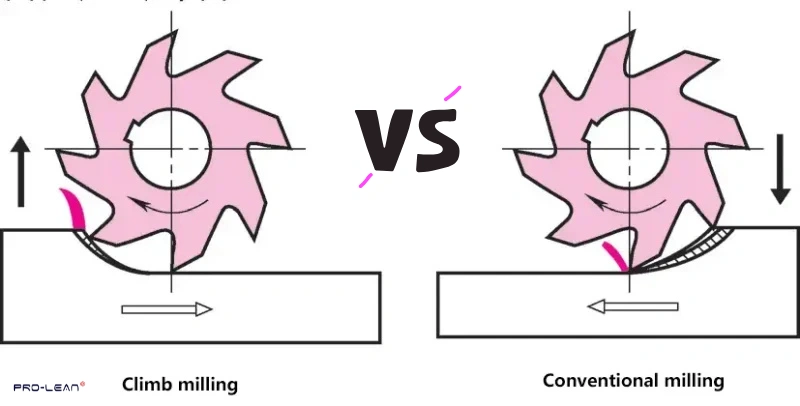
Climb milling vs. Conventional Milling Diagram
Have you been struggling to choose the proper milling technique for your project? Picking up the appropriate method significantly affects process efficiency and precision.
There are two main cutting technologies, named conventional milling and climb milling. Each technique has a different cutting speed, tool life, and surface finish. Therefore, its applications vary.
At ProleanTech, we’ve helped countless clients optimize their machining processes through proper technique selection.
This guide compares climb and conventional cutting methods to determine which suits your industry and project.
Check out our All About CNC Machining Process, Benefits & Applications guide to optimize your manufacturing processes.
Without any delay, let’s get into the topic.
The Fundamentals of Milling Operations
Milling is a process of removing material using rotating multi-point cutting tools. The relationship between the tool rotation and workpiece movement differs in climb and conventional milling. Each approach creates:
- Different forces
- Chip formation patterns
- Surface characteristics.
Now that we know what milling is, let’s know more milling types.
What Is Climb Milling?
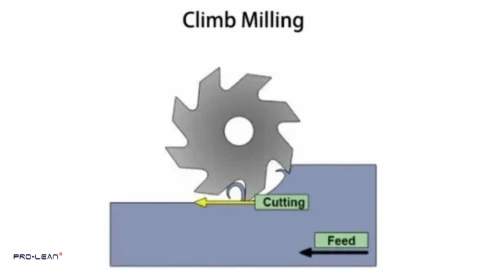
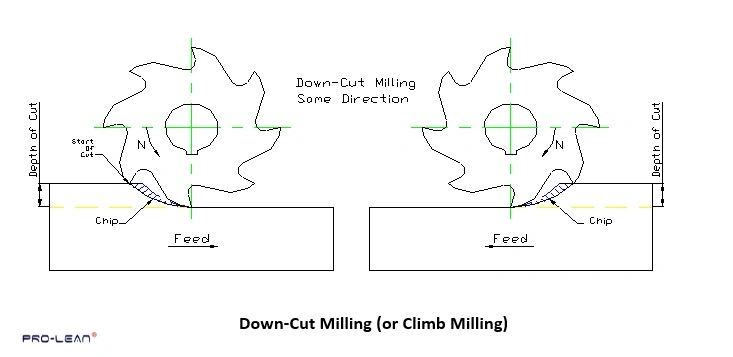
Climb Milling Process Diagram
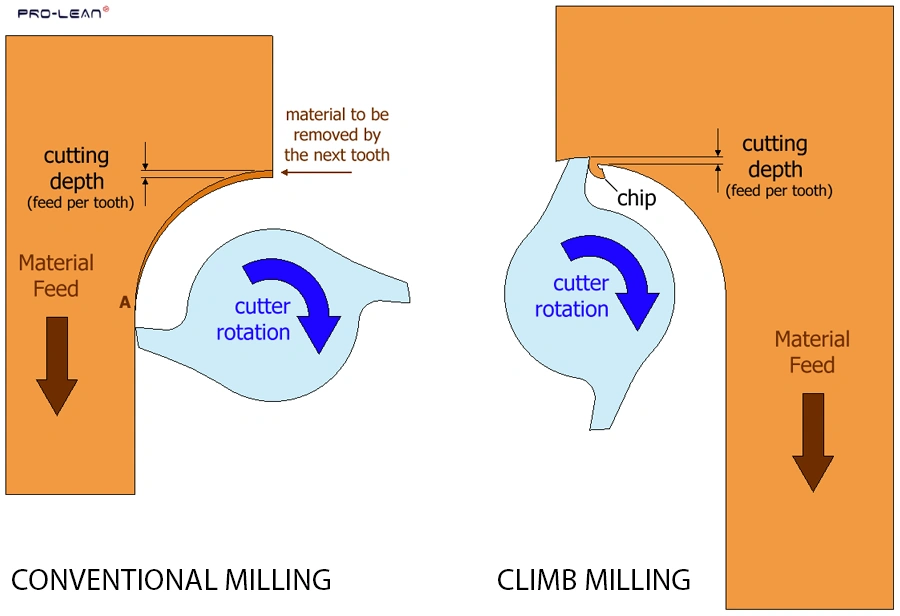
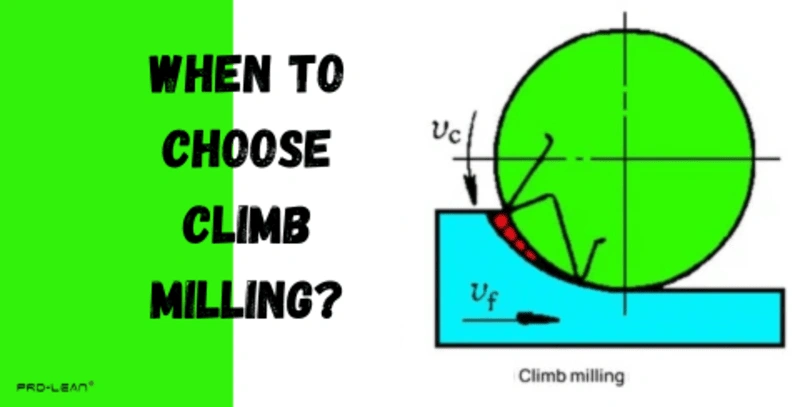
Climb milling, also known as down milling, is when the cutter spins the workpiece the same way it moves. This method typically starts with the thickest cut and ends with the thinnest. The tool has to “climb” down to make the chip thickness smaller as it cuts.
In this way, cutting can result in smoother surfaces because the forces push the material down. Modern CNC machines are the best at climb milling because they’re strong and don’t have much wiggle room.
Moreover, the waste material goes away easily since it forms behind the cutter. This helps keep things cool and makes the surfaces better in many uses.
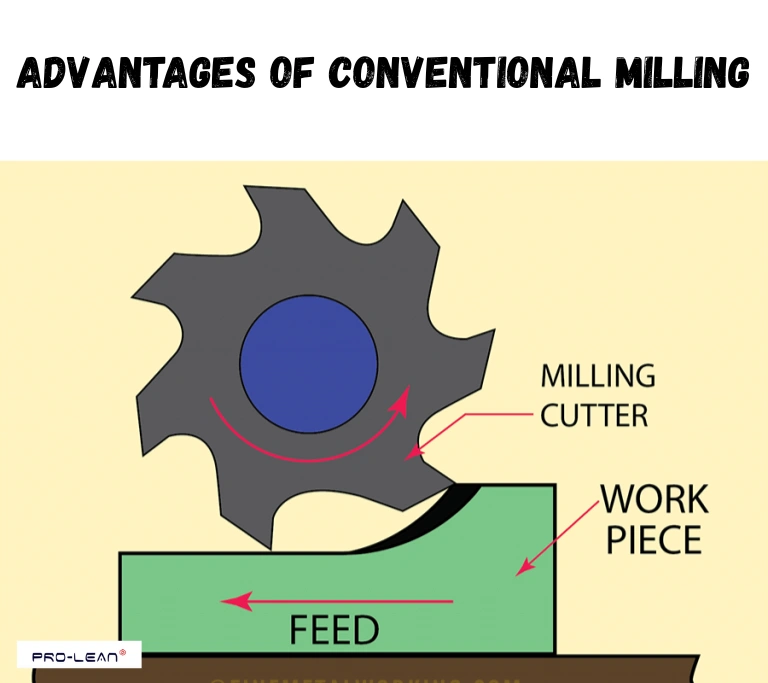
What Is Conventional Milling?
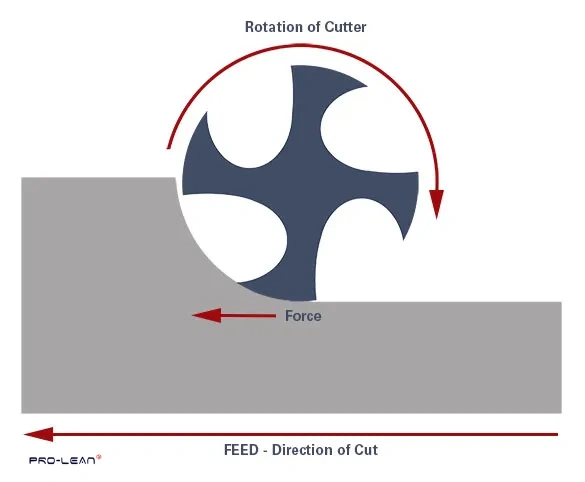
Conventional Milling Process Diagram
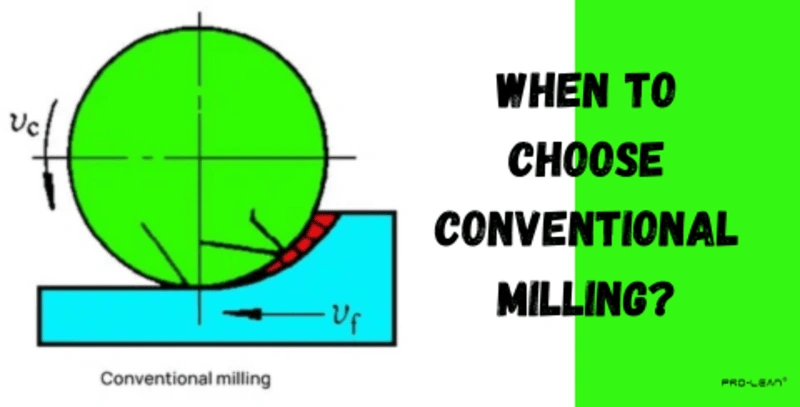
Conventional milling involves the spinning tool pushing away from the way the material is moving. This milling process starts with a thin bit and ends with a thick bit.
This traditional milling has been around for a long time. The sharp parts of the cutter rub on the metal before its actual cutting, which results in a special cutting.
While using this method, the forces from cutting try to lift the material up and away from where it’s held down. That means a need to hold the material well, and the machine needs to be steady while it’s working.
Even though it has some limitations, regular milling is still beneficial for some jobs. It works best on machines with some looseness and when working with materials that are hard to cut.
Climb Cutting vs Conventional Cut: Key Differences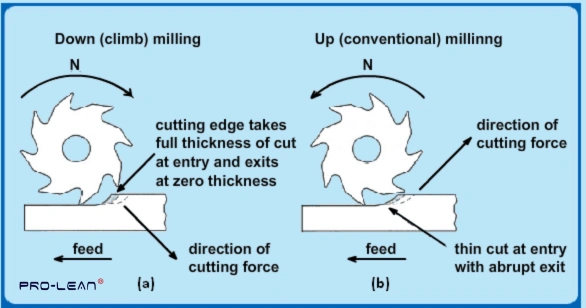
Climb vs. Conventional Milling Techniques
Understanding the differences between climb cutting vs. conventional cutting is necessary to use them for different purposes. This is because the main differences between these techniques impact machining quality and efficiency. Here are the key differences;
| Feature | Climb Milling | Conventional Milling |
| Cutting Direction | With feed direction | Against the feed direction |
| Chip Formation | Thick to thin | Thin to thick |
| Surface Finish | Generally smoother | Often rougher |
| Tool Wear | Typically less | Usually more |
| Heat Generation | Lower | Higher |
| Machine Requirements | Less backlash needed | More forgiving of backlash |
| Tool Deflection | Outward from the cut | Into the cut |
Check out Grooving Metal: Methods, Factors, and Business Relevance for cutting-edge manufacturing insights.
Try Prolean Now!
Advantages of Climb Milling
Advantages of Climb Milling
Climb milling offers several key benefits for modern manufacturing. These advantages make it popular for precision applications.
1. Enhanced Surface Finish
The climb milling makes the surfaces smoother because of how it cuts. The tool starts cutting at its deepest point, which results in a finer finish. This good surface quality from climb milling is the best when things need to look smooth with fine finishing.
It also means less work is required to finish the parts later. Many industries use climb milling for essential parts, like in making medical tools. When the tool rubs less, the surfaces have fewer flaws, improving the parts.
2. Extended Tool Life
Climb milling makes the tools last longer because they rub less and don’t get as hot when they cut. This saves a lot of money as you don’t need to change tools as often, so there is less stop time and more work gets done.
Moreover, if you don’t have to change tools much, the machines can keep working and make more stuff. Also, the cutting parts of the tool stay sharp longer, so the parts you make are consistently good.
3. Reduced Heat Generation
Climb milling is the cutting method that produces less heat than older ways of cutting. This happens because it moves the cut bits, known as chips, away very well, taking the heat away from the cut material.
When there is less heat during cutting, the material stays stronger and keeps its shape much better. This is essential when working with materials that can change easily with heat or when the parts need to be precisely the accurate size.
Keeping the temperature down also makes the surface smoother and stops the material from bending or changing shape due to heat. This cooler cutting can make a big difference for parts that need to be very precise.
4. Better Chip Evacuation
Down-Cut (Climb) Milling Explained
The way the cutter moves in climb milling helps push the cut bits of material away from where the cutting is happening. This stops the cutter from repeatedly going over the same bit and prevents jams.
Because the cut area stays clear, the final surface gets smoother, and the tool doesn’t wear out. Due to today’s milling tools for CNC machines, this can make the chip removal even better. Here are the benefits:
- Less re-cutting of chips
- Smooth surface finishes, Fewer chip packing problems
- Reduced tool wear
- Improves heat control during cutting
Looking for more insights on precision machining? Check out our guide on Fillet Machining: Key Functions & Design Consideration.
Disadvantages of Climb Milling
Despite its advantages, climb milling has some critical limitations. These factors may influence your technique selection.
1. Backlash Issues
Climb milling can be tricky for older machines due to some looseness in how they move. The cutting forces can make this looseness even worse.
Machines that are old and have worn-out parts have issues with climb milling. Then the cutting forces can result in shaky movements and a rough finish. Latest CNC machines with special screws and designs don’t have this problem. But it’s still something to consider for workshops that use older machines. Here are some limitations of climb milling on machines with backlash
- Dilates looseness in the machine’s movement.
- It can cause jerky movements while cutting.
- Often results in a rough finish.
- Older machines with worn parts typically struggle.
2. Not Ideal for Harder Materials
Tough materials sometimes present challenges for climb milling.
- The initial full-depth engagement can create excessive forces and potential tool breakage.
- Materials with hard outer scales or inconsistent surfaces may benefit from conventional milling. The gradual engagement helps the tool establish a cutting path more safely.
- Hybrid approaches are often best when working with hardened steels or abrasive materials.
For more information on working with challenging materials, explore our guide on Plastic CNC Machining Process & Applications.
Advantages of Conventional Milling
Conventional milling offers distinct benefits that make it valuable for specific applications. Understanding these advantages helps with technique selection.
Conventional Milling Advantages
1. Greater Stability
Conventional milling offers excellent stability on a wide range of machine types. The gradual tool engagement creates predictable cutting forces that most machines handle well.
This stability advantage is particularly valuable for older conventional machinery with mechanical limitations. Machines with wear in their feed mechanisms perform more reliably with this approach.
The predictable cutting action also works well for less rigid setups. When maximum stability matters more than surface finish, conventional milling often proves superior.
2. No Backlash Concerns
Unlike climb milling, conventional milling isn’t significantly affected by backlash issues. The cutting forces work to take up any slack in the machine’s drive mechanisms.
This makes conventional milling more forgiving on older equipment. Many shops use this approach specifically to extend the useful life of aging machinery.
Conventional milling is reliable because it consistently performs across different machine conditions. This predictability is valuable in production environments with varied equipment.
3. Better Control in Challenging Conditions
Conventional milling often provides better control when machining tough materials or complex geometries. The gradual tool engagement helps establish a cutting path before reaching full depth.
This approach works well for interrupted cuts or inconsistent surfaces. The tool encounters less shock loading when entering the material.
Conventional milling excels at heavy roughing operations or working with work-hardening materials. The cutting mechanics help prevent material hardening ahead of the tool path.
Disadvantages of Conventional Milling
Disadvantages of Conventional Milling
Understanding the drawbacks of conventional milling helps make informed technique decisions. These limitations impact production quality and efficiency.
1. Rough Surface Finish
Conventional milling makes the surfaces more bumpy than climb milling. This happens because the tool scrapes the material before it cuts. This scraping reaction creates a specific pattern on the surface that feels uneven.
The surface made by the conventional milling isn’t very smooth; often, you need to do the process multiple times to get a softer surface. If you
Doing these extra finishing steps will take more time and cost, especially when taking parts that need to be very precise.
For machining precision, see our article on CNC Lathe Parts Explained: Achieve Precision with Confidence.
2. Excessive Heat Generation
Conventional milling generates more heat because cutting involves scraping before the tool is entirely cut. This heat can alter the material’s properties and dimensions.
When regular milling cuts, it initially rubs, generating heat before cutting effectively. This heat can cause soft materials to change shape or exhibit different behavior. Additionally, higher temperatures accelerate the wear of cutting tools.
As a result, industries that produce large quantities of materials will incur higher tool costs and must replace them more frequently.
3. Accelerated Tool Wear
Traditional milling tends to wear tools out quicker than climb milling does. This is because, before the cutting happens, an initial rubbing causes the cutting edges to wear down more quickly due to abrasion.
Over time, this wear pattern shortens the tool’s lifespan and can negatively affect the quality of the machined parts. Dull tools can lead to a rougher surface finish and less precise dimensions.
In a production setting, this faster-than-normal tool wear hits the bottom line, impacting the overall cost effectiveness.
Tool Deflection and Cut Accuracy
Tool deflection patterns differ between the two techniques. Understanding these differences helps optimize cutting strategies.
Conventional vs. Climb Milling Mechanics
- In climb milling, cutting forces push the tool away from the cut surface. This minimizes deflection effects on final dimensions.
- Conventional milling creates forces pushing into uncut material. This deflection pattern affects accuracy differently, especially in finishing operations.
| Technique | Deflection Pattern | Best Practice |
| Climb Milling | Away from the finished surface | Use shorter tools, rigid holders |
| Conventional Milling | Into uncut material | Reduce the depth of cut, and use multiple passes |
| Both Methods | Lateral inside milling | Use proper lead angles for balance |
When to Choose Climb Milling?
When to Choose Climb Milling?
Selecting the appropriate technique for specific applications improves results. Here’s when climb milling makes the most sense.
Ideal Applications
- Climb milling excels in finishing operations requiring excellent surface quality. The clean cutting action improves surface finish.
- Modern CNC machines with backlash compensation perform exceptionally well with climb milling. Their rigidity maximizes the benefits.
- Projects requiring extended tool life and reduced costs benefit from climb milling. The economic advantages significantly impact profitability.
Explore our guide on How to Make Tapped Holes: Considerations, Types & Method.
Material Considerations
Softer materials like aluminum and plastics respond well to climb milling. The technique prevents the “gummy” buildup familiar with conventional methods. Heat-sensitive materials benefit from reduced thermal load. Components requiring tight tolerances perform better with less heat distortion.
Try Prolean Now!
When to Choose Conventional Milling?
When to Choose Conventional Milling?
Understanding when conventional milling provides better results helps optimize your processes. These situations favor conventional techniques.
Practical Applications
Conventional milling works best on machines with significant backlash.
- The cutting forces help stabilize the machine and improve consistency. Roughing operations often benefit from conventional techniques.
- The gradual tool engagement handles inconsistent surfaces effectively. Thin-walled parts that might vibrate under climb milling are often machined better conventionally. The gradual forces create more stable conditions.
Material Suitability
Hard materials and those with abrasive inclusions respond better to conventional milling. The gradual engagement prevents edge chipping—cast materials with variable hardness machines, more effectively with traditional techniques. The progressive cutting action handles inconsistencies better.
Industry-Specific Applications

Climb & Conventional Milling Applications
Different industries benefit from specific technique selection. Understanding industry requirements improves manufacturing outcomes.
1. Aerospace Manufacturing
The aerospace industry frequently uses climb milling for its superior surface finish. Critical components benefit from the excellent dimensional accuracy.
Climb Milling for Exotic Materials
- Exotic materials like titanium and Inconel respond well to specialized climb milling strategies.
- Reduced heat generation helps preserve critical material properties.
Cost Efficiency in Aerospace Alloy Machining
- Climb milling extends tool life, reducing costs for machining expensive aerospace alloys.
Contact us now to discuss your aerospace machining needs.
2. Medical Device Production
Medical implants and devices require exceptional surface quality. Climb milling delivers the smooth surfaces needed for biocompatible components. Here are the benefits of using climb milling in medical device production;
- Reduced heat generation preserves critical material properties.
- Preserved material properties are essential for components interacting with biological systems.
- Tight tolerance requirements in medical manufacturing align well with climb milling’s capabilities.
Climb milling ensures dimensional accuracy to meet strict regulatory standards.
3. Automotive Component Manufacturing
Automotive production balances quality requirements with economic considerations. Hybrid approaches often work best for high-volume automotive parts. Moreover, engine components with critical surfaces typically use climb milling for finishing. The improved surface quality enhances performance and longevity.
For high-volume production, the extended tool life of climb milling reduces costs. Ready to optimize your automotive manufacturing? Get an Instant Quote today.
Conclusion
Understanding the differences between climb and conventional milling is necessary for optimal cutting strategy decisions. Each approach has different advantages for specific applications, materials, and machine capabilities.
Modern manufacturing often combines both techniques strategically to maximize efficiency and quality. The choice between climb and conventional cutting significantly impacts surface finish, tool life, and dimensional accuracy.
Head to ProleanTech to explore our comprehensive CNC Milling Services and transform your production process.
Frequently Asked Questions
What is the Difference Between Climb and Conventional Milling?
Climb milling has the cutter rotation matching the feed direction, starting with maximum chip thickness. Conventional milling has the cutter rotating against the feed direction, starting with minimal chip thickness and gradually increasing throughout the cut.
What is the Difference Between Climb and Conventional Milling?
Climb hobbing has the hob rotation matching workpiece feed direction, creating downward forces and a better finish. Conventional hobbing creates upward forces and may provide better stability on older machines.
What is the Difference Between Climb Milling and Up-cut milling?
Climb milling (down milling) occurs when the cutter rotation matches the feed direction. Up-cut milling is another term for conventional milling, where the cutter rotation opposes the feed direction.
What is the Difference Between Conventional and Unconventional Milling?
Conventional milling is an up-milling technique in which the cutter rotates opposite the feed. Unconventional milling uses advanced techniques like high-speed, trochoidal, or dynamic milling strategies.


0 Comments