Types of 3D Printing
3D printing manufacturing includes several techniques that build parts layer by layer from a digital design. Each method works differently, which affects the material options, surface finish, strength, and overall cost of the part. Choosing the right method depends on project needs such as cost, material, and performance requirements, helping ensure the most suitable process is selected.
Some of the most prevalent types of 3D printing technologies include SLA, FDM, DLP, MJF, PolyJet, DMLS, EBM, and SLS 3D printing. These processes use different techniques, such as lasers, light, or heat, to form parts in plastic or metal, depending on the intended application.
There is no single best 3D printing method. The right 3D printing type depends on factors such as accuracy, strength, speed, and design complexity. FDM and SLA are good for quick prototypes, while SLS, MJF, and metal printing are better for strong and functional parts.
3D printing is widely used today for prototyping, tooling, and even end-use parts across industries. This article covers the major types of 3D printing technologies, how each process works, and where they are best used.
3D Printing for Rapid Prototyping and Production Use

3D printed prototypes
Various types of 3D printing are primarily used as engineering tools within the product development cycle to convert CAD files into tangible components. By creating prototypes (using a basic form) to evaluate dimensions, verify assembly fits, and visually assess the entire design before investing time/money in machining or tooling, 3D printing enables engineers to develop and refine their designs in rapid cycles. Because there is no requirement for molds or fixtures, parts created through this process may be made and tested in very short intervals.
Engineers choose the suitable 3D printing methods based on the functionality the prototype needs to demonstrate. For initial evaluations, a simple model is sufficient to confirm the part’s shape and size. As the evaluation progresses to more advanced assessments, parts may be created specifically for functional testing.
At this point, material performance characteristics, such as load capacity and thermal properties, become important considerations. Due to differences in capabilities among 3D printing processes, engineers select the process best suited to perform the desired testing.
Prototyping is likely the most widely recognized application of 3D printing; however, it is also used in production environments, where it can address the unique limitations of traditional manufacturing techniques.
3D printing is ideal for producing small batches of products with internal features or complex geometries that are difficult or costly to manufacture using traditional methods. For example, it is widely used in aerospace and medical industries to create lightweight parts and customized components with intricate designs. Additionally, in applications requiring extremely lightweight structures and customized components with tight tolerances, such as those in the aerospace and medical fields, 3D printing is commonly used to provide design flexibility.
As mentioned previously, Stereolithography (SLA) is a resin-based 3D printing technology commonly used for prototyping. It creates parts by using UV lasers to cure liquid resin layer by layer. The resulting parts have excellent surface finish and high levels of detail, thanks to the SLA process’s ability to produce parts without visible layer lines.
Therefore, SLA is well-suited for validating design intent and creating visually appealing prototypes. One limitation of the SLA process is that all parts must be supported during printing, as unsupported areas can sag under gravity.
Types of 3D Printing Technologies
Usually, the types of 3d printing are primarily categorized according to whether the additive-manufactured material is deposited, fused, or cured during fabrication.
When developing products, engineers select a printing method not because of its market share, but rather because it fits the product’s specifications, including allowable tolerances, operating stresses, geometric complexity, and production lot sizes. Here are the common kinds of 3d printing.
Material Extrusion-Based Printing
Material extrusion is among the most prevalent types of 3D printing. It is relatively inexpensive and easy to operate. Nevertheless, material-extrusion processes have limitations in dimensional accuracy, surface finish, and isotropic strength compared with powder- or resin-based material deposition.
Fused Deposition Modeling (FDM)

FDM 3D printing operation close-up
When comparing FDM vs SLA, FDM is a thermoplastic extrusion process. The thermoplastic is continuously fed from a spool through a heated nozzle, where it melts and forms a solidified bead along a predetermined path. The beads build up sequentially to create layers.
Through thermal bonding, each layer adheres to the layer below it. However, there is a significant difference in the bonding strength between successive layers when parallel versus perpendicular to the direction of layer buildup.
Application
FDM is commonly used to produce automotive dashboard prototypes, assembly fixtures, and low-cost functional testing parts during early product development.
Although not designed for high-precision functional testing, FDM can be used in many cases for basic functional testing. In industry, low-stress-use parts may be made via FDM.
Materials
Some of the most common thermoplastics used in FDM include ABS, PLA, PETG, polycarbonate, etc. Additionally, high-performance thermoplastics such as PEEK and ULTEM are available. As previously mentioned, the choice of thermoplastic affects characteristics such as heat deflection temperature, stiffness, and chemical stability.
When to Use FDM
Use FDM when the top priority is either cost or time, and when achieving high tolerance is not required. Do not use FDM if your application requires fine detail, smooth finishes, or uniformly consistent mechanical properties.
Continuous Fiber Reinforced Printing (CFRP)
CFRP represents a level of sophistication above traditional extruded materials, as it is reinforced by continuously placing fibers throughout the printed part. CFRP offers superior mechanical properties compared to those of unreinforced extruded materials.
Process
In addition to the base extruded thermoplastic material, the system described herein utilizes continuous fibers, such as carbon or glass fibers, embedded within the printed part. By placing these fibers along principal stress axes, the tensile strength and modulus of elasticity in those respective orientations are increased. This is particularly beneficial for applications that require stiffening in certain directions.
Application
CFRP is used in aerospace brackets and automotive structural components where a high strength-to-weight ratio is required, replacing some lightweight metal parts.
Materials Used
Engineered polymer base materials (i.e., Nylon) combined with carbon fiber or glass fibers are typical choices. Final mechanical properties depend heavily on both fiber location and volume percentage.
When to Select CFRP
Select CFRP when enhanced mechanical properties are desired relative to standard extruded plastic materials; however, switching to metals is not justified. Additionally, it provides excellent solutions for components subjected to unidirectional loading conditions.
What is ADAM (Atomic Diffusion Additive Manufacturing)?
ADAM is a type of metal additive manufacturing that extrudes a metal-containing filament mixed with a binder.
Process Overview
The first step in creating an ADAM component is depositing a series of filaments onto a substrate that contains metal powder mixed with a binder. After completing all filament-deposition steps, debind and sinter the component.
During sintering, the binder is removed, allowing metal particles to fuse. Due to shrinkage during sintering, compensating adjustments must be made to all CAD designs before printing.
Applications
ADAM is used to produce custom metal tooling inserts and small-batch industrial components where CNC machining would be costly or time-consuming.
Compatible Materials
Stainless steel, tool steels, nickel-based alloys, and other ferrous metals are among the most commonly produced components using ADAM. Properties of ADAM-produced metals depend upon the sintering quality and resulting density of the metal component.
When to Choose ADAM
Choose ADAM when producing metal components in smaller batches where conventional CNC machining is not the most efficient approach. However, it is not a viable option for close-tolerance components, nor does it lend itself well to achieving highly polished surfaces without subsequent machining.
Summary Table
|
Process |
Materials |
Strength |
Accuracy |
Typical Use |
|
FDM |
Thermoplastics |
Medium |
Low |
Prototypes, fixtures |
|
CFR |
Fiber-reinforced polymers |
High |
Medium |
Structural parts |
|
ADAM |
Metal alloys |
High |
Medium |
Metal components |
Powder Bed Fusion Technologies
Powder bed fusion processes are used for functional parts. Powder bed fusion offers both superior mechanical characteristics and allows for complex geometries without requiring traditional tooling.
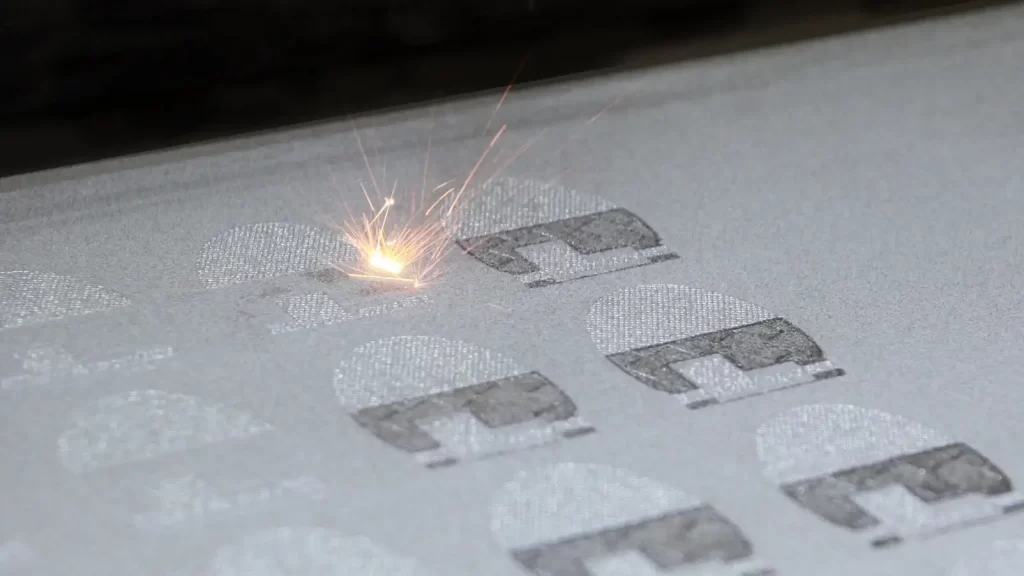
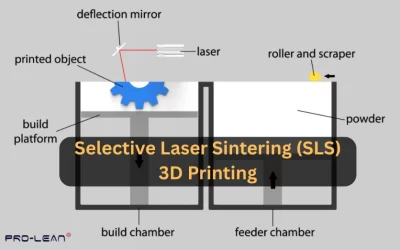
Selective laser sintering (SLS)
Selective laser sintering – SLS 3D printing
SLS is a PBF process that uses plastic powder to produce strong & functional parts.
Process
A thin layer of powder is applied to a build platform, then selectively fused with a laser. After completing each layer, the build platform is lowered. This creates layers upon layers of material, creating the finished product. The unfused powder provides structural support for the part, eliminating the need for support structures.
Applications
SLS is widely used for functional snap-fit enclosures, drone components, and customized consumer product housings
Compatible Materials
PA11 and PA12 are two nylon-based materials commonly available for this type of application. Filled versions of these materials can be produced to improve their stiffness.
When to use:
Use SLS when you require a complex geometric design with good mechanical performance at lower-than-high-volume production levels. If you need a smooth surface finish for your application, DMLS would be a better option.
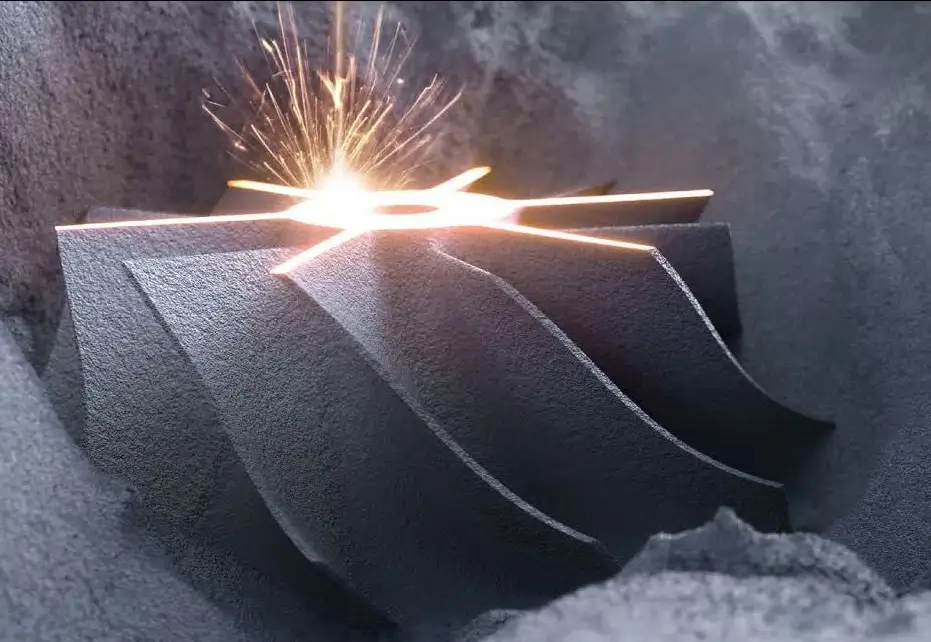
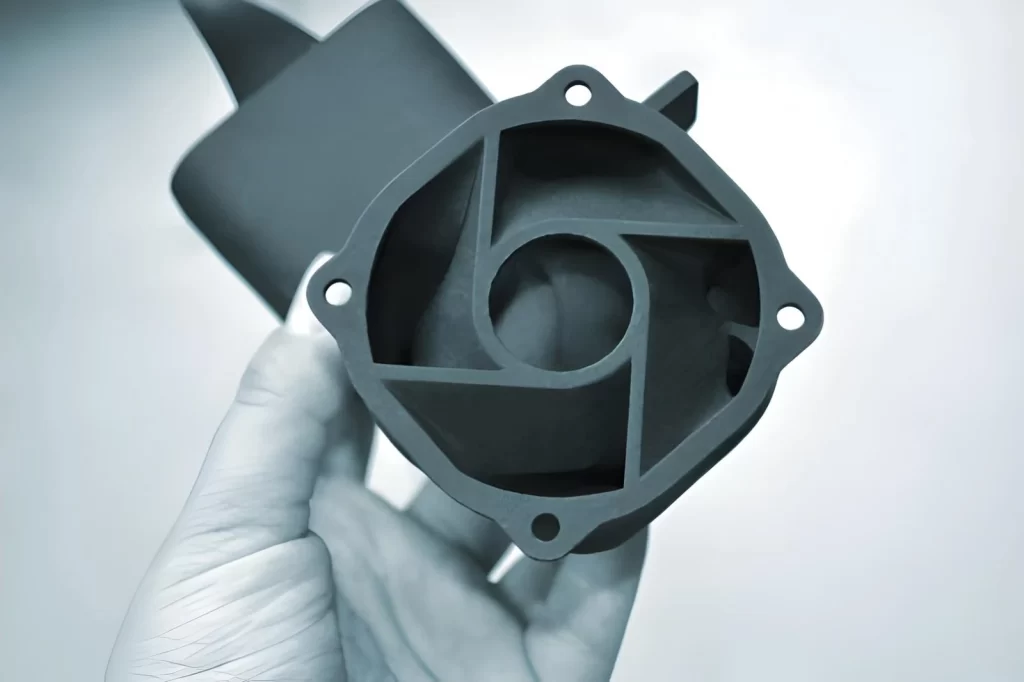
Direct Metal Laser Sintering (DMLS)
DMLS 3D printing
DMLS produces fully dense metal parts via direct laser sintering.
Process
High-powered lasers melt metal powders in sequential layers to produce dense metal parts. Due to thermal stresses developed during printing, support structures and controlled cooling are necessary. Post-processing operations, such as heat treating and machining, may be required for the printed parts.
Applications
DMLS is primarily used in the aerospace, automotive, and medical fields to produce high-strength parts with defined internal channels and/or optimized for weight savings.
Material Compatibility
Titanium alloys, aluminum alloys, stainless steel, and nickel-base superalloy.
When to use DMLS
Use DMLS when you require complex metal designs that cannot be fabricated through conventional machining methods. Because of its relatively long print times and higher operating costs, DMLS is not recommended for high-volume production applications.
Electron Beam Melting (EBM)
EBM is another method for melting metal. EBM uses an electron beam rather than a laser.
Process
In a vacuum environment, the electron beam sequentially melts metal powder layer by layer. The vacuum environment minimizes oxidation and residual stresses in the completed part.
Applications
EBM is typically used in aerospace and medical implant applications where maintaining material integrity and internal structure are critical.
Compatible Materials
Cobalt-chrome alloys and titanium alloys.
When to use EBM
Choose EBM when you need to fabricate thick-sectioned parts or when minimizing stresses is a priority. However, if you need a finer surface finish on your parts, DMLS is preferred.
Summary
|
Process |
Materials |
Strength |
Accuracy |
Typical Use |
|
SLS |
Nylon |
High |
Medium |
Functional plastic parts |
|
DMLS |
Metals |
Very High |
High |
Aerospace components |
|
EBM |
Metals |
Very High |
Medium |
Medical implants |
Light Curing Technologies
The primary advantage of curing light processes is that they produce the most detailed, finest surface finishes and the highest visual quality. Curing light processes use liquid resin that solidifies upon exposure to light. Curing light processes are typically utilized for prototype purposes. They should never be utilized for structural parts.
Stereolithography (SLA)
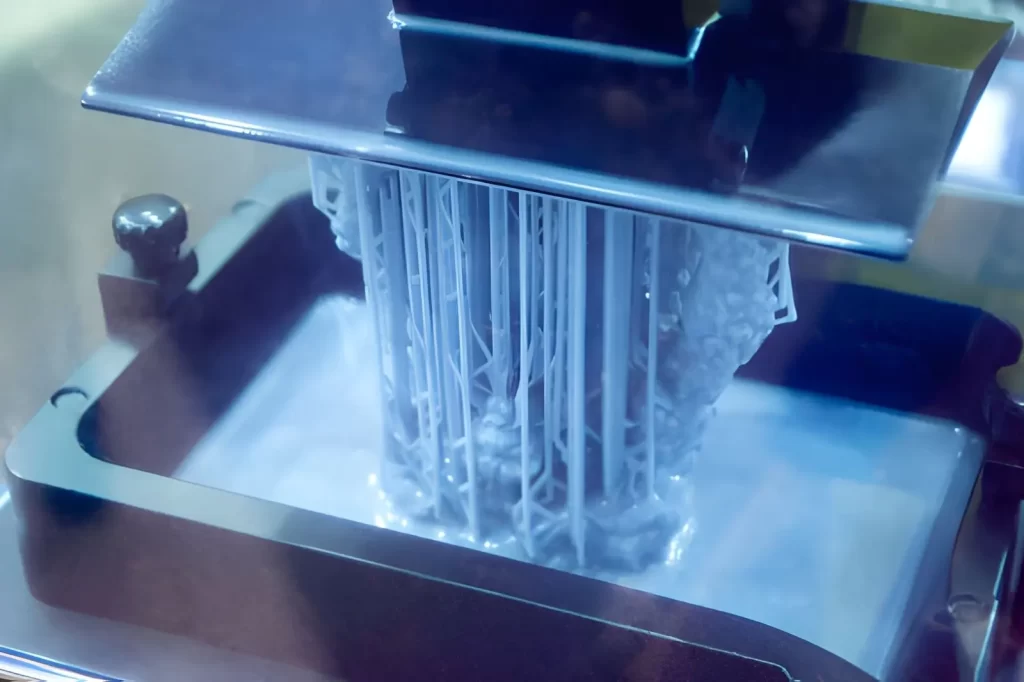
Photopolymer SLA 3D printing
Methodology
In Stereolithography (SLA), layers of liquid resin are cured using a UV laser. Each layer is drawn onto the surface of the resin, hardened, and then added to the next layer. After printing, the model is rinsed to remove uncured resin, then UV-cured to stabilize it.
Applications
SLA applications include appearance models, pattern-making for casting, and medical/dental models. Typically, applications will utilize SLA when surface quality/finish, and/or detail requirements outweigh mechanical properties. Additionally, engineers may use SLA for pre-tooling design validations.
Suitable Materials
Photopolymer resins used for stereolithography have been designed to simulate the properties of plastic materials such as ABS or polypropylene. Although some resins have been formulated to be more rigid, all photopolymers exhibit brittle behavior compared with their counterparts in engineering plastics.
When To Use Stereolithography (SLA)
Choose stereolithography (SLA) if your requirement is a smooth surface finish along with precise details. Do not choose this process if your final application will be subjected to either mechanical loads or thermal exposure.
Digital Light Processing (DLP)
DLP 3D printing process
Alt: The image shows a DLP (Digital Light Processing) 3D printing process where a 3D printer is actively building a detailed object layer by layer.
Methodology
In Digital Light Processing (DLP), an entire layer of liquid resin is cured simultaneously, utilizing a projector. In contrast to SLA, where the laser traces individual cross-sectional areas of the resin layer, a DLP uses a single flash to expose an entire resin layer. As such, digital light processing offers improved efficiency and is particularly useful for the simultaneous fabrication of multiple parts.
Applications
Digital Light Processing (DLP) has been successfully applied to the fabrication of dental models, small brackets, and jewelry patterns. Additionally, digital light processing is used for batch production of small, detailed parts.
Suitable Materials
Although there are several resin types available for both SLA and DLP, they belong to the same family of photopolymer resins. Rigid, flexible, and castable resins are among the available options; however, as with stereolithography, mechanical strength remains relatively low.
When To Use DLP
Choose Digital Light Processing (DLP) if time is more critical than surface precision. DLP is well-suited for small parts that require high-resolution detail.
Summary
|
Process |
Materials |
Strength |
Accuracy |
Typical Use |
|
SLA |
Resin |
Low–Medium |
High |
Visual prototypes |
|
DLP |
Resin |
Low–Medium |
High |
Small detailed parts |
|
PolyJet |
Multi-resin |
Low |
Very High |
Concept and design models |
Try Prolean Now!
Advanced Powder-Based Processes
These processes allow companies to transition from prototype development into real-world manufacturing applications. This Process can be beneficial for batch work and can provide better results for functional parts than resin printing.
Multi-jet fusion (MJF)
MJF 3D printed polyamide part
Process
The multi-jet fusion Process uses layers of nylon powder that are spread one layer at a time. Each layer has a print head that applies fusing agents to the desired area, then heat-bonds the powder together. All layers are processed at a uniform rate, helping create consistency throughout the part.
Applications
Functional end-use parts such as housings, clips, and connectors. Used for mid-volume production for components that require consistent quality in their design.
Materials
Nylon PA12, TPU, polypropylene in select systems. These materials have good strength and wear-resistant characteristics required for actual use parts.
When to use
Use the multi-jet fusion Process if your company requires production-grade plastic parts manufactured consistently, but also needs them faster than the SLS Process.
Binder jetting
Process
The binder jetting Process allows a liquid binder to be applied to a powdered material layer by layer. Once printed, the part is extremely weak and must undergo additional processing, such as sintering or curing, to achieve its full strength.
Applications
Casting molds, metal parts, and large-batch production. Binder jetting is utilized to produce complex shapes at a lower cost than other methods.
Materials
Metals, sand, ceramics. The properties of the final product depend heavily on post-processing techniques.
When to use
Use binder jetting when low cost per unit and high volume batches are more important than strength and/or tolerance requirements.
Summary
|
Process |
Materials |
Strength |
Accuracy |
Typical Use |
|
MJF |
Nylon, TPU |
High |
High |
Functional production parts |
|
Binder Jetting |
Metal, sand |
Medium |
Medium |
Casting and batch parts |
What to Consider When Choosing among the Types of 3D Printing Technologies
Engineers choose an appropriate 3D printing method by comparing the part’s capabilities with the actual manufacturing limitations. More often than not, choosing the wrong 3D printing method results in some combination of warping, low strength, poor fit, or the need for additional processing (finishing).
To evaluate and ultimately determine which process to use, engineers consider these four key factors:
Part Function and Load Conditions
Will the part perform a functional role? Or simply display its intended shape?
Many 3D-printed component failures occur when a process is selected solely for aesthetics rather than performance.
Structural components typically require the use of a Process such as Selective Laser Sintering (SLS), Material Jetting (MJF), or metal printing. Although non-load-bearing FDM and resin-printed components may be suitable for certain applications, they do not perform well under stress or prolonged exposure.
For assembly components that include motion (i.e., hinges, pivots, etc.) or other mechanisms where parts must fit together properly, layer orientation can limit successful assembly using Fused Deposition Modeling (FDM) and Stereolithography (SLA).
Material Choice and Part Behavior
While material selection is similar across various 3D Printing Processes, printed materials exhibit varying mechanical properties and physical characteristics due to the specific process. For instance, although different nylon powders may appear identical, their mechanical properties vary significantly depending on the production process. i.e., SLS vs. MJF vs. injection molded.
Photopolymer-based printed parts produced via stereolithography (SLA) and Digital Light Processing (DLP) provide attractive surface finishes; however, they possess limited impact resistance. They are generally considered brittle and prone to cracking under normal usage conditions.
Powder-based processes using Nylon (such as SLS/MJF) offer increased flexibility during bending and wear; however, these benefits diminish with increasing load and/or exposure duration. Metal-based printed parts exhibit strong mechanical properties; however, post-processing operations (heat treating, machining, etc.) can dramatically affect the final mechanical properties.
Tolerance and Fit Issues
Fit issues are the most common challenge in producing functional 3D-printed parts. This includes undersized holes, misaligned mating surfaces requiring manual adjustments before successful assembly, etc.
Assemblies consisting of small features and tight tolerances require high-accuracy printing techniques. Stereolithography (SLA) and PolyJet are among the highest tolerance processes available today for producing functional assemblies.
Layer thickness and print quality can affect dimensional accuracy in Fused Deposition Modeling (FDM). Metal additive-manufactured parts often require post-print machining if mating surfaces or tight tolerances are present in the designed geometry.
Surface Finish and Appearance
While surface finish is primarily an aesthetic concern, it also influences sealability, frictional behavior, and subsequent processing requirements. Smooth surfaces are produced on photopolymer-based printed parts generated via stereolithography (SLA) and digital light processing (DLP); however, these parts often contain residual support marks that must be removed. All fused deposition modeling (FDM) printed parts exhibit visible layer lines, particularly in curved areas.
Selective laser sintered (SLS) and multi-jet fusion (MJF) printed parts exhibit a granular surface texture resulting from the powder particle size distribution used during additive manufacturing. Most metal-based printed parts require post-print machining or abrasive blasting to achieve the desired surface finish if aesthetics are important.
Quantity and Cost per Part
Costs change significantly depending on how many parts you are making. A process that is cheap for one part may become expensive at scale. FDM and SLA make sense for one-off prototypes or design checks. SLS and MJF become more efficient when you pack multiple parts into a single build. Metal printing is expensive per part, so it is only used when the geometry justifies it.
Try Prolean Now!
How Much Does a 3D Printer Cost?
The costs of 3d printers depend on the kind of equipment and how it will be used. Some inexpensive models make simple objects and are generally priced at $500-$5,000. Industrial machines are much more expensive and are used to manufacture parts for actual products.
Basic FDM printers
These machines are designed to produce very basic shapes as low-cost prototypes for conceptual designs. As such, they can be had for under $1,000. However, these machines cannot produce strong parts or parts requiring great detail.
Industrial FDM printers

3D printing wall construction
These machines are found in various types of manufacturing facilities, including factory floors. The cost of an industrial model varies widely depending on the required quality. Generally, industrial machines range in price from around $10,000 to well into the hundreds of thousands. In general, Industrial FDM machines produce stronger, more reliable prints than their desktop counterparts.
Resin SLA/DLP Printers
These machines are best suited for creating models with extremely fine-detailed surfaces. Machines of this nature vary greatly in cost. Depending on whether you choose a personal-use or commercial-grade model, prices can range from a few thousand dollars to several hundred thousand dollars. Resin-based models typically cannot withstand physical stress or strain.
SLS (Selective Laser Sintering) Machines
When comparing SLA vs FDM, SLS systems are large-scale industrial machines specifically designed to produce solid nylon parts. Due to their process complexity, prices for these machines tend to vary widely. They may exceed $100,000. These machines are best suited for manufacturing functional parts and small batches.
MJF 3D Printers
The MJF printers function in the same manner as SLS machines and are therefore also classified as industrial machines. Price-wise, they are relatively close to SLS machines but slightly less expensive. Both MJF and SLS machines print multiple parts simultaneously and produce parts with identical characteristics (i.e., material properties).
Metal 3d printers (DMLS/EBM)
Metal 3d printing represents one of the largest investments possible due to the extremely high-end design and functionality of each unit. Individual metal units can cost upwards of $500,000 to over $1 million per unit. Metal 3D printing is primarily used in applications involving aerospace, medicine, and/or high-performance engineering.
Additional Costs
In addition to the cost of a new 3D printer, there are other expenses associated with the machine’s use, including raw materials, maintenance, and post-print finishing. When using an industrial 3D printer, some manufacturers report that finishing operations account for a higher percentage of the overall cost than the initial 3D printing. However, recent advancements, such as hybrid manufacturing (3D printing combined with CNC machining) and multi-material printing, are improving accuracy, surface finish, and production efficiency.
Prolean Tech: Custom 3D Printing Services for Prototypes to Production Scale Projects
3D printing is a practical way to turn CAD designs into real parts for testing and production. Different methods, such as FDM, SLA, SLS, MJF, and metal printing, are used based on part strength, detail, and material requirements.
Each process has its own use. FDM and SLA are common for quick prototypes, while SLS, MJF, and metal printing are better for strong and functional parts. Choosing the right method helps avoid issues with fit, strength, and surface finish.
At Prolean Tech, we offer reliable custom 3D printing services for prototypes and end-use parts. We select the appropriate process based on your design requirements and material needs to ensure practical, accurate results.

0 Comments