
CNC Milling Jewelry Tool
CNC milling jewelry is a subtractive technique where computer-controlled tools machine the work materials in an exactly specified design. It begins with producing a digital model in CAD software, defining geometries down to 0.01 mm.
The model is then translated into toolpaths by CAM software and will guide multi-axis mills. Roughing will remove a bulk material at high speeds, typically around 10,000 to 20,000 RPM, followed by finishing with fine tools to achieve smooth surfaces.
Proleantech provides high-quality machining finishes with post-processing using CNC grinders for polished and reflective surfaces. We also provide fixing and assembly services of jewelry pieces and have expertise in welding of non-ferrous metals.
Post-machining involves inspection, polishing, or casting with jewelry molds. Repeatable production, waste minimization, and gold machining or titanium processing are key highlights of this production process.
Types of CNC Machining for Jewelry Making
There are various types of CNC machining.
CNC Milling Jewelry
CNC milling jewelry, specifically micro-milling, is the primary process for jewelry making, utilizing rotary cutters fixed to 3-axis to 5-axis machines to carve out intricate 3D shapes from wax, resin, or metals. Profile basics, however, could still be used. The undercut, filigree design can be produced using a 5-axis machine, achieving tolerances of approximately ±0.005 mm.
CNC Turning

Gold Machining Process
This is an ideal lathe-based technique for symmetrical cylindrical shapes, such as rings and bezels. The workpiece rotates while tools are fed for facing and grooving up to 3000 RPM, with thin walls of such objects being maintained under controlled forces without deformation.
CNC Engraving
High-speed machines equipped with diamond tools engrave surfaces on finished items, producing depths from 0.05 to 0.2 mm for patterns or inscriptions, thus ensuring distortion-free detail.
CNC Laser and Plasma Cutting
These thermal methods cut or color nonferrous metals. Gradient formation through oxidation and the handling of flexible materials, such as leather, alongside tough alloys, is achieved through focused beams.
Electrical Discharge Machining (EDM)
Wire or sinker EDM erodes hard materials, such as platinum, using electrical sparks in a dielectric fluid. These processes provide excellent erosion for micro-features with dimensions of less than 0.1 mm, where mechanical tools might fail.
Mill-Turn Hybrids

Engraving CNC Jewelry
These machines, in essence, combine milling and turning in a single setup, resulting in a 40% reduction in cycle time. A good example of such combined operations is in complicated items like pendants.
Jewelry Rolling Mills Process
Textured Jewelry Machining
This involves deforming the workpiece through a systematic rolling process.
- For annealing to soften and recrystallize grains, followed by reducing hardness for easy deformation during operations, heat the metal at a temperature of 600-800 °C to reduce hardness and malleability.
- First, clean, square, and face the edges of the metal strip so that they enter the rolling process without defects.
- Set the gap of the roller to a thickness of -10 to -20% before measuring with a micrometer.
- Complete a dead pass at which there is no tightening to determine the groove, and after that, reduce by about 0.1-0.2 mm from pass to pass.
- Roll unidirectionally and keep the same speeds (20-30 turns/min manual; 100 mm/min electrically) to align grain flow.
- Anneal between every 3-5 passes to restore ductility and avoid cracking due to work hardening.
- For texturing, insert the pattern plates while applying pressure at half the speed to imprint a relief of 0.05-0.3 mm.
- Micrometer for final thickness to ±0.01 mm, then coil under tension for minimum spring-back and oxidation.
By following these steps, you can create fine and beautiful jewellery pieces.
Tips for Making Jewelry Designs for CNC Machining
Here are some additional steps for jewelry designs for CNC machining.
Prioritize CAD Software Proficiency
Utilize tools like Rhino or Matrix to create detailed digital models, ensuring that geometries account for tool radii and avoid unmanufacturable features, such as zero-thickness walls.
Incorporate Minimum Tolerances
Design with wall thicknesses above 0.5 mm and draft angles of 2-5° to facilitate tool access and reduce vibration during machining.
Optimize for Material Properties
Select machinable materials, such as wax for prototypes or gold alloys for finals, adjusting relief depths based on hardness (e.g., shallower for titanium with a yield strength of>800 MPa).
Simulate Toolpaths Early
Use CAM software to preview paths, setting the stepover at 40-60% of the tool diameter to balance surface finish and machining time, thereby preventing gouges.
Plan for Fixturing the Stock
Include tabs or allowances in designs to ensure secure clamping, avoiding visible surfaces to maintain aesthetics after removal.
Validate with Sectional Analysis
Employ cross-sections to confirm alignments, such as prong seats to 0.02 mm, ensuring gem stability and assembly fit.
Make Use of Scrap Recovery
For precious metals, design with chip collection in mind to minimize waste and recover material economically. Using these steps, you can create jewellery of your choice.
Advantages of CNC in Jewelry Making
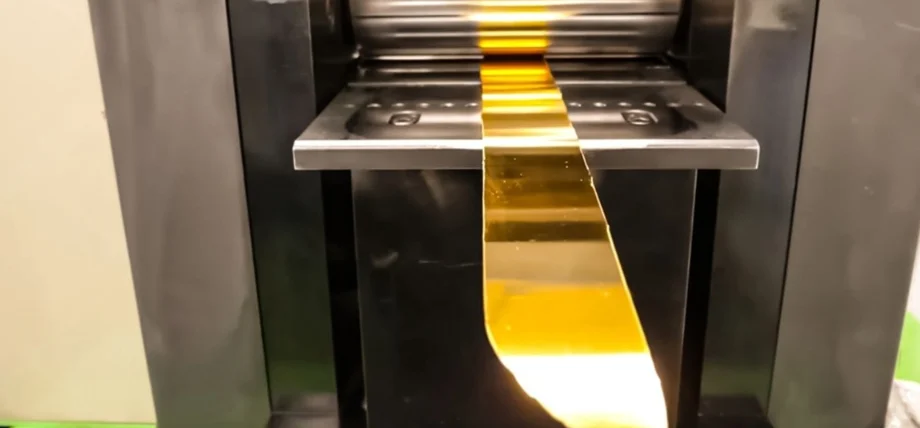
Rolling Gold Sheet
Superior Precision and Accuracy
CNC precision machining parts achieve tolerances of ±0.005 mm, enabling intricate details such as guilloché patterns that surpass the capabilities of handwork or casting methods.
Enhanced Design Versatility
Allows complex geometries and customizations, from undercuts to filigrees, without retooling or reprocessing. These applications of custom CNC machining enable greater flexibility compared to other processes like die casting.
Material Diversity
Able to work with various materials, including precious metals, resins, and composites, all while adapting parameters for optimized chip loads.
Reduced Production Time and Cost
Automates the processes, reducing labor by 70% and waste to 5-10%, while allowing rapid prototyping to be completed in a matter of hours.
Improved Efficiency and Scalability
Minimizes defects with greater than 99% repeatability, allowing for industrial production in batch quantities ranging from simple prototypes to thousands.
Bypasses Traditional Limitations
Casts away the usual shrinkage considerations and allows direct machining on the final piece, even improving the surface finish off the machine.
Challenges in CNC Jewelry Machining
- Micro-scale precision: Achieving high accuracy on complex designs with tight tolerance requirements proves to be a significant challenge.
- Tool wear and breakage: The small cutting tools used for jewelry details tend to experience rapid tool degradation and failure.
- Material: The machining process faces difficulties because precious metals and gemstones exhibit different levels of hardness.
- Surface finish quality: The process of achieving mirror-like finishes through cutting requires specific cutting parameter settings to prevent excessive polishing.
- Complex programming: The process of creating toolpaths for artistic and organic shapes requires extensive time because of the programming needs
- Vibration control: Small vibrations during the process can cause feature distortion, leading to reduced detail precision.
What are The Best Jewelry CNC Machines?
These are some of the best CNC machines you can use:
Carbide 3D Nomad 3
The Carbide 3D Nomad 3 offers, in a compact form factor, a desktop jewelry CNC machine optimized for precise operations such as jewelry prototyping and small-batch production of parts.
Its work area measures 215 x 215 x 70 mm, comes with automatic tool probing, and speeds can reach up to 10,000 RPM for intricate engraving and milling of waxes or soft metals within tolerances lower than 0.01 mm. All this is under $2,800, making it a great piece of equipment for hobbyists or small studios, which can be easily integrated into an enclosed design.
SYIL X5
The SYIL X5 makes machines industrial in terms of size and weight, which suits the jeweler’s needs, with an envelope size ranging from high to approximately 250 x 300 x 250 mm. It features an extremely powerful 24,000 RPM spindle and a couple of linear guides, making it easy to produce almost without backlash.
Surface finishes typically achieve a roughness average (Ra) of less than 0.8 when gold machining or silver machining. Priced around $10,000, the features, strengths, and options regarding coolant programming will take any cutting work into the complex zone, thus enabling capable professional jewelers.
STYLECNC ST-FC3030
STYLECNC ST-FC3030 is a jewelry CNC precision fiber laser for metal jewelry cutting. It includes engraving and contouring gold, silver, and copper. Its features include a 300 x 300 mm area, 1500 to 2000 watts, and accuracy at the micron level, cutting edges cleanly and without burrs at high speeds of up to 600 mm/s. It has a price of around $ 8,000, but accessible software and its compactness help beginners or small businesses create complex designs.
Try Prolean Now!
Design Tips for Jewelry Making With CNC
- Optimize for machinability: The design should incorporate features that align with the tool dimensions and machine operational limits to minimize excessive complexity.
- Use appropriate tolerances: Set tolerances that match the precision level of your CNC equipment and material behavior characteristics.
- Simplify Complex details: The design should limit decorative elements to sizes that match tool diameters and cutting precision capabilities.
- Toll Access Design: The design should enable tools to access all surfaces and features without risk of tool collisions.
- Suitable materials: The selection of materials should focus on metals and alloys that machine efficiently while producing excellent surface finishes.
- Post-processing: The design should include space for post-processing operations such as polishing and plating, and stone setting.
- Test with prototypes: The design process should begin with prototype testing to confirm the feasibility of the design before proceeding to large-scale manufacturing.
Rolling Mill for Jewelry Making
Rolling mills are essential equipment for fabricating uniform metal stock in jewelry workshops. Manual models, such as Pepetools’ 90 mm flat and wire variants, feature cast-iron frames with 1.2:1 gear ratios for torque multiplication, reducing operator fatigue during 20-50 pass sequences.
Rollers, chrome-plated to 0.2 μm finish, gap via micrometer adjustments to 0.01 mm increments. Rolling mills are essential equipment for fabricating uniform stock material in jewelry shops. The manual models, such as those in the 90mm flat + wire of Pepetools, have 1.2:1 gear ratios for torque multiplication.
The gear ratio distributes the production work across the machine, eliminating much of the fatigue that can otherwise develop from 20 to 50-pass operations. The chrome-plated rollers are highly finished to 0.2 micrometer accuracy by micrometer adjustment increments of 0.01 mm.
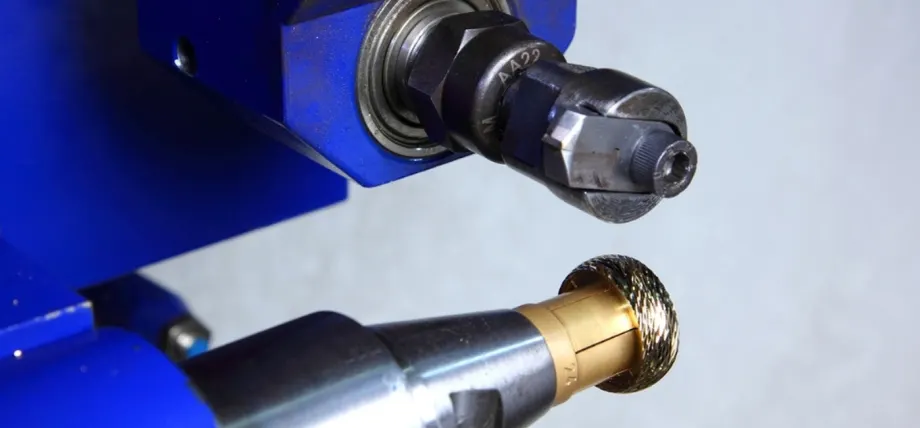
Electric models, such as those chosen in the C130 of Durston, provide approximately 1.5 kW of power as the 100 mm/min speed becomes uniform, courtesy of the safety interlocking and reverse systems that facilitate quick correction of improper feeding without disassembling the machine. Accessories like countersink extension mandrels serve to help extend wire grooves to a D-Section profile configuration.
Maintenance involves weekly oiling of the internals with ISO VG 68 viscosity oil and quarterly roller truing to ensure a runout of less than 0.05 mm. Flat-width selection (80-130 mm for sheets) and wire capacity (8-18 SWG) are among the selection criteria, with combined units optimized for the available space. The 99% defect-free stock bedding ensures the superiority of downstream processes, such as piercing.
Try Prolean Now!
Handmade Jewelry VS Machined Jewelry for Mass Production

Setting Gemstone Manually
Handmade jewelry relies on artisan skills, employing hammers, files, and torches for bespoke forms, achieving organic asymmetries valued in custom markets but limited to 5-10 pieces daily per craftsperson due to fatigue and variability (tolerances ±0.5 mm). This method preserves tactile authenticity, with grain flows following hand-deformation paths of hand deformation.
Machining jewelry, via CNC milling process or stamping, excels in mass production, replicating designs at 100+ units/hour with ±0.01 mm consistency, reducing material variance to <1% for simple designs. Automation minimizes defects from human error, though it homogenizes aesthetics, lacking the subtle imperfections that denote provenance.
For scalability, machining cuts unit costs by 60-80% beyond 1,000 runs through amortized tooling, while handmade suits fill low-volume niches with 2- 3 times premiums for labor (20-40 hours/piece). Sustainability favors machining’s 10-15% lower waste, but handmade emphasizes ethical sourcing.
An artisanal method of precision jewelry involves fabrication via hammering, filigree work, and hand-soldering techniques. This offers small runs, with approximately 5-10 varieties a day and single-person tonnage, as a true handcrafted worker specializing in such endeavors is inevitably hindered by weariness and variations (tolerances ±0.5 mm).
This method provides a tool for maintaining the tactile authenticity of gems, physically renewing their paths of deformation. Machine-controlled jewelry, whether CNC or stamped, is best suited for mass production, with bulk quantities being produced at rates ranging from 500 to 100 pieces per hour, maintaining consistency within 0.01 mm and achieving material tolerances of less than one percent.
Automation effectively controls any chance of human defects, albeit at the cost of imperfections that could tell you so much about their origin. For scale, machining decreases some costs of a unit to anywhere between 60-80% after 1000 parts, spread as an investment, and hand-made remains mostly confined to small-volume markets with 2-3x cost-increases because of labor time.
Environment-wise, machining tends to reveal about 10-15% excess material before becoming more economical compared to a handcrafted setup. Combining machined bases with a final hand-touched finish is the way to meet halfway between inefficiency and appearance, ready to command a 70% market share within mid-run production.
Custom Milling Services for Jewelry Making
At Proleantech, we prioritize our turn-mill and Swiss mill services for intricate designs and micro-features on parts and CNC jewelry. CNC milling can produce patterns, designs, engravings, casings, and any kind of microfeature you desire for low- and high-volume jewelry manufacturing. We also provide DFM support and material options for aesthetic finishes and color choices. Contact us today for a free quote within hours!
Conclusion
Milling tools in rolling mills transform the production of jewelry from an artisanal craft to one of precision engineering, allowing mass production with minimal defects. If producers respect design principles and machine selection, they can make the process economical without sacrificing complexity.
Further reductions in cycle time can be expected with the future development of AI toolpaths, which will contribute significantly to establishing these technologies as the backbone of the industry.
FAQ’s
How To Use A Rolling Mill For Jewelry?
Anneal metal, clean edges, set gap to 10-15% reduction, lubricate rollers, roll incrementally (0.1-0.2 mm/pass) at steady speed, anneal every 3-5 passes, gauge thickness, and coil.


0 Comments