Blind Hole in Terms of Engineering & Machining
What is meant by blind hole? Simply put, it’s a hole drilled into something that doesn’t go all the way through; it has a bottom. Think of it like drilling into a wall partway, instead of drilling straight through to the other side. This is a key difference in engineering and manufacturing.
Understanding blind holes is important for your business to succeed in precision manufacturing. This basic but vital part is in countless designs, from small electronics to big car parts.
If you’re good at making blind holes, whether you have a small shop or a huge factory, you’ll make more products and better quality ones.
At ProleanTech, we get the tough machining problems business owners face. We help with everything from designing better parts to making them precisely.
This guide will help you understand blind hole machining better and pick the right tools for your business. So, without further ado, let’s get right into the topic:
What is a Blind Hole in Machining?
What is a Blind Hole in Machining?
A blind hole meaning a hole that doesn’t go all the way through a workpiece material. Unlike through holes, blind holes have a specific depth and terminate within the material. This creates a pocket or cavity that serves many purposes in engineering applications.
The blind hole design is critical in many industries where complete penetration would compromise structural integrity or functionality. Manufacturing professionals use blind holes for threaded connections and housing components to meet specific design requirements without weakening the entire workpiece.
Blind hole specifications are important for your business. These holes need precise depth control and proper finishing to perform well in your end products.
How to Drill a Blind Hole?
How to Drill a Blind Hole?
Drilling a blind hole requires special techniques and equipment to achieve persistent results. The CNC machining process offers the most reliable method for creating accurate blind holes with repeatable quality.
Drilling involves controlling the penetration depth while maintaining proper cutting speed and feed rates. Modern CNC machines can operate blind holes, which ensures the dimensional accuracy and surface finish that meet industry standards.
Professional machining services such as ProleanTech use advanced tooling and programming to adapt blind hole production. This material reduces waste and production time, meeting your high-quality standards.
Interesting Read: CNC Machining of Composites: Everything You Need to Know
How to Drill a Blind Hole – Step-by-Step

Drill a Blind Hole
Creating an accurate blind hole requires a systematic approach to achieve frequent quality and dimensional accuracy. Following proper procedures reduces the tool wear, lowers production costs, and distributes the results of your business requirements.
Here is a step-by-step process that uses manufacturing professionals to achieve optimal blind hole performance.
Step 1: Material Preparation
Clamp the workpiece properly in the machine setup. Ensure that there is enough clamping force to prevent movement during drilling.
Step 2: Equipment Selection
Choose the correct drill bits depending on the hole diameter, depth requirements, and physical properties. Use special blind hole drills for best results.
Step 3: Speed and Feed Configuration
Set the appropriate cutting parameters depending on the material type and hole specifications. Adjust the speed and feed rate of the spindle to prevent the breakdown of the tool and ensure smooth cutting action.
Step 4: Depth Control Setup
Set cutting parameters depending on the material type and hole specifications. Adjust the speed and feed rate of the spindle to prevent the tool from breaking and ensure smooth cutting.
Step 5: Drilling Operation
Drill with proper coolant application. Monitor the cutting position and adjust parameters as required for best performance.
Step 6: Quality Inspection
Verify the hole dimensions, depth, and surface finish quality. Ensure that all glasses meet your project requirements before going to the next operation.
Read More: CNC Machining Complete Guide
Blind Hole Advantages & Disadvantages

Blind Hole Advantages & Disadvantages
Blind holes offer many benefits for manufacturing while presenting some challenges that must be considered.
Advantages:
- Maintains structural integrity by keeping the thickness of the material
- Provides a safe threaded connection without full entry
- Enables complex design configuration with multiple hole orientations
- Critical applications reduce physical use and weight
- Exact depth for specific functional requirements allows control
- Creates a clean appearance on visual surfaces without exit holes
Disadvantages:
- Requires special tooling and machining techniques
- More difficult chip evacuation compared to through holes
- Longer drilling time and higher production cost
- Difficult cleaning and maintenance access
- Limited tap selection for threading
- Higher precision is required for depth control
Try Prolean Now!
Different Hole Types in Manufacturing

Different Hole Types in Manufacturing
Manufacturing uses a wide variety of holes, serving a specific purpose in the design and function of each product. Knowing these variations will help you take the best of what is happening.
1. Tapered Holes
These holes gradually turn into shape, becoming broad or narrow. They are perfect for special fasteners or pins that need to work correctly in your products. The sloping side holds the parts safely at the exact angles.
2. Counterbore Holes
Consider these as wide, regular holes with shallow sections on top. This broader part makes a place for the seating of screw heads, causing them to flush with or below the surface of your content. It makes things look clean and beautiful and prevents parts from hitting each other.
3. Countersunk Holes
These holes have a cone shape at the top, allowing the flat-head screws to flush perfectly along the surface. You will use them when you do not want to stick out screw heads, which can affect how something works or looks.
4. Counterdrill Holes
It is a mixture of counters and countersink holes, designed for unique types of fasteners. This combined size helps to fit the unusual screw head when using low material.
5. Spotfaced Holes
These shallow, flat areas around a hole are especially useful on uneven or uneven surfaces. They create a smooth place for fasteners to sit correctly, ensuring the weight spreads evenly to the parts.
Blind Hole Applications
Blind Hole Applications
Blind holes are used in industries where precision and functionality matter. These special holes solve complex manufacturing problems while maintaining structural integrity. Consider using CNC precision boring for critical applications requiring tight tolerances and superior surface finish quality.
Blind holes show up in many different industries:
Cars:
- In engine blocks for things like sensors and oil lines.
- For mounting brackets to attach parts securely without going all the way through.
- In transmission housings for controls and sensors.
- In brake parts for fluid hookups.
Airplanes:
- In plane structures to make them lighter.
- In wing parts for light connections.
- In engine parts where a full hole would make them unsafe.
- In avionics cases to hold electronics.
Electronics & Home Stuff:
- In device cases for a neat look.
- For circuit board mounts so you don’t see screws.
- In appliance parts for strong, hidden connections.
- In precision tool cases to protect delicate items.
How Deep to Drill Blind Holes
Drill Depth for Blind Holes
When you drill a threaded blind hole, you need to make it deep enough for the tap (the tool that makes threads) and for the screw to fit properly. You need to add extra room for the tap.
For holes that are twice as deep as the screw’s width, use this simple rule: Thread Depth + (Thread Spacing × 9)
For other situations, figure out the tap depth like this: (Thread Depth + (1 + Thread Spacing × 4)) + (Thread Spacing × 5)
This ensures the tap has enough room while giving you strong threads. Remember to think about the type of tap you’re using when deciding the final drill depth.
Blind Hole Symbols on Drawings
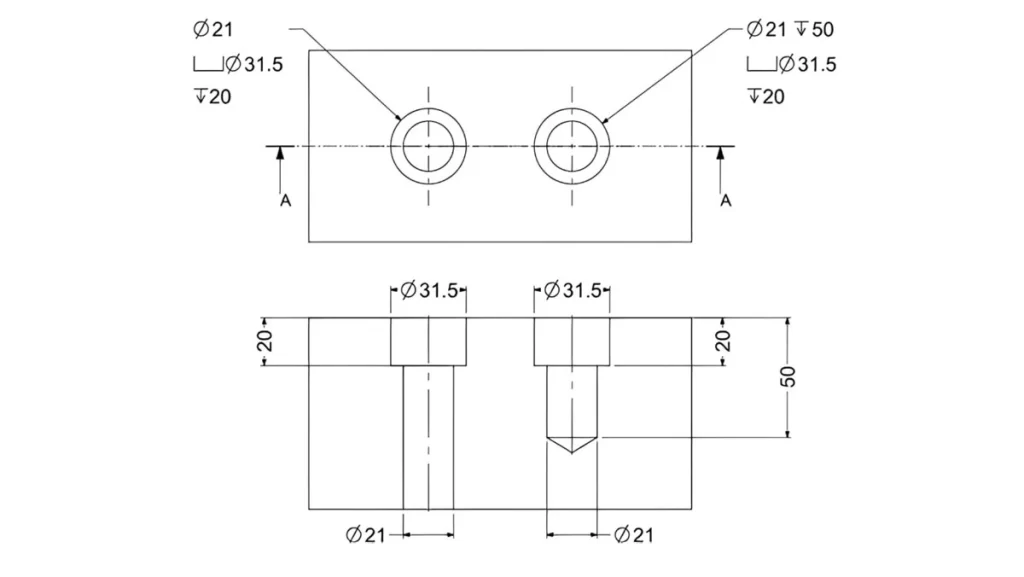
Blind Hole Symbols on Drawings
Technical drawings use special symbols to tell manufacturing teams about blind holes. These symbols are super important for making parts correctly and checking their quality.
The most basic blind hole symbol shows the size of the hole and uses a special arrow to tell you how deep it goes.
| Symbol | Description | Example Callout |
| Ø | Diameter symbol | Ø10 |
| ↓ | Depth symbol (downward arrow) | Ø10 ↓ 12 |
| M | Metric thread designation | M8 x 1.25 ↓ 15 |
| ↧ | Thread depth symbol (downward arrow with bar) | M8 x 1.25 ↧ 12, Ø8.8 ↓ 15 |
The symbol for a blind hole on a drawing has a few parts. Thread specification uses letters and numbers to show size and how many threads per inch or millimeters. For metric threads, it involves diameter and pitch (the distance between threads), which helps to take the right drill and tap.
The depth indicators use arrows or lines to show the total depth of the hole and how much thread will be there. This ensures that the tap has enough space and that threads are strong for your parts. Knowing these symbols helps teams to drill blind hole every time.
Try Prolean Now!
Blind Hole Cross Section
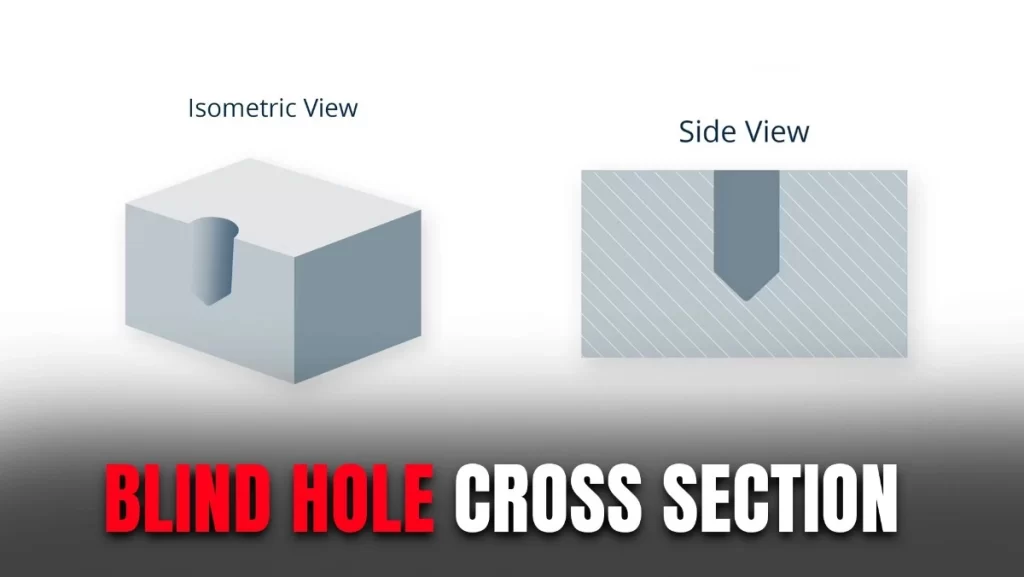
Blind Hole Cross Section
Looking at a blind hole cut in half shows its important shapes.
The bottom of the hole is usually cone -shaped, which matches the drill bit used. You need to remember it while adding threads or keeping parts together.
The quality of the interior wall of the hole affects how well the threads are formed and how the parts fit. Smooth walls mean less rubbing when you put things together and better performance overall.
In addition, if many holes are all the same depths, your products will continuously move together and work expected.
Taps for Different Bores
Picking the right tap for threading a blind hole is key for good threads and for the tap lasting longer.
1. Taper Taps
Taper taps are good for starting threads. They have a gradual taper at the front, so they need a deeper hole to work.

Taper Taps
2. Bottoming Taps
Bottoming taps make threads almost all the way to the very bottom of the hole. You need to be very careful with depth calculations to avoid hitting the bottom too hard.

Bottoming Taps
3. Spiral Flute Taps
Spiral flute taps are great for blind holes because they pull the metal chips up and out as they cut. This helps prevent the tap from breaking and makes better threads, especially in tough materials.

Spiral Flute Taps
How to Choose the Right Tap for a Blind Hole?
Choosing the right tap for a blind hole depends on what the part is made from, how deep the hole is, and the thread shape you need. If the material creates make long, stiff chips, choose a tap that is good to clean the chips.
You will need to find out how many threads you need to choose the right tap style and depth of the hole. Use the bottom tap for maximum thread in shallow holes, and if the hole is darker then tap the taper.
Thread pitch (how well or thicker threads) and holes also affect which tap and drill you should do. Coarser threads do not require fine threads as accurate depth control.
Blind Hole vs. Through Hole

Blind Hole vs Through Hole
Choosing a tap for blind hole application depends on the material, how dark the hole is, and the thread shape. Think about how well the tap removes chips, especially with materials that make long, hard chips.
You need to find the correct amount of thread engagement and the correct amount of hole to take the right tap design. The bottom taps are the best for obtaining the most threads in shallow holes, while tap tap works well for deep applications.
Thread pitch and hole diameter will also affect which tap and drill you need. Thick threads forgive more with depth than thick threads.
| Feature | Blind Hole | Through Hole |
| Passes Through | No (has a bottom) | Yes (open on both sides) |
| Depth Control | Crucial for tapping and clearances | Less critical |
| Chip Evacuation | More challenging; chips can accumulate | Easier; chips exit freely |
| Tapping | Requires specific tap types (bottoming) | More versatile tap options |
| Coolant/Lubrication | Can be harder to deliver to the bottom | Flows through easily |
| Applications | Fastening, locating, fluid reservoirs | Alignment, continuous flow, mounting |
How to Clean Blind Holes?
Cleaning is key to performance and the life of a blind hole. Use the right solvents and cleaning tools to get to the hole’s bottom without damaging the finish.
Compressed air removes loose debris and cuts fluid residue from the blind hole. Be careful of air pressure and make sure all debris is removed.
Ultrasonic cleaning gets to the complex and hard-to-reach areas of the blind hole. This removes stubborn contaminants without damaging the exact surfaces.
ProleanTech for Complex Blind Hole
Proleantech for Complex Blind Holes
ProleanTech specializes in complex blind hole machining for various industries. Our China CNC Machining Services offer the precision and reliability you need for your critical parts.
Our engineering team understands the challenges of blind hole manufacturing and provides solutions from design optimization to production. We use the latest equipment and proven methods to ensure consistency and accuracy.
For complex blind holes and precision manufacturing, contact us now to discuss your project. Our Titanium CNC Machining and CNC Machining of Composites expertise will give your project the attention and quality it deserves.
Conclusion
Mastering blind holes is key to manufacturing success in today’s market. From automotive to aerospace, these precision features provide functionality while maintaining structural integrity and aesthetics.
The key to successful blind hole drilling is understanding drilling technique, tool selection, and quality control. Whether producing a prototype or managing high-volume production, pay attention to these details to get the best result for your business.
Whether you need a prototype or high-volume production, our CNC Machining Services deliver to your specs and timeline.
Get in touch for CNC Machining Cost to help you make an informed decision for your investment.
Frequently Asked Questions
Q1: What is the difference between a hole and a blind hole?
A regular “hole” goes all the way through a material. A “blind hole” stops inside the material, so it doesn’t go all the way through.
Q2: What is blind hole depth?
This is simply how deep the blind hole goes into the material. It’s the measurement from the surface down to the very bottom of the hole.
Q3: What is a blind bolt hole?
It’s a blind hole specifically made to hold a bolt or screw without going through the material. This keeps the other side of the part smooth or sealed.
Q4: What is the difference between a blind hole and a pilot hole?
A blind hole is a finished hole that ends inside the material. A pilot hole is a smaller, initial hole drilled before a larger hole or before tapping threads.
Q5: What is the symbol for a blind hole?
The main symbol is a circle for the diameter, followed by a downward arrow. This arrow tells you the hole doesn’t go all the way through.



0 Comments