Laser cutting steel
The process of laser cutting steel involves removing material from metal workpieces using a laser, which is particularly effective for steel and other tough metal materials. This makes it ideal for applications like laser-cut steel panels and custom metal laser cutting. Laser cutting technology enables the processing of a wide range of materials, including metals, wood, and certain types of plastics in addition to stainless steel laser cutting.
The laser beam focuses thermal energy onto the steel material following a programmed path that leaves a melting or vaporization trail, which assists gases like oxygen or nitrogen in removing debris. The process creates clean cuts while minimizing the area affected by heat.
Laser cutting operates with no physical contact, which protects tools from wear and prevents contamination, which is vital for applications such as the food and medical industries. The combination of optimized laser power and cutting speed enables precise specifications, which decreases post-processing requirements when compared to mechanical punching operations.
Laser Cutting Steel Basics
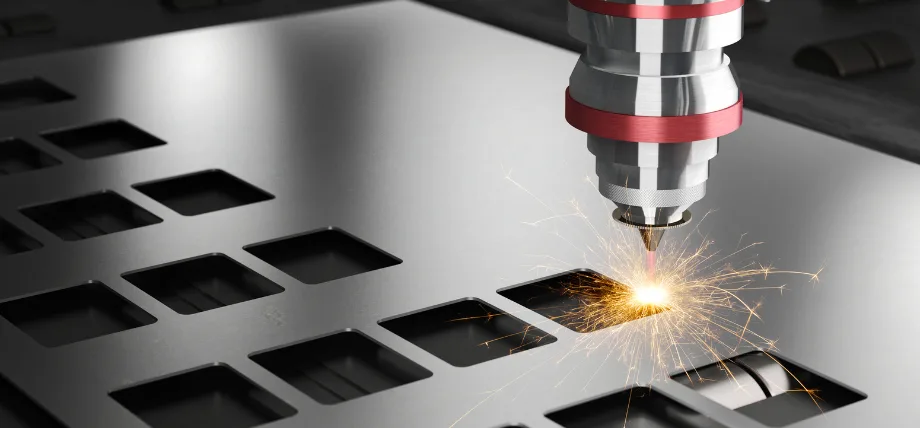
Laser cutting steel sheet for multi-part production
Principles of Laser Cutting
The process of laser cutting starts with CO2 lasers or fiber lasers producing converging beams, which then pass through optical systems to focus on steel workpieces. The beam heats the metal until it reaches its melting or vaporization point, while assist gases like Nitrogen blow away from the cut area to create a defined kerf.
Laser technology enables the processing of five primary metal materials, including mild steel, stainless steel, aluminum, brass, and copper. The combination of low price and long service life makes mild steel an ideal material for laser cutting operations. The steel processing method delivers both low distortion rates and high-precision results.
Types of Lasers Used
CO2 lasers operate at 10.6 micrometers, but their cutting efficiency decreases when processing metals that reflect light, such as aluminum and copper. The 1.07-micrometer wavelength of fiber lasers enables better steel absorption, allowing for faster cutting operations and the processing of materials up to 25 mm in thickness. The beam produced by fiber laser cutters reaches smaller dimensions, which results in better precision than CO2 laser systems for high-quality laser-cut steel panels for architectural uses.
The combination of low price and long service life makes carbon steel an optimal material for laser cutting operations. The excellent thermal and electrical properties of copper make it a common but challenging material for laser cutting applications.
Key Process Parameters for Laser Cutting Steel
The laser power determines the depth of penetration, but the cutting speed needs to match power levels to prevent excessive heat from building up in the heat-affected zone. The choice between oxygen and nitrogen gases for cutting depends on the material type because oxygen creates exothermic reactions with carbon steel, while nitrogen protects stainless steel from oxidation.
The power consumption of CO2 lasers results in 80% waste because their operational efficiency reaches only 20%. The combination of high strength and oxidation resistance in stainless steel makes it an excellent choice for laser cutting operations. The laser head utilizes sensors to maintain its focal distance, ensuring consistent performance when laser cutting metal sheet of various thicknesses.
System Integration and Control
The laser beam follows programmed paths through CNC control systems, enabling the creation of complex metal part designs with holes and contours. The programming capabilities of laser cutting machines would allow users to create diverse designs at a rapid pace, thereby reducing setup times and lowering production costs. The integrated system produces less mechanical stress than conventional techniques, which enables precise cuts for demanding industrial applications. Laser cutting technology serves multiple industries through its wide range of applications. CNC programming allows continuous operation, resulting in lower labor costs and improved production efficiency.
Choosing the Right Laser Cutter for Steels

Multi-laser cutting large sheets
Evaluating Laser Types
The most suitable laser cutters for metal processing, including steel, work best with reflective materials such as aluminum, brass, and copper. The combination of light weight and corrosion resistance in aluminum makes it an excellent choice for laser cutting operations. The purchase price of fiber lasers exceeds that of CO2 lasers, although they deliver better performance with reflective materials. CO2 lasers work effectively on wood materials and thin steel sheets when operators adjust their operational parameters.
Assessing Power and Capacity
The cutting efficiency and performance of laser cutting machines depend on power levels ranging from 1 kW to 20 kW because higher power outputs are required to process materials thicker than 10 mm. The Fiber laser operates with superior energy efficiency compared to CO2 lasers because it converts 30 – 45% of its input power into cutting power. The high initial expense of laser cutting machines becomes justified by their fast operation and precise cutting, which result in better production rates and decreased operational expenses.
The laser cutting machine needs to demonstrate its ability to process particular metals and different thicknesses that match production requirements. The operational costs of fiber lasers increase because they need more nitrogen shielding gas during cutting operations compared to CO2 lasers.
Machine Features and Compatibility
The machine bed needs to support sheet metal sizes, and automated systems decrease production time. Some of the laser cutting machines in Proleantech’s inventory operate with sheet metal sizes that reach 4×8 feet or 5×10 feet. The laser cutting services process materials from 0.5mm to 20mm in thickness.
The system requires regular maintenance for extended operation, while auto-focus laser heads and precision-enhancing features improve performance. The system needs wavelength adjustment to work with highly reflective metals.
Alignment with Operational Requirements
The selection process must consider production levels, material diversity, and budget limitations to identify systems that deliver flexible metal fabrication at affordable prices and at high speeds. The manufacturing process benefits from laser cutting metal sheet and custom metal laser cutting because it enables the quick completion of orders, thereby enhancing operational efficiency.
Preparing for Laser Cutting
- The design process requires vector file formats, such as DXF, with complete paths and kerf width specifications between 0.1mm and 0.5mm, which depend on the laser power and material thickness.
- The steel sheet requires proper placement on the machine bed to maintain flatness, which prevents movement of the focus point during processing.
- The metal surface needs cleaning to eliminate oil, rust, and contaminants, which reduce beam absorption and result in poor cut quality.
- The success of laser cutting depends on proper laboratory setup and design work.
- The laser focus needs calibration through capacitive sensors to determine the optimal distance between the beam and the surface.
- Select the correct assisting gas for carbon steel to boost exothermic reactions, which is oxygen, and for stainless steel, which is nitrogen, to create oxide-free edges.
- Perform parameter tests on scrap material to find the optimal laser power, cutting speed, and gas pressure settings that minimize heat-affected zone damage.
- The pre-piercing process helps initiate clean cuts on thick materials while preventing splatter formation.
- The process of post-processing becomes necessary for thick cuts because they produce micro-burrs and rough edges that need removal.
- The system requires proper ventilation for fume removal, and workers must adhere to safety protocols while wearing protective gear.
Try Prolean Now!
Laser Cutting Techniques For Steel
Reactive Fusion Cutting
The technique utilizes oxygen as an assisting gas for carbon steel to produce an exothermic reaction, which enhances the melting speed for cutting materials up to 25 mm thick at high speeds. The technique enhances material ejection, which makes clean cuts that need less post-processing work. Optimizing laser parameters between power output and cutting speed produces minimal heat-impact zones while delivering high-quality cut edges.
Inert Gas Fusion Cutting

Manual laser cutters can also cut steel for free-hand cutting and contours
The process uses nitrogen or argon as inert gases to stop oxidation, which produces weld-ready cuts for stainless steel, aluminum, and titanium materials. The method enables precise CNC metal cutting of thin materials through the management of gas pressure, which controls debris extraction to produce minimal burrs. The absorption rate of fiber lasers on copper and brass metals becomes more efficient, which enables consistent operation across different material thicknesses. The laser cutting process delivers efficient and precise results when working with titanium metal, which is one of the most challenging materials to cut.
Piercing and Entry Methods
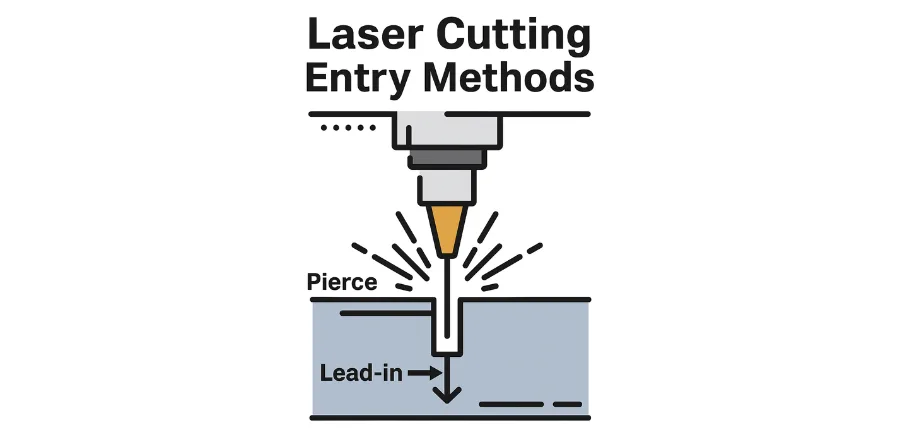
Piercing is one way to start laser cutting steel parts
The process of piercing requires controlled power increases to create initial holes without excessive splatter, as it is necessary for creating internal features in sheet metal. The pulse piercing method enables the processing of thicker materials through reduced thermal energy delivery, which enhances the start-up of the cutting process. The laser head must be aligned properly to maintain a stable focus, which prevents irregularities from forming in the hole dimensions.
Beam Focus Optimization
Focusing a beam during laser cutting can increase production efficiency
The surface focus position delivers maximum cutting speed for thin materials, yet subsurface focus penetration works best for thicker materials. The process adjustment between kerf taper and edge smoothness depends on advanced systems that use dynamic focus to modify their settings during operation. The optimization process enables manufacturers to produce metal parts at high speeds while maintaining precise specifications.
Nesting and Path Planning
The combination of nesting software and CNC systems enables efficient part placement on sheet metal, minimizing waste while creating optimized path sequences. The method decreases production time and expenses when manufacturers work with large quantities of products. The techniques use material thickness data and laser power settings to prevent overheating at points where materials intersect.
Assist Gas Management

Laser cutting can also work on textured and rough surfaces
The quality of cuts depends on gas flow rates and nozzle design, as higher pressure settings optimize carbon steel expulsion, while lower flows protect stainless steel edges from discoloration. The combination of different gases enables better control over alloyed steel processing, which leads to better long-term reliability during repetitive cutting operations.
Pulsed Laser Operation
The laser beam pulsing function enables precise steel cutting of complex designs and small holes because it controls the amount of heat delivered to the material. The technique minimizes heat impact on the surrounding material, which helps maintain structural properties for applications that need post-cut structural integrity.
Try Prolean Now!
Advanced Laser Cutting Techniques
Multi-Pass Cutting Strategies
The process of multi-pass cutting enables the removal of full material thickness from materials thicker than 20 mm through successive passes that minimize distortion. The method becomes essential for processing high-strength steels and titanium because single-pass techniques tend to cause material warping. The laser power and cutting speed of each pass are adjusted to remove material progressively, resulting in smooth cuts and reduced post-processing requirements.
Beam Shaping and Profiling
The laser beam intensity profile gets transformed through advanced optics to create top-hat distributions from a Gaussian profile, which improves edge quality on reflective metals such as silver and brass. The variable-mode laser system enables instant parameter changes, which result in improved cut precision for various material thicknesses and complex part geometries.
High-Power Fiber Laser Applications
The cutting process of thick steel becomes possible with systems above 10 kW power output through the use of assist gas mixtures that combine oxygen and nitrogen for efficient debris management. The system enables fast industrial operations that shorten production time while delivering weld-ready and bendable cuts.
Real-Time Monitoring and Adaptive Control
The system uses sensors to monitor cuts in real time, which enables automatic adjustments of focus and power settings to accommodate material differences. The system maintains high-quality cuts on irregular surfaces, which helps reduce defects in large sheet metal products while promoting cost-effective manufacturing.
Hybrid Laser Processes
The combination of laser cutting with engraving or marking operations enables manufacturers to perform multiple tasks on metal components during a single production run. The process enables steel manufacturers to create surface textures that enhance assembly adhesion and result in better manufacturing efficiency.
Thick Material Specialized Techniques
The process of pre-heating and auxiliary beam assistance helps initiate the melting of steel materials thicker than 30 mm to solve absorption problems. The process of dynamic piercing with segmented speed control helps prevent slag accumulation, which results in clean cuts during complex operations.
Advanced Gas Dynamics
The use of vortex nozzles together with pulsed gas flows enhances material expulsion in thick materials, which minimizes the heat-affected zone. The technique delivers optimal results for carbon steel processing because it enables fast cutting operations while maintaining edge quality through controlled oxidation.
Micro-Scale Precision Enhancements
The process of ultra-short pulse laser cutting enables the creation of sub-millimeter features in thin metals, producing holes and contours with tolerances of less than 0.01 mm. The technology supports aerospace and medical industries because it enables precise integration with bending and welding operations.
Sustainable Process Refinements
The use of energy-efficient fiber lasers reduces power consumption, enabling businesses to achieve long-term operational stability. The combination of recycling assist gases with optimized path management results in reduced operational expenses while maintaining high-speed performance across various materials.
Cutting Metal with Precision
The process of laser cutting metal requires tolerance control of ±0.05 mm while achieving kerf widths of 0.05 mm – 0.1 mm, thereby outperforming conventional methods for making complex parts. The system achieves stability through the use of high-quality mirrors and optics, which work in conjunction with advanced motion systems to ensure precise positioning. The focused energy output of fiber lasers makes them suitable for cutting aluminum and copper materials while minimizing taper formation.
The heat-affected zone remains under control through thermal management systems, which protect thin metal parts from deformation. The auto-collimation system adjusts to different conditions, which guarantees consistent results for applications that need strict specifications in precision engineering.
Common Laser Cutting Issues
Burr Formation: The combination of fast cutting speed and insufficient gas pressure leads to this issue, which can be fixed by slowing down the process and increasing oxygen flow for carbon steel to enhance material removal.
- The laser power needs to be increased or multiple passes must be applied to achieve complete penetration in thick materials.
- The beam instability, together with dirty optics, produces edge roughness and striation, which can be fixed by cleaning the mirrors and optics for smooth cuts.
- The excessive heat generated by thin metal warping can be prevented through the use of pulsed laser modes and focus adjustments.
- The concentrated energy at sharp turns causes material loss, so power ramping or path smoothing techniques should be implemented.
- The combination of high power with no speed adjustment results in wider cuts, so users need to find the right balance between parameters to achieve narrow kerfs.
- Stainless steel slag accumulation occurs frequently; operators should use nitrogen gas while optimizing pressure levels to achieve clean material ejection.
- The performance of gas delivery systems becomes compromised when nozzles show signs of wear, so scheduled maintenance checks and replacements are necessary for consistent operation.
- The use of fiber lasers with shorter wavelengths helps prevent back-reflections that occur in copper and other reflective metals.
- The quality of holes suffers when piercing operations become inaccurate, so operators should use power ramps and precise laser head placement for clean entry points.
Custom Metal Laser Cutting
Proleantech provides high-quality custom metal laser cutting services for various materials, including stainless steel, aluminum, and specific alloys. Laser cutting steel is preferred over machining steel when working with flat parts with a thickness of a few millimeters. We have a high production capacity with wide machining beds that can bend, shape and cut large sheet metal parts. Request a free quote today!
Conclusion
The manufacturing industry relies on laser steel cutting technology because it delivers precise results at fast speeds while reducing production costs. Suitable equipment selection, thorough preparation, and standard and advanced techniques enable manufacturers to achieve optimal results when working with different metal types.


0 Comments