Deep drawing, a key process in sheet metal fabrication, transforms flat sheet metal into a variety of shapes and sizes. Despite its widespread use in industries ranging from automotive to aerospace, the process is not without its challenges. A keen understanding of these challenges, specifically the common machining defects during the deep-drawing process, is crucial for anyone working in or with the sheet metal fabrication industry.
This article provides an overview of these common defects, their causes, and possible preventive measures, finishing with a look at how Prolean’s Sheet Metal Deep-drawing Services help ensure a defect-free deep-drawing process.
Defining Deep-Drawing Process
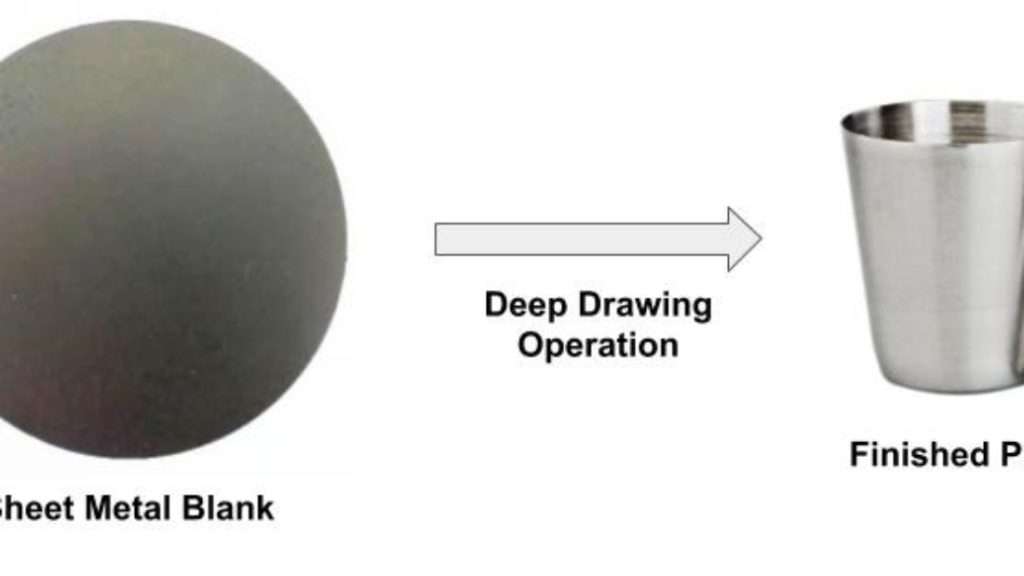
The deep-drawing process is an essential metal-forming procedure used in numerous industries. It’s a sheet metal forming technique that allows manufacturers to create complex, three-dimensional parts with a high degree of accuracy and precision.
It offers several advantages, such as the creation of complex geometries, high dimensional accuracy, and the ability to work with a variety of metal sheets. It’s widely used in many industries, including automotive, electronics, aerospace, and domestic appliances.
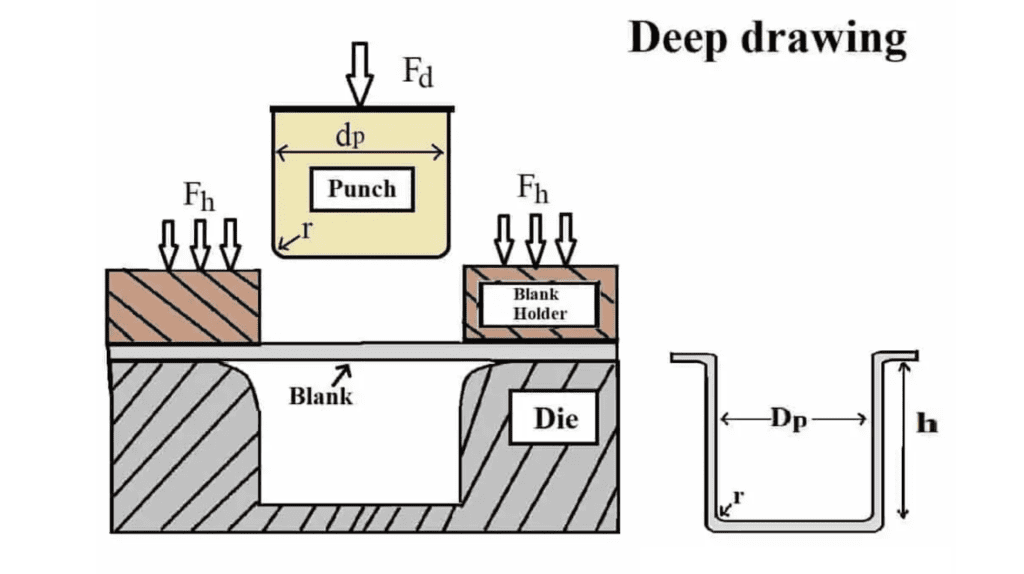
1. Understanding the Process
Deep-drawing involves the use of a die and punch, where the punch pushes the sheet metal into the die to form the desired shape. The metal’s flow is controlled by forces exerted by the punch and die, as well as the blank holder, which maintains the flatness of the sheet metal around the punch.
- Punch: This tool pushes the sheet metal into the die. The shape of the punch corresponds to the internal shape of the final product.
- Die: The die corresponds to the external shape of the product. It supports the material during the process, allowing the metal to flow into its cavity when the punch exerts pressure.
- Blank Holder: This part prevents the metal from wrinkling as it’s drawn into the die. It maintains a steady and even force on the metal sheet, ensuring a smooth flow of material.
2. Deep-Drawing Process Parameters
The process involves several critical parameters that affect the quality of the end product. These include:
- Draw Ratio: This is the ratio of the blank diameter to the punch diameter. An optimal draw ratio is essential for the successful execution of the deep-drawing process.
- Clearance: Clearance is the difference between the punch and die diameters. This gap is filled by the metal during the drawing process.
- Drawing Speed: The speed of the punch during the operation also impacts the quality of the final product.
- Blank Holder Force: This is the force exerted by the blank holder on the sheet metal.
| Parameter | Definition |
|---|---|
| Draw Ratio | Ratio of the blank diameter to the punch diameter |
| Clearance | Difference between the punch and die diameters |
| Drawing Speed | Speed of the punch during the operation |
| Blank Holder Force | Force exerted by the blank holder on the sheet metal |
Related Resource: Deep-Drawing Case Study: Manufacturing a Surgical Retractor
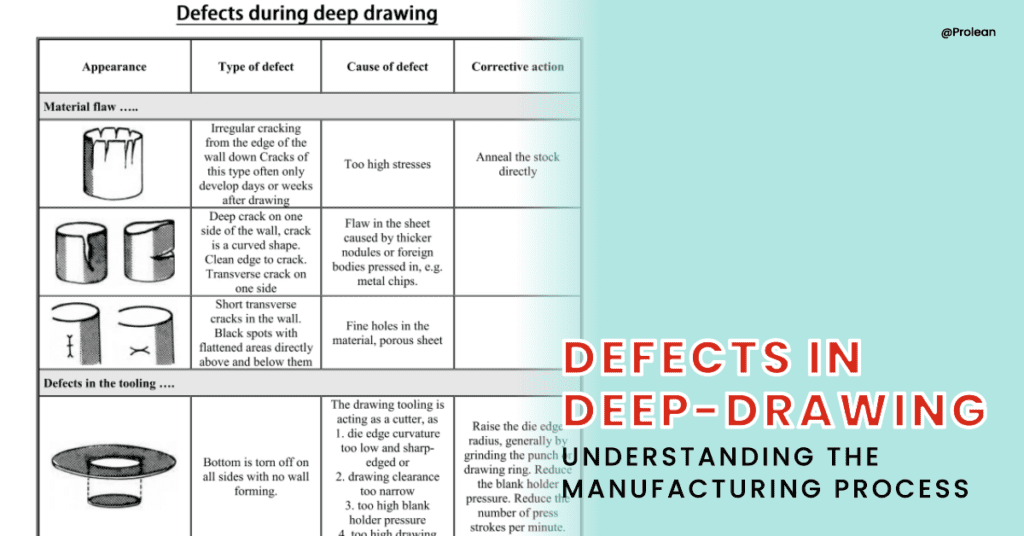
What Are the Root Causes of These Defects?
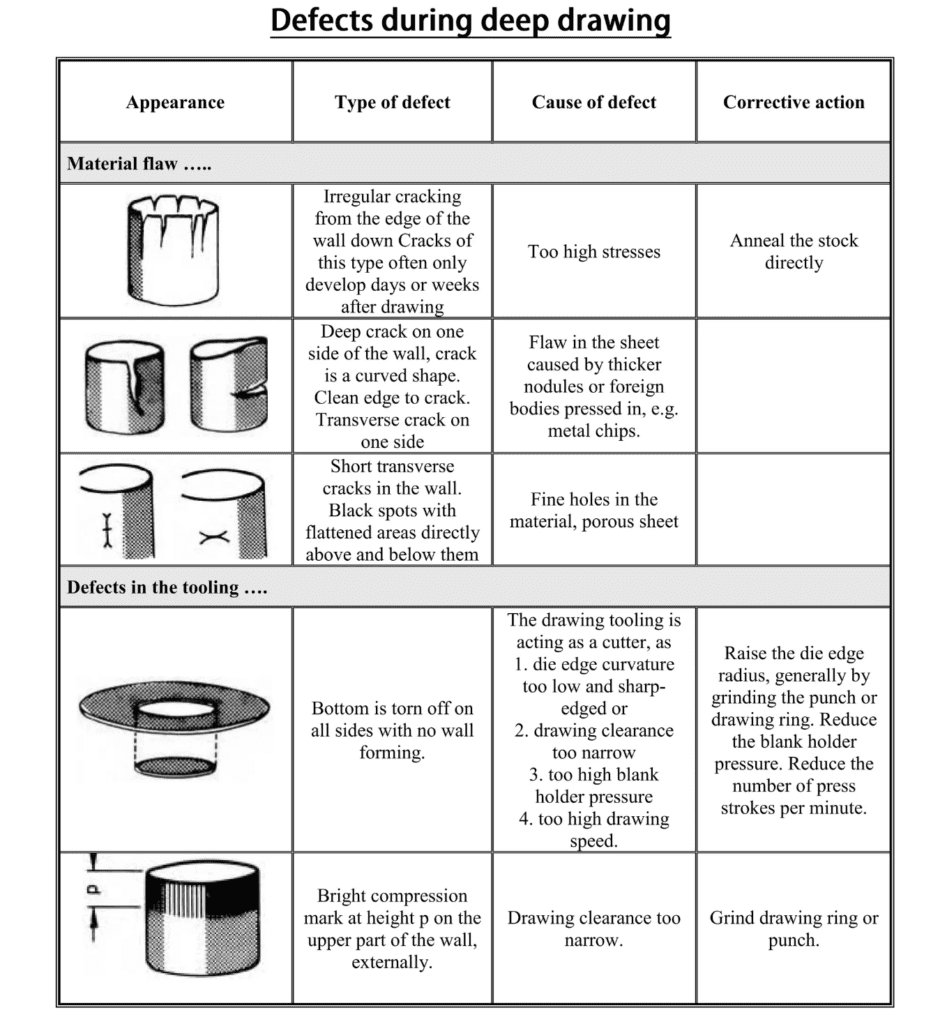
Understanding the root causes of common defects in the deep-drawing process is essential for defect prevention and control.
- Material Properties
The choice of material plays a crucial role in the occurrence of defects. Certain properties of the sheet metal, such as ductility, thickness, strength, and strain hardening exponent, can significantly influence the process.
- Ductility: Materials with low ductility are more prone to defects such as cracking and tearing.
- Thickness: The thickness of the sheet metal can affect its ability to flow into the die cavity, leading to defects like wrinkling and tearing.
- Strength: Low-strength materials may fail under the pressure applied during the deep-drawing process.
- Strain Hardening Exponent: Materials with a low strain hardening exponent are likely to experience thinning and cracking during deep-drawing.
- Design Complexity
The complexity of the product design is another significant factor contributing to defects. More intricate and complex designs can increase the chances of defects such as wrinkling, tearing, and spring-back.
- Process Parameters
Improper process parameters, such as incorrect clearance or drawing speed, can also lead to defects. For example, if the draw ratio is too high, the material might tear or wrinkle. Similarly, an incorrect blank holder force might result in wrinkling or warping.
| Causes of Defects | Description |
|---|---|
| Material Properties | Ductility, thickness, strength, and strain hardening exponent of the material |
| Design Complexity | The intricacy of the product design |
| Process Parameters | Parameters like draw ratio, clearance, drawing speed, and blank holder force |
Mitigating Measures for Defects in Deep-Drawing
There are several measures that can be taken to mitigate defects in the deep-drawing process. By focusing on the root causes of these defects, effective strategies can be developed to reduce their occurrence and impact.
1. Proper Material Selection
Choosing the right material is essential for the success of the deep-drawing process. Some materials are more prone to defects than others due to their mechanical properties. Therefore, materials should be selected based on their ductility, strength, and thickness.
- Recommendation: Use materials with high ductility and optimal thickness for deep-drawing. The strength of the material should be balanced against its ductility to prevent tears and wrinkles.
2. Precise Tooling Design
Defects can also result from improper tooling design. The design of the die and punch plays a significant role in the final product’s quality.
- Recommendation: Ensure the tooling design is accurate and precise. Factors such as clearance, punch and die radius, and blank holder pressure should be properly calculated and set.
3. Optimized Process Parameters
The deep-drawing process involves several parameters, including blank holder pressure, punch speed, lubrication, and drawing ratio. If these parameters are not properly controlled, they can lead to defects.
- Recommendation: Optimize process parameters based on material properties and tooling design. A well-controlled process will reduce the likelihood of defects.
4. Regular Inspections and Maintenance
Regular inspections and maintenance of the machines used in the deep-drawing process can help detect issues early and prevent defects.
- Recommendation: Establish a regular maintenance and inspection schedule. Regular checks can help identify issues before they cause defects.
Try Prolean Now!
The Role of Inspections in Deep-Drawing
Inspections play a vital role in the deep-drawing process as they help in the early detection and prevention of defects, thus ensuring the delivery of high-quality products.
- Visual Inspection
Visual inspections are the most basic form of inspection in sheet metal manufacturing. Inspectors meticulously examine each product’s appearance to identify visible defects such as tears, wrinkles, or surface irregularities.
- Advantages: Quick, cost-effective, and easy to implement.
- Limitations: Not effective for identifying internal or subtle defects.
- Ultrasonic Inspection
Ultrasonic inspection uses high-frequency sound waves to detect defects. It is particularly useful for detecting internal defects and measuring the thickness of the sheet metal.
- Advantages: Non-destructive, accurate, and can detect internal defects.
- Limitations: Requires trained operators and is more expensive than visual inspection.
- Coordinate Measuring Machine (CMM) Inspection
CMM is a device for measuring the physical geometrical characteristics of an object. This machine may be manually controlled by an operator or computer-controlled.
- Advantages: High precision, suitable for complex geometries.
- Limitations: Expensive and time-consuming.
Read More: What is Blank Sheet Metal Fabrication? Techniques and Uses
Prolean’s Sheet Metal Deep-drawing Services
Prolean is a leading provider of sheet metal deep-drawing services that focus on reducing defects and improving efficiency. Our team of skilled professionals has extensive experience in the deep-drawing process and ensures that every product meets the highest standards of quality and precision. We use state-of-the-art deep-drawing equipment and technology, continuously investing in improving our machinery and equipment to stay ahead of the competition.
Our approach to business is deeply customer-centric, providing tailored solutions that cater to each project’s unique needs. With a strict quality control regimen, our expert team ensures that the drawn parts or products meet the highest standards of quality and precision.
Conclusion
The deep-drawing process, despite its complexities, is a crucial aspect of sheet metal manufacturing. It allows for the production of intricate shapes with high accuracy and consistency. Understanding the common defects and their causes, coupled with rigorous inspections, can significantly reduce these defects and ensure the production of high-quality products. Services like those offered by Prolean not only understand this but strive to continuously improve and adapt to the ever-evolving landscape of sheet metal manufacturing.
FAQs
1. What is the deep-drawing process?
Deep-drawing is a sheet metal forming process that involves shaping a flat sheet of metal into a hollow or concave shape using a die and punch.
2. What are some common defects in the deep-drawing process?
Common defects include tearing, wrinkling, and surface scratches.
3. What role do inspections play in the deep-drawing process?
Inspections help detect and prevent defects early in the process, ensuring the delivery of high-quality products.
4. What types of inspections are commonly used in the deep-drawing process?
Common types of inspections include visual inspection, ultrasonic inspection, and Coordinate Measuring Machine (CMM) inspection.
5. What services does Prolean offer in the realm of sheet metal deep-drawing?
Prolean offers a range of services including deep-drawing of various metals, quality assurance, and custom solutions.


Gracias por el articulo estaba investigando acerca de las desventajas del embutido profundo.
¡Gracias! ¡Actualizaremos el artículo sobre los inconvenientes de esta tecnología en el futuro!
Algunos puntos de las desventajas del dibujo de Depp son:
1. Arrugas del material: La embutición profunda puede provocar arrugas en el material, especialmente alrededor de los bordes, lo que puede requerir un procesamiento adicional para suavizarlo.
2. Variación del espesor: El proceso puede causar variaciones en el espesor del material, y las áreas dibujadas a menudo se vuelven más delgadas, lo que puede comprometer la resistencia de la pieza.
3. Altos costos de herramientas: El costo inicial de las matrices y otras herramientas para embutición profunda puede ser alto, lo que lo hace menos económico para la producción de bajo volumen.
4. Riesgo de desgarro: si el material no está adecuadamente lubricado o la profundidad de embutición es demasiado alta, pueden producirse desgarros o grietas, lo que provocará desechos o retrabajos.