Aluminum Stamping
Aluminium metal stamping turns flat sheet metal into specific parts using dies and punches. It’s a precise and repeatable process to design parts for demanding applications. It supports a range of aluminum alloys, each giving specific performance benefits. Stamped components are used in automotive, aerospace, medical, marine, and electronics sectors.
Aluminum is favourably best because of its strength-to-weight properties, inherent corrosion resistance and clean surface finish. The addition of alloying elements such as magnesium, copper, and iron further improves its mechanical properties.
This guide will walk you through how to choose the stamping materials, stamping methods, and finishing on what you need to do in order to choose the right type to use on your project.
Choosing Aluminum Alloy for Metal Stamping

Stamped Aluminum Parts
You have to select an aluminum alloy which matches your project requirement. Various stamped aluminum sheets have varying strength, flexibility and corrosion resistance. The majority of the grades are good in stamping, but their composition can guide you to select the one suitable.
The following table lists common aluminum grades and their elements. Take this as a reference to make a decision and make sure that your parts are good as far as performance and quality are concerned.
| Aluminium Alloy Grade | Main Alloying Element |
| 1xxx | Almost pure aluminum |
| 2xxx | Copper |
| 3xxx | Manganese |
| 4xxx | Silicon |
| 5xxx | Magnesium |
| 6xxx | Magnesium and silicon |
| 7xxx | Zinc |
| 8xxx | Various other elements |
The table above comprises the main alloying elements. However, it does not list all metals or non-metals. Aluminum grades often contain other components as well. For example;
The “xxx” in each grade represents a series of numbers. For example, in the 5xxx series, aluminum 5052 is a common choice for metal stamping.
Grades also include letters at the end to indicate treatment type:
- F: means fabricated aluminum.
- O: stands for annealed aluminum.
- H: means strain-hardened.
- W: indicates a solution heat-treated.
- T: defines thermal or heat-treated tempers.
Understanding these codes helps you pick the right aluminum. Your choice should always match the specific requirements of your project.
Common Aluminum Grades Available for Metal Stamping
Aluminum Sheets For Stamping
Here are some common aluminum grades used in the metal stamping process, along with their key features:
| aluminum Grade | Key Characteristics |
| 1100 | Soft & ductile |
| Easy to work with | |
| Best for intricate designs | |
| 3003 | Stronger than the 1xxx series |
| Good corrosion resistance | |
| Good workability | |
| 5052 | Very strong among non-heat-treated alloys |
| Excellent fatigue resistance | |
| High corrosion resistance | |
| Best for punching, and finishing | |
| Easy to Stamp | |
| 6061 | Heat-treatable |
| Strong corrosion resistance | |
| Good for welding | |
| Easily shaped |
Try Prolean Now!
Benefits of Stamped Aluminum Parts
Stamping aluminum parts is widely used due to their unique advantages. Here are the most common benefits;
Smooth and High-Quality Surface Finish
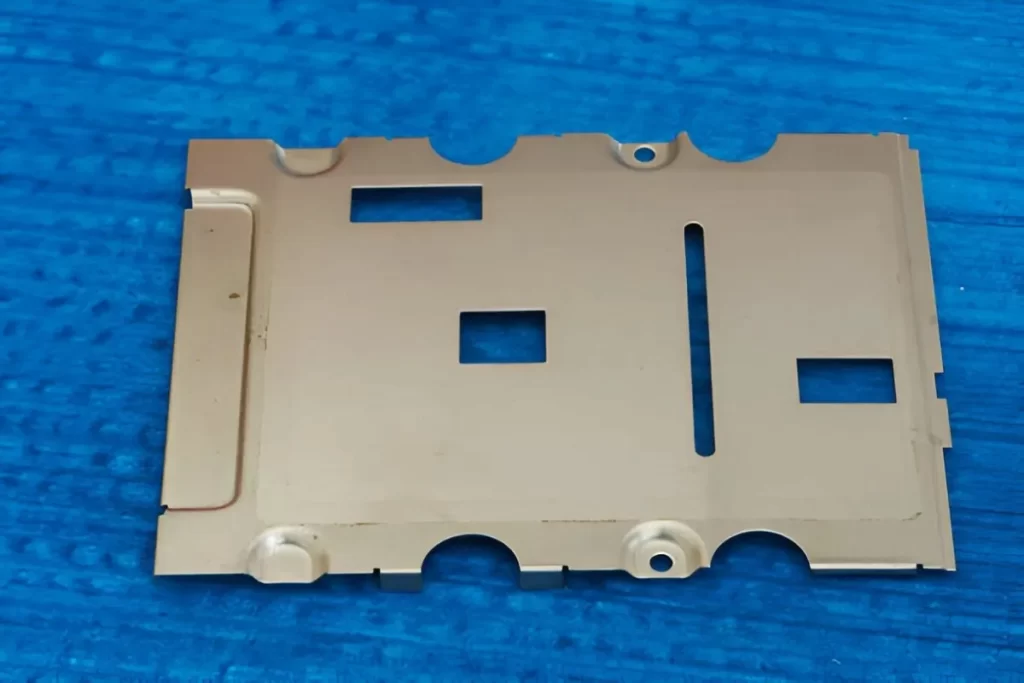
Aluminum Stamped Electonic Part
Stamped aluminum comes with a clean, and consistent surface. Additionally, you can further improve surface, and strength by finishing techniques like painting or powder coating. This qualifies them to be utilised in both functional and visible components.
Lightweight, Without Sacrificing Strength
Aluminum components are lightweight yet strong. They also retain the components’ durability, e.g., in aerospace or automobile use.
Good Heat and Electrical Conductivity
Aluminum conducts heat, so it is extensively applied in heat exchangers and cookware, and electrical parts.
Maintains Strength in Cold Conditions
Aluminum remains strong and does not lose its strength even in low temperatures. This gives the stamped aluminum reliability in low temperatures and outdoors.
Naturally Resistant to Corrosion
Aluminum has a protective oxide layer that protects it against rusting and corrosion. So, it performs well in areas normally exposed to weather, moisture and chemicals.
Easy to Work With and Safe
Aluminum can be easily formed into a desired shape. It is non-toxic, too. Its mirrored surface is also helpful in handling heat and safety in some cases.
Cost and Welding Challenges
aluminum may be more expensive than steel. Also, it is not easy to weld it. Special tools and precautions must be used. Besides, not all aluminum alloys can be heat-treated, so always consider this during part design.
Common Aluminum Stamping Techniques
In sheet metal stamping has various fabrication methods that shape aluminum sheets into specific components. These methods help produce precise and repeatable parts with unique qualities.
Blanking Aluminum

Aluminum Blanking
Blanking involves dies to cut delicate portions of aluminum sheets. It creates a flat blank, which is further processed. When the die clearance is correct, the edges will be clean, with minimum burrs formation. Correct orientation allows for the avoidance of deformation of materials in the process of cutting. The blanking process is more suitable for high production, so the quality of parts can be consistent.
Piercing Aluminum

Self-Pierced Rivets
Piercing involves punching aluminum sheets using holes/slots. The punch diameter is typically slightly smaller than the desired hole size to account for material springback and proper die clearance. The clarity of the die improves tool life and hole quality. The lubrication minimises wear, friction, and tooling. Usually, piercing is required for assembly and fastening features.
Coining Aluminum
Aluminum Coining Illustration
High pressure is used to create a fine surface detail utilising a coin. It increases dimensional soundness and controls the metal flow. Coining is used to create fine, detailed features with minimal springback. Moreover, it is imperative to have a tooling rigidity to absorb the forces applied. When coins are used, springback is reduced, and the surface finish is improved.
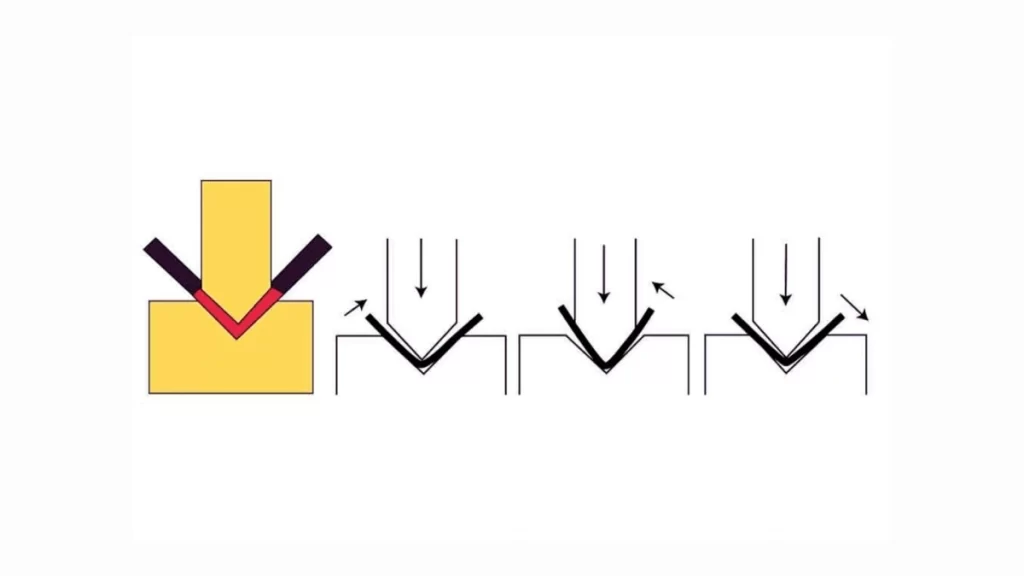
Bending Aluminum

Aluminum Bended Part
The aluminum bending process turns parts into L, V or U shape. Bend radius and angle can be controlled, meaning the dimension is accurate. Springback compensation is required in the designing phase. Thickness influences the force required to bend material. There is a good combination of bending and stamping operations for the complex parts.
Aluminum Deep Drawing

Deep Draw Aluminum Parts
In deep drawing metal stamping, the deep shapes are created by the stretching of aluminum sheets. Tearing and wrinkling defects are avoided by the use of draw ratio control. It has optimised the material flow through lubrication and blank holder force. Multi-stage forming is usually achieved with progressive dies and applied to cups, cans and structural parts.
Embossing Aluminum

Embossed Pattern Aluminum Sheet
Embossing provides a recess or raised area in the aluminum surface. Tooling comprises textured dies in the case of detailed designs. The material properties have an impact on the embossing depth and clarity.
Flanging Aluminum

Aluminum Flange
The flanging process adds stiffness and simplifies assembly. The tooling design eliminates cracking during the flange making. The dimensions of the flange have to be according to the engineering requirements. Springback compensation brings dimensions under control. It is typically used for auto parts and aircraft components.
During aluminum metal stamping, you can choose these four stamping operations:
Process 01: Aluminum Progressive Die Stamping

Progressive Die Stamped Aluminum Parts
Progressive die stamping has a cascade of dies. The aluminum sheet is transported around each of the stations through the die. All the stations carry out a specific stamping operation. The scrap produced means separation of finished parts by the final die. The process is ideal where the number of production runs is long and highly repeatable. The tools in this approach are more likely to last longer. It provides quality parts in large volumes.
Process 02: Aluminum Transfer Die Stamping
Transfer die stamping involves mechanical part motions among stations. The aluminum components move between dies using robotic arms or conveyors. Segregation of the parts takes place at the initial station. The later stations are carrying out other shaping or forming stages. The method is ideal for large, complex parts of aluminum. It provides flexibility for parts too big to be made with progressive dies.
Process 03: Aluminum Four-Slide Stamping
Four-slide stamping uses multiple horizontal slides. It is often up to four to form complex parts with multiple bends from different directions. The process is affordable as far as medium or large-scale production is concerned. It allows complex forms that are typical to achieve using other methods. The process is suitable for detailed aluminum parts.
Process 04: Aluminum Fine Blanking
Fine blanking produces parts with neat edges. It uses controlled force to minimise burrs and distortion. It is the best in the parts that have close tolerances in dimensions. Fine blanking will guarantee a high-finish surface on stamped aluminum. It is common where precision and beauty are of the essence.
Try Prolean Now!
Industries That Rely on Stamped Aluminum Parts
Stamped aluminum parts are employed in many industries due to light weight, and versatility. These industries include:
- Aerospace industry
- Automotive industry
- Marine industry
- Medical industry
- Electrical and electronics industry
- Lighting industry
- Construction industry
Key Applications of aluminum Stamping
Many aluminum alloys are used in Stamped aerospace sheet metal fabrication products. Some of the common are listed below:
- 1100 Alloy: Used for decorative items, flatware, anodized components, and spun aluminum pieces for its excellent formability.
- 2024 Alloy: Preferred in aerospace and precision machinery for its high strength and fatigue resistance.
- 3003 Alloy: Ideal for kitchenware and chemical handling parts because of its good corrosion resistance.
- 5052 Alloy: Used in household appliances, cookware, and aircraft components for its strength and durability.
- 6061 Alloy: Its use is frequent in structural elements and automotive chassis for its balance of strength and weldability.
- 6063 Alloy: Selected for architectural frameworks and structural applications owing to its excellent surface finish.
- 7075 Alloy: Used in demanding aerospace and machinery parts requiring maximum strength.
Challenges in aluminum Stamping
aluminum stamping may encounter technical challenges at its various production phases. These problems should not be neglected.
The stamping process comprises various stages: part design, an appropriate aluminum alloy is chosen, tooling is developed, stamping machines are run, and quality control is conducted. Any of these steps can be an obstacle if not adequately addressed.
Aluminum Oxide Layer Interference
Aluminum naturally has a thin oxide film, preventing it from corroding. Nevertheless, the layer may be an undesirable nemesis, particularly during welding, since it does not allow good bonding. Therefore, it must be cleared off using a special treatment.
Accelerated Wear of Aluminum Stamping Tools
As a result of friction when stamping, dies and punches wear gradually and leading to:
- Material thickness loss of the tooling Stock
- Surface damages or deformation on tools that are visible to the naked eye
Influencing wear factors are the quality of tooling material, strength and finish of aluminum sheets, effectiveness of lubricants, temperature at which it is worked and rate of stamping.
Routine care and oversight of such elements help prolong the tools’ life, but avoiding replacement might not be possible.
Perforation Difficulties
Punching clean holes in aluminum sheets is a bit tricky, especially softer alloys such as 3000 and 4000 series, which shrink and deform easily. To reduce flaws:
- Keep punch to die clearance correct, on alloy, thickness and tensile strength
- Minimise material distortion by use of sharp punches without shear angles (flat side)
Galling and Adhesion Material
In piercing or drawing, aluminum may adhere to the tooling surface, leading to galling. Such accumulation of material may dull tools and decrease the uniformity of parts. To fight this:
- Minimize friction through well-lubricated mechanisms
- Choose a coating or material for the tooling that is not adhesive
Additional Common Issues
Other common issues in the aluminum stamping are as follows:
- Buckling or wrinkling of thin sheets
- When under stress, the material will fracture or crack apart
- Springback, which leads to dimensional inaccuracy
- Off smooth surface finishes
- Over-thinned stamped features
These issues can only be overcome by the fine process control, the choice of material, and the tools to manufacture the stamped aluminum parts to the best quality.
ProleanTech’s Practical Capabilities in aluminum Stamping
ProleanTech offers end-to-end solutions for aluminum stamping. Whether you need a small batch of parts or large-scale production, we can professionally handle it.
We design and build our tooling in-house. So, it helps us reduce the product lead time and improve consistency. Our team works with various aluminum alloys and can meet tight tolerances for even the most demanding applications.
From simple brackets to complex enclosures, we support your project at every stage, including material selection, prototyping, stamping, finishing, and inspection. If you’re looking for dependable aluminum stamping service with minimal turnaround and precise results, ProleanTech is here to help.
FAQ’s
Q1: What is the typical lead time for custom-stamped alumnium parts?
Lead time depends on part complexity and volume required. With in-house tooling processes, most custom aluminum stamping projects can be completed within 2–4 weeks.
Q2: How do tolerances in aluminum stamping compare to other metals?
aluminum uses precision dies that can hold tight tolerances similar to steel or copper. However, its softness may require adjusted tool design and clearances to maintain uniform dimensions.


0 Comments