Die casting uses molds high pressure and is intended for mass production. Both processes rely on molds to shape the material, but many differences exist.
You can see the difference in die casting and injection molding reflected in price, time, expertise, and materials. This guide covers the essentials of die casting, what separates injection molding from casting, and tips to help you find the proper manufacturing process.
What Is Die Casting?
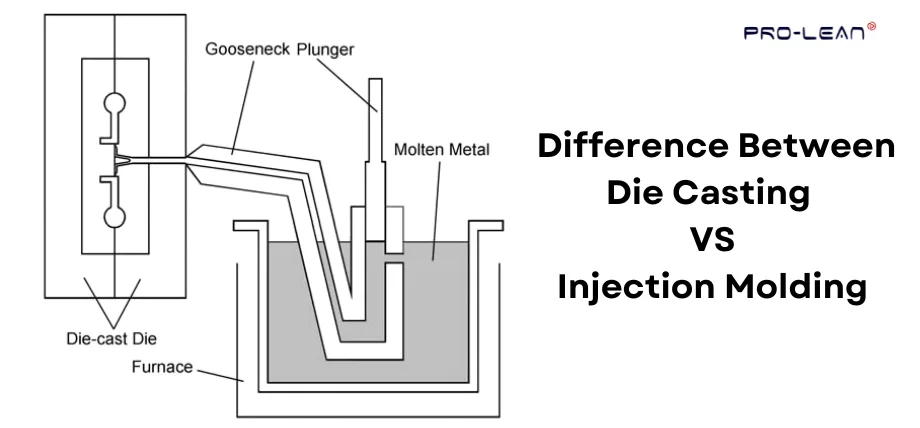
Die casting is a process of manufacturing parts using a mold cavity and molten metal. The molten metal is poured into the mold, called a die, and solidifies under pressure, taking the shape of the cavity.
Die casting is used for high-volume production of complex metal shapes and when metal parts need a ready-to-use surface. Die casting using mold produces a smooth surface.
You should note that die casting relies on heating and furnaces, which use energy. Die casting is usually used for metals with moderate melting points, like aluminum at 660°C or zinc alloys, which are soft and easier to flow.
Step-by-Step Die Casting Process
All die-casting parts are made using the same fundamental process.
Designing the Die
Before starting with metal injection molding and die selection, you must design your die. You can use 3D modeling programs that specialize in two-part die manufacturing.
Dies are made of hardened tool steel–grades like H11, H13, and high-performance steel alloys because they have high-temperature resistance. Hardened tool steel also has high strength against the injection pressure, preventing buckling (deformation under load).
Preparing the Die
Die preparation has a simple lubricating step. A lubricant like DIE SLICK, mineral oil, or synthetic oil tailored for materials can spray the die cavity, aiding the mold release and part ejection.
Molten Metal
Die casting relies on specific materials and alloys because of their properties. Viscosity, melting point, and high strength are important for casting. Die-casting materials include:
- Zinc,
- Brass,
- Bronze,
- Aluminum,
- Copper and some alloys of lead and tin
Injection
Injecting material into the die is similar to the injection molding process. However, there are a few differences at this stage.
Hot Chamber: In this type of metal transfer, a piston takes molten metal from the furnace and injects it into the mold.
A hot chamber is used for metals like zinc because their reactivity with steel is low, and they don’t erode steel components.
Cold Chamber: In this, transfer relies on first loading molten metal into a shot chamber where a piston presses the molten metal into the die.
The cold chamber keeps the injection chamber colder and separates reactive metals like aluminum who’s high melting point can damage components hot chamber. Other high-melting-point metals can also wear out the die.
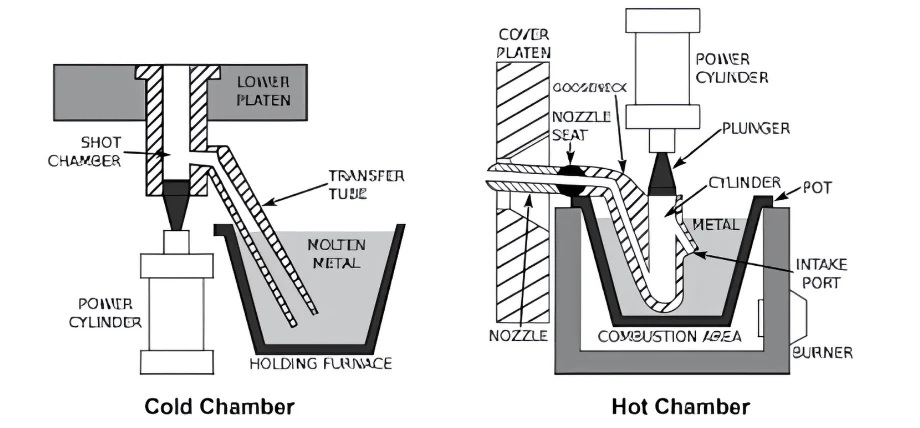
Title: Hot and cold chambers in die casting
Solidification
Die casted metals can be left to cool at their standard rate, but the optimal manufacturing method requires water sprays to cool the mold quickly and eject the solidified part.
Ejection
After the mold has cooled, you can release the clamping pressure and open the mold to eject the part.
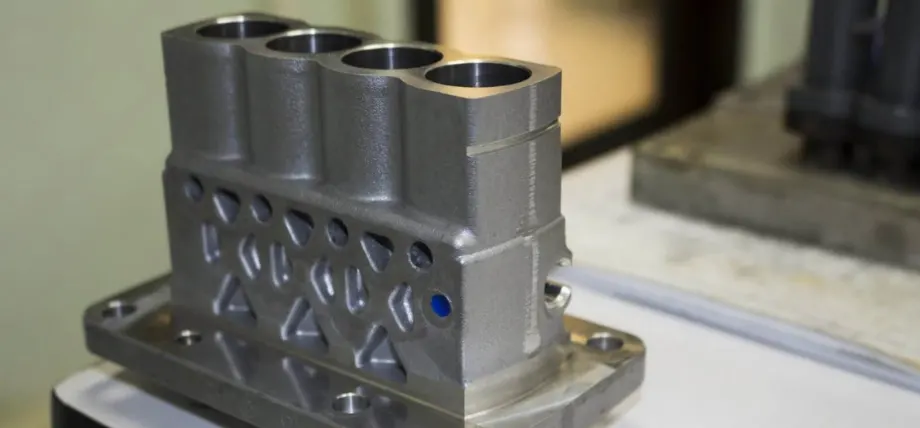
Title: aluminum die-cast part
Aluminum die casting is one of the most popular types of die casting.
Try Prolean Now!
Advantages of Die Casting
There are many pros of die casting and why it is preferred over metal injection molding.
- Surface Finish: Die-casted parts at high pressures have a smooth surface finish.
- Large Production Volume Efficiency: When hot chambers are used, cycle times can be as low as 15 seconds, meaning thousands of parts per day.
- Durability: Cooling with water alters the grain structure adding durability and strength to the part.
- Reduced Waste and Recyclability: Any wasted material can be remelted or recycled for the next production run. Source: Hot Chamber Die Casting Research
- Consistent production: Fixed die control the production process and tolerances
- Shots: Casting molds don’t have to produce a single part. They can be designed to contain more than one die cavity, and each resulting part from the die cavity is called a shot. This can make the die-casting process more efficient.
Disadvantages of Die-casting
- High Tooling Cost: The casting die has to be machined with exact machining tolerances, which can cost thousands of dollars. Plus, furnace, piston, and operating costs can pile up with the upfront investment.
- Cost-effective Only With High Volumes: Die casting machine is only cost-effective for production runs of 10,000+ parts. You can use CNC machining as an alternative for low-volume production.
- Restricted To a Few Materials: Die casting heavily depends on materials with low to moderate melting points (up to 1000°C). This generally restricts die-casting materials to aluminum, zinc, magnesium, or copper alloys.
High melting point metals like stainless steel can damage the tool-steel dies, and casting of these materials typically uses sand casting.
- Part Porosity: Using high pressures, poor venting, or gases trapped in the molten metal can solidify and lead to porosity in the part. Porosity can weaken the structural integrity and strength of casted parts.
- Die Damage: Heating and cooling of dies during the die casting can cause permanent damage like cracking, thermal fatigue, or erosion.
- Lead Times: One of the biggest cons of die casting is large lead times. From designing to tooling and part production, it can take multiple weeks.
What Is Injection Molding?
Injection molding is a high-volume production technique that uses an injector nozzle to push molten material into a mold. Typically, injection moulding uses thermosetting plastics or polymers.
The main difference between injection moulding and die casting is the material. Plastic injection molding involves melting plastic granules in a barrel and forced under high pressure into a mold.
Step-by-Step Injection Molding
Mold Manufacturing
Plastic injection molding requires a two-part mold. There are two sides to a plastic injection mold.
Cavity (A) Side: Cavity side holds the barrel and the shot injection. The mold tooling is more sophisticated than die casting. It requires cooling channels, clamp plates, spruce, and the cavity.
Core (B) Side: The core side moves in and out and holds the ejector pins, guide pins, clamp slot, and ejector plate.
Melting Material
The plastic injection molding process involves using thermoplastic pellets through a hopper feeding into the heated barrel. Here, the plastic melts and maintains a uniform consistency.
In metal injection molding, metals and alloys are used as powders along with binders inside the barrel and injected into the mold die.
Plastics like ABS typically require upwards of 200°C temperatures, and metal injection molding (MIM) uses approximately 150°C to melt the binder; the metal powder does not need to be melted and is kept suspended. Source: Science direct
Shot Delivery
In injection molding, the plastic is injected into the die using the same rotating screw inside the barrel that mixes plastic pellets. To manufacture injection molded plastic parts, the screw stops rotating and slides forward towards the nozzle, pressuring material out and into the mold cavity.
While the material used starts to cold in the mold, the screws continue exerting pressure to prevent material from flowing back and compensate for any shrinkage.
Solidification
The injection molding machine uses water-cooling channels built into the machine. The water cools the material at a faster rate, increasing the production rate, and it is important to keep the mold temperature below the melting point of the material used.
Post Processing
Injection molding may produce flash and defects along the parting line. Most large parts, like cans and gallons, require trimming extra plastic protrusions and flash.
Advantages of Injection Molding
There are many reasons manufacturers prefer injection molding over other plastic forming methods.
Repeatability
Since plastic is much softer than the mold material, it is easy to shape and produces consistent results with none to minimal variation.
Production speed
For plastics, injection molding cycle time ranges from 10 – 30 seconds depending on the material cooling rate and weight of the part. For metals, the cooling rate is significantly higher, depending on the size of powder particles and material. It can range from 80 seconds to 500 seconds for some copper materials.
Material Choices
Injection molding offers far more choices in terms of material. You can use thermoplastics, thermosets, elastomers, glass, and metals.
Low Waste
Injection molding does not waste material like other manufacturing process. In fact, any flash, excess plastic, or material that leaks can be reheated and reused.
Cost-effective
Initially, injection molding can be expensive with tooling and mold costs. However, this is quickly offset by large production rates, and repeatable production splits cost over thousands of parts.
Produces Thin Walls
In terms of design, many features requiring precision and accuracy can be easily produced using injection molding. Thin walls in plastic products are difficult to manufacture because machining them can produce heat and warp the edges.
Thin-walled plastic parts can be easily produced using injection molding because the material flows into the wall cavity and solidifies.
Complex Internal Features
Injection molding has become a popular manufacturing process because of its ability to produce threads and hinges in a single process. Many internal features can also be produced by simply placing a core.
Overmolding Capability
It is possible to overmold on plastic using injection molding. Compared to die casting, it has the advantage of giving a two or three-texture feel to the part.
For example, a part can have a plastic base and be over-molded with a rubber or silicon grip.

Title: High volume injection molding part production
Disadvantages of Injection Molding
Initial Cost of Molding
Similar to die casting, the tooling cost of an injection mold is also high. It requires careful design and precision metal fabrication techniques like EDM.
Lead Time
Going from the initial mold design to the first part production takes significant design iterations and testing. Any last-minute changes require machining the mold from scratch, and the prototyping process is slow.
No Design Flexibility
Injection molding has no design variation flexibility. Once your design is in place and the mold produced, all parts must adhere to the tolerances and geometry of the designed cavity.
Draft angles and Ejector Pin
Injection mold design requires the cavity to integrate draft angles for easy removal of parts. Draft angles and ejector pin placement might require changing part design and orientation.
Porosity
Porosity refers to the tiny gas bubbles that get trapped inside the part after injection moulding. This can arise when there isn’t good venting to release trapped gas and air inside the mold.
Key Differences Between Die Casting and Injection Molding
|
Die Casting |
Injection Molding |
|
|
Materials |
Metals with melting points below 1000°C |
Optimal for thermoplastics and selective metals |
|
Melting point range |
400 °C to 1000°C (copper) |
Up to 300°C for plastics |
|
Typical Process |
Hot chamber |
Injection Mold |
|
Pressure |
Up to 130 MPa or higher injection pressure |
Higher (>140 MPa) |
|
Cooling Time (Cycle run impact) |
Quick (30 s on average) to 500 seconds |
Quick for most parts |
|
Tolerance |
High (around +/- 0.05 mm) |
Tighter tolerances (up to 0.01 mm) |
|
Tooling Cost |
High |
High |
Source: Tooling cost, injection pressure
Try Prolean Now!
Metal Injection Molding VS Die Casting

Title: Metal injection mold
Metal Injection Molding (MIM) is similar to plastic injection molding, but there are a few differences in material and process. MIM is entirely different from die casting, and in this detailed comparison between die casting and metal injection molding, you’ll learn the significant differences.
Process
In metal injection molding, fine metal powder (particle size less than 20 micrometers) is used and mixed with a binder in a barrel, similar to plastic injection molding. The barrel heats the mixture to 200°C, just enough for the binder. This mixture is injected into a mold, and the binder solidifies, creating the structure of the part.
The structure goes through debinding steps to remove the binder.
- Using a solvent to debind: Solvents dissolve the binder and heat to remove any remaining binder.
The metal powder is fused using sintering, resulting in a denser, bonded metal part.
Die casting is a single-shot manufacturing technique. Liquid metal is poured into a die, and it cools and takes the shape of the die. It’s faster, easier to operate, and much more straightforward.
This is the main difference between die casting and metal injection molding.
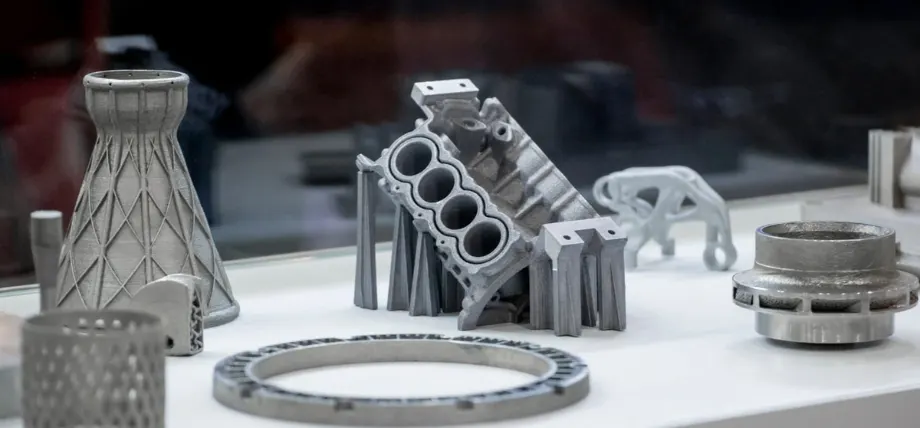
Title: Metal sintered parts
Materials
Die casting primarily uses non-ferrous metals. Non-ferrous metals have a lower melting point and do not wear out the die quickly. Some common die-casting metals are aluminum, zinc, magnesium, and copper.
Metal injection moulding has a wider material choice and can produce stainless steel, titanium, copper, and other alloys. Metal injection molding does not melt metal but sinters them below the melting point.
Strength
MIM produces a dense 99% metal part after sintering. The strength is similar to wrought metal.
MIM alloy strength depends on their density and alloying elements. Aluminium injection molded parts have a strength of around 180 MPa, and a 99% dense Inconel has a maximum strength of 1330 MPa.
Tooling Cost
Metal injection molding has a lower tooling cost compared to die casting, but post-processes like sintering and shrinkage compensation add to the overall cost.
When Should You Choose Die Casting And Injection Molding Services?
When choosing between die casting and injection molding, the choice largely depends on the materials you are working with and the final application of your part.
For most plastics, injection molding is the standard choice. When comparing these two manufacturing techniques, the material in reference is mainly metal.
- You can use die casting to produce parts from non-ferrous metals to withstand heavy loads and stresses.
- If your application relies on properties like thermal conductivity and electrical conductivity, you can use die casting because non-ferrous metals like copper have higher conductivity.
- For high production volumes with quicker turnaround time
- MIM-manufactured parts require surface finishing. Die-casted parts have a smoother surface finish.
- For large diameter or cross-section parts
- When shrinkage is a concern in manufacturing
Applications of Die Casting VS Injection Molding
Die casting service can help you produce parts for a variety of industries from industrial machinery to automobiles.
Die Casting Uses
- Aluminum engine blocks requiring heat dissipation
- Zinc components like lock bodies
- High-volume heat sinks
- Car transmission components
Injection Molding Uses
- ABS components in vehicles
- Dashboards in cars
- Plastic bottles and plastic containers
Die Casting VS Metal Injection Molding Applications
- Metal injection molding of copper connectors and electronics
- Metal surgical tools
Title: ABS plastic car vent
Conclusion
There are many injection molding types categorized according to material choice. Metal injection molding produces the closest comparison to die casting, each with its own pros and cons.
You can use the concepts outlined in this detailed comparison to decide between different processes, and you can discover die-casting companies here.
Precision Injection Molding Service at PROLEAN TECH
Interested in starting an injection molding project? At Prolean Tech, we offer solutions for mold design and high-volume injection molded part production.
Why Work With US?–
DFM capabilities
Precision Machining
High-Volume Production
Design consultations
FAQ
What is the difference between die casting and injection molding?
Die casting specializes in the production of non-ferrous metal parts like aluminum, zinc, magnesium, and brass. Injection molding is primarily reserved for thermoplastics like ABS.
Is injection molding cheaper than die casting?
Die casting has tooling costs, furnace costs, and post-processing costs associated with the process. This makes die casting more expensive than injection molding, which can produce finished products in a single shot.
Which process is cheaper for high-volume metal parts?
In high-volume production of 10,000 or more parts, die casting is a cheaper method for metal part production.
Can injection molding be used for metals like die casting?
Metal injection molding can be used to produce metal parts. It has a wider metal coverage and can produce titanium parts, which is difficult in die casting as titanium melts at 1725°C.
How do surface finishes compare between die casting and MIM?
MIM requires extra processing and material cutting to ensure good surface quality. Die casting uses a closed enclosure, which produces a smoother finish.
Which process supports more design flexibility?
Injection molding allows you to design thinner walls with more complex features and offers a higher material range.
Are there size limitations for MIM vs die casting?
MIM typically produces parts with dimensions 50-100 mm and smaller than 250 g. Die casting can produce larger parts.
Is die casting more durable than injection molding?
MIM injection molded parts match the strength of die-casted parts, and in terms of mold strength, die-castings are more durable and run longer in production.

0 Comments