Alodine and anodize are both protective finishes for aluminum material, widely used to enhance corrosion protection and durability. Alodining for aluminum protects it from corrosion and offers additional benefits for applications in aerospace and automotive.
Alodining is an entirely different process from anodizing, and unlike anodized aluminum, alodining maintains the electrical conductivity of aluminum, making it useful for electrical applications.
There are many surface finishing options for aluminum, and some have multiple names. This blog explores the differences between alodine vs anodize, their processes, benefits, and applications to help you choose the right metal surface coating for your needs.
Meaning of Alodine
Alodining is a chemical conversion coating, primarily applied to aluminum alloys and a few other select metals, to provide excellent corrosion resistance. Alodine is a registered trademark of Henkel Adhesives, often referred to as henkel alodine
Henkel has updated their product’s name to Bonderite, but alodine has been popularized in the industry, leading to names like alodining and alodined parts, chromate conversion coating, chem film, and Type I and Type II coatings. This alodine aluminum treatment is valued for its ability to protect aluminum alloys without compromising their inherent properties.
Alodining Process

Alodine tank
The alodining process applies a protective oxide finish, known as an alodine finish, to aluminum, similar to anodizing but with distinct steps tailored to achieve a thin coating thickness.
The aluminum part passes between different tanks during the alodining process. each critical to ensuring the alodine finish adheres properly and provides excellent corrosion resistance.
Step 1: Cleaning Tank
The first part of the alodining process involves cleaning the aluminum part in an alkaline solution. The solution removes oils, grease, and cutting fluids stuck to the part from the aluminum machining processes. This ensures a clean surface for the chemical conversion coating to bond effectively.
After each step, the aluminum part is submerged in a rinsing tank, often multiple times.
Step 2: Deoxidizing Tank
Over time, the aluminum surface can build a deep oxide layer. Sometimes, this oxide layer must be removed so that the alodine finish sticks to the aluminum surface.
Aluminum is further cleaned in deoxidizing tanks, where a oxidation-reduction chemical reaction removes the oxidized layer. For small parts, you can use any aluminum deoxidizer, like California custom aluminum deoxidizer.
Step 3: Rinsing Tank
The final rinsing tank, has clean water entering through and is the starting point of the reverse cascade system (water recycling). Before alodine coating, the part is rinsed in this rinsing tank. This step ensures all chemicals are removed before applying the chromate conversion coatings.
Step 4: Alodining Tank
There are many types of alodine coatings, but the most popular are Type I and Type II chromate conversion coatings. Both coatings use a different solution composition, and the main difference is the presence of either hexavalent or trivalent chromate.
The alodining tank contains the chemical conversion solution, typically Type I (hexavalent chromium) or Type II (trivalent chromium) coatings. The dwell time in the tank determines the coating thickness, which ranges from 0.00001 to 0.00004 inches. Longer dwell times produce thicker coatings, such as those used for clear alodine finish applications.
The alodine part can be rinsed before drying and curing.
Step 5: Curing
The new chem film is flimsy and soft. It hardens over time, but the process is catalyzed with heat. The alodine layer is cured at around 60°C, resulting in a tough, hydrophobic alodine finish that provides excellent corrosion resistance. The thin coating thickness ensures that the aluminum’s electrical conductivity remains intact.
Alodining VS Anodizing: Difference in Process
The main difference between the anodizing and alodining process is in the coating solution.
- Anodizing uses an electrolytic technique to grow an oxide layer from the aluminum substrate, but the alodine layer is formed by coating the aluminum with chromate.
- Alodining is a non-electrolytic chemical conversion process that applies a thin layer of chromate conversion coatings, preserving conductivity.
- Anodized aluminum has reduced electrical conductivity because the anodized layer is thick, around 5 – 25 micrometers and can grow up to 100 micrometers, but a chem film (alodine) does not alter aluminum’s electrical conductivity.
- Anodized aluminum vs alodine coating has another difference: alodine requires a curing process to solidify the chem film.
Applications of Alodine Coating
Alodine coating is a versatile metal surface coating that provides corrosion protection for aluminum alloys across various industries. Alodine coating is not as wear-resistant and durable as an anodized layer but a less expensive solution for applications requiring protective coating.
Aerospace MIL-DTL-5541
Alodine coatings meet the alodine mil c 5541 standard, a U.S. military specification for chromate conversion coatings on aluminum. These coatings are used in military-grade defense equipment and vehicles, ensuring excellent corrosion resistance in harsh environments.
Alodine coatings are used in military-grade defense equipment and vehicles.
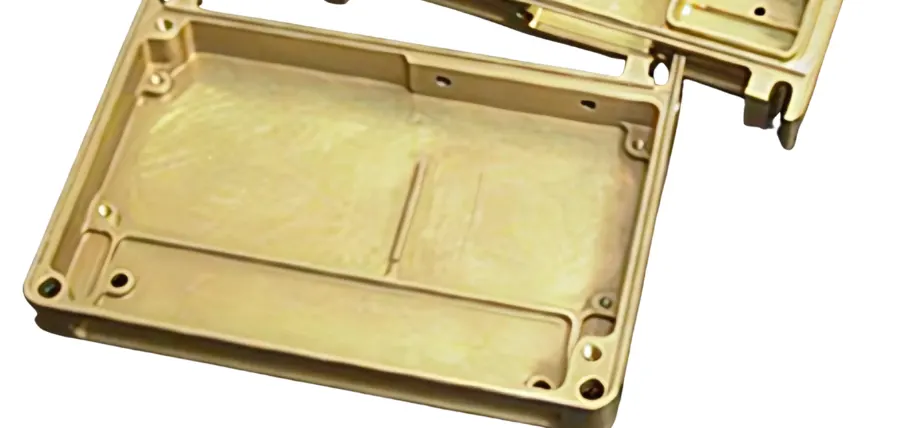
Alodine parts
Automotive Industry
Alodined aluminum parts are used in car chassis, panels, and internal frames to prevent oxidation. Alodine coatings also aid in heat dissipation and electronic components like batteries and housings to avoid oxidation while maintaining the same electrical conductivity.
Electronics
Alodine aluminum treatmentis used on aluminum enclosures for power supplies. Chem film can protect aluminum from weathering elements and maintain conductivity.
Aldine bus bars are a common product of the alodining process. Many aluminum PCBs use alodine as a protective barrier.
Paint Adhesion
Alodine is also used as a pre-treatment process for painting aluminum parts. Alodine coatings are thin and improve the paint adhesion to the surface.
Try Prolean Now!
Benefits of Aluminum Alodining
Alodine coating on a part
- Tight tolerances: Alodine has a coating thickness of 0.00004”, which is considerably less than an anodized layer. For precision machined parts, alodine is a better option.
- Electrical conductivity: Alodine maintains the electrical conductivity of aluminum because of its thickness.
- Cheaper: Alodine coating is a cost-effective alternative to anodizing for corrosion protection, but it does not offer the same level of wear and abrasion resistance.
- Corrosion resistant: Alodine MIL-DTL-5541 Class 1A can withstand more than 336 hours without white corrosion during salt spray tests.
- Paint adhesion: Porous aldoine finish allows paint and powder coatings to adhere to the surface more effectively.
Alodine Touch-Up and Accessibility
For smaller projects or repairs, alodine touch up solutions, such as brush alodine, allow for easy application at home or in workshops. If you’re searching for alodine coating near me or looking to buy alodine, various suppliers offer henkel alodine products for DIY use. Alternatively for large volume anodizing you can get in contact with a professional service like ours.
Cons of Aluminum Alodining
- Environmentally toxic: type I alodine uses hexavalent chromium, which can leach into the environment and cause harm. Hexavalent chromium is toxic during coating and a carcinogen (cancer-causing) product.
- Wear and abrasion resistance: Alodine provides limited wear and abrasion resistance for friction applications and moving aluminum parts. Anodizing is a better protective method for moving and external use of aluminum parts like aluminum profiles.
- Corrosion resistance effectiveness: Compared to anodizing, alodine offers moderate corrosion resistance. Alodine does not create a thick oxide layer like anodizing.
- Limited color options: Alodine finishes, including clear alodine finish, offer minimal aesthetic customization compared to anodizing.
You should avoid alodine coating when using mechanical aluminum assemblies and for prolonged exposure to weather elements. Type I alodining is sometimes unpermissible according to some environmental restrictions as well.
When Can You Use Alodine Coating VS Anodizing?

Anodized aluminum parts
Which one should you choose, alodine or anodize? The answer depends on your application and corrosion resistance requirements. Anodized aluminum has the advantage of a tougher and scratch-resistant thicker oxide layer, which is ideal for mechanical parts.
Anodizing also offers better aesthetic and colored finishes for aesthetics. You’d use alodine coatings, particularly alodine mil c 5541 compliant coatings, is better for applications prioritizing electrical conductivity, thin coating thickness, and cost-effectiveness.
If you’re trying to coat your aluminum parts at home, alodining is a simpler and easy-to-follow process. You can apply an alodine coat to your bike frame, tennis racket, and other aluminum parts at home.
Enhancing the Life of Your Aluminum Parts With Pro-lean Tech
Whether you anodize or alodine, the right surface treatment can significantly improve the durability and corrosion resistance of your aluminum parts.
At Prolean-Tech, we offer consultation and guidance with top-tier finishing solutions for your parts.
Conclusion
Both processes offer good protection, and the better choice depends on your requirements. Chromate conversion coatings are cost-effective, quick and an electrically conductive solution for components in aerospace and electronics.
Anodising, although more expensive, provides durability, a tougher oxide layer, and wear resistance, making your part versatile for any industry and environment.
FAQs
-
What is alodine?
Alodine® also known as chem film or chromate conversion coatings, is a chemical conversion coating that protects aluminum alloys from corrosion while maintaining electrical conductivity.
-
Can you anodize and alodine?
You can alodine and then anodize aluminum parts. However this requires modification to the anodizing process. First, mask the alodine layer in order to not dissolve it during anodizing. Second, use the anodizing tank to grow the anodized layer from the unmasked surface. This process is not practical in industrial use, but works for few parts.
-
What is the difference between alodine and anodize?
Alodining is a chemical conversion coating process that builds a layer of chromium-based compound on aluminum surface whereas, anodizing is an electrochemical process that grows an oxide layer from the aluminum substrate and it is part of the aluminum.

Your article helped me a lot, is there any more related content? Thanks!
Hello, Buskan. You might like this ; https://proleantech.com/anodized-aluminum-colors/