prone to fires due to the use of dielectric fluid
What Materials Are Used in EDM Machining?
The materials typically processed through EDM machining include aluminum alloys, copper alloys, titanium alloys, tool steel, cemented carbide, and high-temperature alloys. The electrical properties and capacity to withstand the erosion process are the main elements for these materials for EDM machining.
Non-conductive materials such as glass and plastics can only be EDM machined through special settings, which can be expensive. Therefore, this approach is not common.
Here is a table of these materials with their characteristics:
| Material type | Properties |
| Aluminum alloys | Good surface finish, high electrode wear, high MRR |
| Copper alloys | High MRR, good surface finish, high electrode wear |
| Titanium alloys | Moderate MRR, moderate electrode wear, |
| Tool steel | High MRR, low electrode wear |
| Cemented carbide | Moderate MRR, good surface finish |
| High-temperature alloys | Low MRR, low electrode wear |
Applications of EDM Machining in Different Industries
EDM machining applications are popular in different industries, including automotive, aerospace, electronics, medical devices, tool-making, and die-making.
Get a quote to discover how these and other industries leverage the process’s precision capabilities for producing complex parts that require intricate shapes and tight tolerances.
The specific applications of the EDM machining are as follows:
Die, Mold, and Tool Manufacturing
EDM is a preferable strategy for making dies, molds, and tools because it can easily machine tool steel and other incredibly hard materials. The EDM die sinking machine can be used first, and then the wire EDM is brought in for detailing.
EDM for mold manufacturing
Extracting Broken Tools
Sometimes a tool breaks or gets stuck in a workpiece, so it must be removed. EDM machining is one of the reliable methods to extract such pieces. Instead of using other methods that tend to increase the damage to the workpiece, EDM can be used to erode the stuck tool.
Small holes can be created in the tool until its fragments are easier to remove. Avoidance of the use of mechanical force is the biggest advantage of EDM sparking over alternative solutions.
Machining Internal Corners
Sharp inner corners are some of the most challenging to produce in parts. Yet, in EDM, this can be achieved with the correct combination of wire tension and wire type. The manufacturer only needs to apply the correct feed conditions.
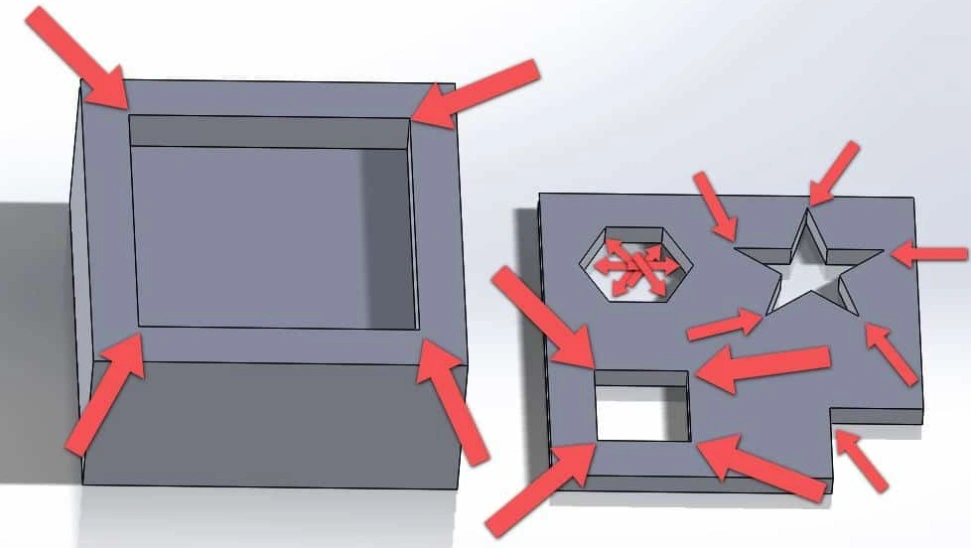
Internal corners
Hard Material Engraving
Consistency in engraving is a perennial challenge, but EDM machining is an effective solution. Other processes give varying results based on the type of material and the amount of mechanical force. EDM in machining is not limited by such factors because the method relies on electrical energy and thermal energy concepts.
Small Hole Drilling
EDM Hole Drilling
EDM for small hole drilling is highly valued for its accuracy and precision. You are talking about a diameter tolerance of as low as +0.0025 mm and a straightness tolerance as good as +0.025 mm.
Try Prolean Now!
What Is The Difference Between CNC and EDM?
CNC machining and EDM processes exhibit differences in cost, tolerance tightness, surface finish, and cutting depth.
Let’s briefly discuss the EDM vs CNC comparison below:
Higher Process Cost of EDM
The slower machining speed and higher power consumption contribute to higher overall process cost for EDM compared to traditional CNC machining services.
EDM for Tigther Tolerances
Producing intricate shapes is more effective with the EDM process because this method is capable of making tighter tolerances.
Superior Surface Finish of EDM
EDM is better for achieving quality surface finishes, suitable for critical applications in the aerospace and medical industries. For instance, wire EDM can attain a surface finish of Ra 0.1 µm, implying that additional finishing is not even necessary.
This makes the process preferable to complex CNC machining in micromachining for assembly and performance compliance.
Deeper, Narrower Cuts of EDM
EDM is preferable for deeper, narrower cuts because of its tighter tolerances and because it does not generate mechanical stresses.
Further reading on comparisons:
In Conclusion
EDM machining is the answer to machining requirements for complex, small, hard material parts. If it’s impossible to machine with conventional CNC machining, the different types of electric discharge machining are most probably the answer.
Contact us at ProleanTech to learn how the best EDM machining services can transform your business.


0 Comments