
Machining tool steel
Materials that are able to withstand extreme temperatures and maintain dimensional accuracy are essential for precision manufacturing. Modern industrial production relies on machining tool steel because it offers exceptional hardness and wear resistance as well as thermal stability. Standard metals cannot compare.
Understanding how to machine these alloys is crucial for the success of any manufacturing operation, whether you are producing high-precision auto components, cutting dies, or injection molds. Working with tool steel is complex and requires knowledge of material selection, cutting parameters, and heat treatment processes.
ProLean Tech has refined its CNC machining services to meet the challenges of processing hardened alloys. We deliver precision custom metal machining components that adhere to the tightest tolerances. In this guide, we will discuss everything about tool steel machining, its types, the techniques used to machine the tool steel, and applications.
What is Machining Tool Steel?
What is Tool Steel Machining
Machining tool steel is the process of cutting, shaping, and finishing the specialized carbon and alloy steel. It is used to form the steel designed for manufacturing tools, dies, and special molds. The high-performance material of carbon steel often contains chromium, tungsten, molybdenum, and vanadium. These elements make the hot-work tool steel able to maintain its hardness in structure at high temperatures while resisting wear and deformation processes.
The machining tool steel process contains several techniques, such as milling, turning, drilling, and grinding, using CNC machines. Unlike conventional steel, tool steel needs specific cutting tools, optimized speed and feed rates, and specialized cooling strategies during the machining process. This machining process is usually done in annealed (soft) or hardened states.
Advantages of Machining Tool Steel Parts
Machining of tool steel in the useful parts is famous due to its advantageous properties. Some of them are described below.
Manufacturing Flexibility
Ductility
Tool Steel is known for its hardness, but properly machined alloys maintain sufficient ductility, which is enough to bear the impact load without any catastrophic failure. This balanced ductility enables the tool steels to be used to make stamping dies.
Versatility
There are different grades present in tool steel, including D2, A2, S7, etc. This versatility makes them useful in almost every industry, from shock-resistant alloys to impact tooling and air-hardening varieties. Engineers have a good range of versatile options to select the best one for their custom steel machining applications.
Good toughness
Toughness is the critical property for tools that are to be subjected to cyclic loading and impact forces. In machining tool steel, toughness is the ability to absorb energy before fracturing. Advanced heat treatments are used to create a balance between the hardness and toughness of metal. This characteristic is useful in applications where sudden shocks occur regularly.
Mechanical performance
Many tool steel grades offer good machinability in their annealed states. It can be machined using standard cutting tools with ease of material removal in soft forms. The best steel for machining balances its characteristics like machinability, toughness, and hardness in its applications.
Resistance
Wear resistance
Tool steel has hard carbide particles that are present throughout the metal matrix. These carbide particles give steel high wear and tear resistance. It protects it from the abrasive wear, adhesive wear, and erosive forces that can degrade the standard material quickly.
Abrasion resistance
Surface deformation due to abrasion can be the cause of the primary failure mechanism in the industry of tools. Tool steel alloys combat this problem with the presence of high carbon content and the formation of carbides.
Thermal Performance
Heat treatability
Manufacturers can achieve the specific level of hardness by treating the tool steel with optimized heat treatments. The controlled response of steel to heat treatability makes it distinguished from other materials. This ability also allows customization in steel components to get the exact properties for the required applications.
Heat resistance
The heat resistance of tool steel is the mechanical property that makes it superior to other steels. It’s grades such as hot-work tool steels (H1, H13, and H21) maintain their hardness even above 500 °C. This thermal resistance prevents the softening of metal during high-speed cutting operations.
Common Types of Tool Steel Alloys
Types of Tool Steel Alloys
An understanding of common types of tool steel alloys is necessary for choosing the right grade to meet the requirements of the project application. Types of tool steel alloys are listed below:
- Tool steel D2
- Tool steel A2
- Tool steel S7
- Tool steel O1
- Tool steel H13
- Tool steel H3
Let us discuss the common difference among them.
Tool steel D2 (D-series)
Tool steel D2 is a high-carbon and high-chromium alloy. It exhibits the best performance in terms of wear resistance. Its dimensional stability comes from air hardening. It has 12% chromium that creates chromium carbides in the matrix. They provide outstanding abrasion resistance without any need for oil quenching.
Machining D2 tool steel requires carbide tools and slow cutting speeds. It shows high performance in forming rolls, blanking dies, and wear-resistant components.
Tool steel A2 (Air-Hardening)
Tool steel A2 grade provides an optimized balance between wear-resistance, hardness, and machinability. It has a moderate quantity of chromium that is less than in the tool steel D2. A combination of chromium and molybdenum provides good hardness while maintaining dimensional stability during the heat treatment process.
Tool steel S7
Tool steel S7 is known for its excellent shock-resistant properties. It also exhibits good impact toughness and hardness upto 52 – 56HRC. It has the presence of silicon and molybdenum, which provide adequate wear resistance for modern duty applications.
Tool steel S7 is used in applications like shear blades, jackhammer tools, and cold-forming tools. It is best in the use cases where sudden shock can wear the soft materials.
Tool steel O1 (Oil-Hardening)
Tool steel O1 is the classic oil-hardening grade. It has excellent machinability in the annealed state and good surface hardness after the quenching process. O1 is the economic tool steel grade that contains the balanced percentages of carbon, manganese, tungsten, and chromium, creating a fine-grained structure with good toughness.
Tool steel H13
Tool steel H13 dominates the applications where hot work is needed. It provided excellent thermal fatigue resistance and toughness at high temperatures. It resists heat cracking at temperatures of more than 500 °C due to the presence of chromium-molybdenum and vanadium.
Tool steel H3
Tool steel H3 provides premium hot-work applications. It contains chromium content less than the H13 tool steel grade. It has high resistance to oxidation and heat erosion. H3 garde contains a minimal quantity of Tungston too, which helps it to improve high-temperature retention.
How to Machine Tool Steel?

How to Machine Tool Steel
It is very important to understand how to machine tool steel effectively. It requires mastering some techniques and parameters that differ significantly from conventional steel.
Material State and Tool Selection
This is the first critical step of the process of machining tool steel. One should know the project requirements and material properties before choosing the steel state. Annealed form of steel is easy to cut and shape, and softens the material. Annealed tool steel typically measures 200-250 HB on the Brinell hardness scale. It can be done using high-speed steel and carbide tools.
Hardened forms require more effort to cut and shape the components. When milling tool steel in the hardened state, consider ceramic inserts or cubic boron nitride (CBN) tools for optimal results.
Workpiece Preparation and Setup
The workplace should be secure and fastened properly before starting the machining process. It is important to prevent the movement of the workpiece during the machining. The loose workpiece can move, resulting in inaccuracies and uneven cuts.
Use clamps, vises, and fixtures to bind the workpiece rigidly in the workplace. It ensures the safety of cutting tools, prevents mistakes in the machining process, and minimizes the risk of uneven cutting forces.
Setting Cutting Parameters
The right speeds and feeds are essential for cutting tool steel. When working with tool steel, use slow cutting speeds (between 100 and 150 SFM), with a moderate feeding rate. Start slowly and adjust according to tool wear patterns and the surface finish quality. Maintain a consistent depth of cutting while monitoring the formation of chips. In milling tool steels, higher feed rates and lower speeds are often better than turning, as they distribute cutting forces over multiple teeth.
Coolant Application and Management
When machining tool steel, effective coolant delivery reduces heat buildup. This also extends the tool’s life. Synthetics that are water-soluble provide superior cooling for high-speed operation, while cutting oils with sulfur enrichment offer superior lubrication when machining grades or heavy interruptions. When possible, use high-pressure coolant through-tool systems to deliver fluid to the cutting zone. This will remove chips efficiently and prevent work hardening due to excessive heat.
Chip Control Strategies
Chip formation can be managed to prevent tool damage and maintain consistent quality. The presence of long, stringy chips indicates excessive ductility, or an inadequate chip-breaking geometry, which requires adjustments to the feed rate and insert design. Maintain good chip control while minimizing friction. Different tool steel grades produce characteristic chip formations. Air-hardening grades like A2 and D2 tend toward shorter chips, while oil-hardening varieties produce longer, more ductile chips requiring active breaking strategies.
Vibration and Heat Management
The control of thermal and vibration effects is essential to dimensional accuracy and surface finish. It is important to reduce runout and prevent vibration from entering the system because of poor centering or loose toolholder contacts. Maintain rigid machine setups and use high-quality toolholders. When possible, monitor cutting temperatures using infrared or thermal imaging. Adjust parameters if excessive heat is generated that could cause work hardening and dimensional changes.
Surface Finish Optimization
To achieve the desired surface finish, it is important to control cutting parameters and tool conditions. Maintain sharp cutting edges with stable machining conditions for roughness values less than 0.4 Ra. The fine-grained alloys of tool steel produce better surfaces than the coarse-grained grades or those with heavy alloying. If you need to achieve a critical aesthetic surface or require extreme precision, consider secondary finishing operations such as grinding, lapping, or polishing.
Post-Machining Inspection
Before completing any subsequent work, a thorough inspection is required to verify the accuracy of dimensions and the quality of surfaces. For geometrical verification, use coordinate measuring machines and optical comparators. Hardness tests on samples are conducted to ensure that machining has not caused work-hardening or any other unwanted microstructural changes. Document any deviations and adjust the machining parameters for future parts.
Heat Treatment Preparation
Include appropriate allowances when machining is performed before heat treatment to account for changes in dimensions during the thermal cycle. Remove sharp corners or stress concentrators that could cause cracking when quenching. Stress-relieving annealing is a good option for components that have been subjected to heavy machining before the final heat treatment. Plan final machining operations to ensure that critical dimensions do not shift during heat treatment.
Operation-Specific Machining of Tool Steel
Advantages of Tool Steel Machining
Tool steel machining can be done by CNC machining. The following are some essential techniques used to machine tool steel.
Drilling operations
Drilling is usually difficult due to the hardness of steel. Use peck drilling cycles to avoid chip formation. Carbide and cobalt tools work better than HSS options available in the market. Heat generation is another challenge during drilling operations. Coolant-fed drills are the best recommended options for machining tool steel.
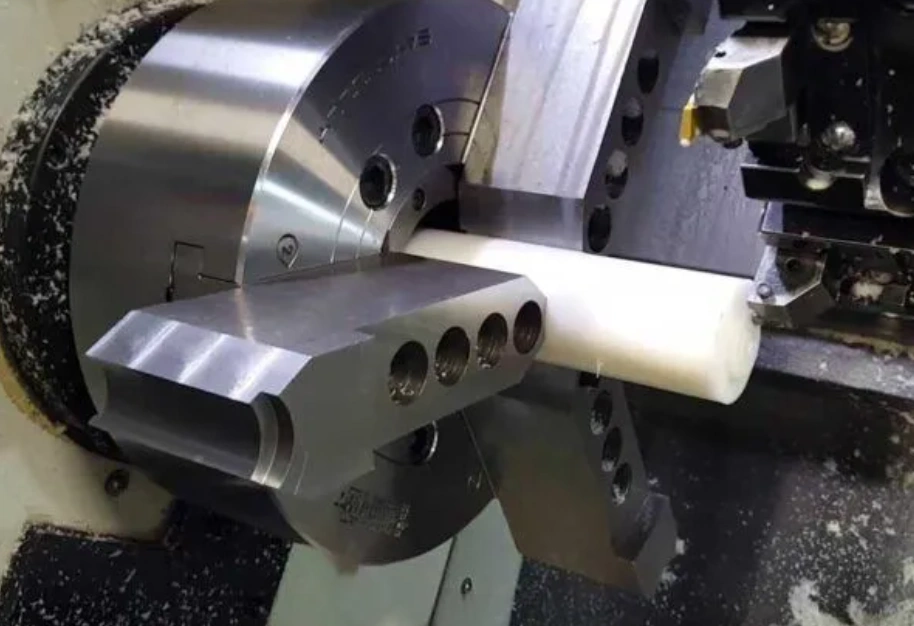
Turning Operations
Turning techniques are commonly used in machining tool steel. It is suggested to use carbide tools when turning steel on the lathe. Cutting speed should be moderate, and feeds should be steady during the turning process. Use rigid tools and keep overhang to a minimum when you are doing roughing. During finishing, lower the cutting depth and slightly increase the speed. This can avoid the excessive heat generation and improve the finishes.
Milling Operations
Use high-performance end mills for the milling of tool steel to combat the hardness of the material. Feed rates should be high, and feeds should be conservative during the roughing process. Decrease both the feed rate and cutting depth to get smooth finishes.
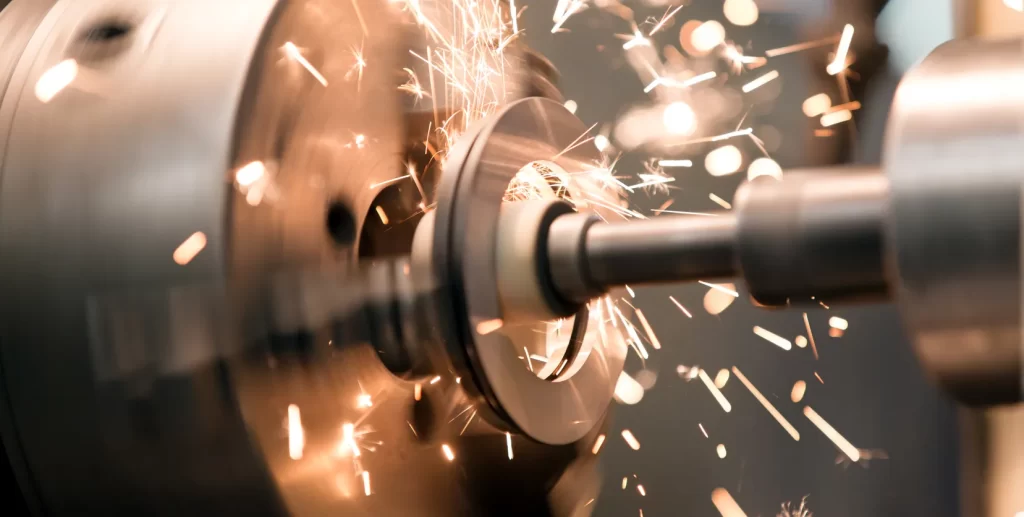
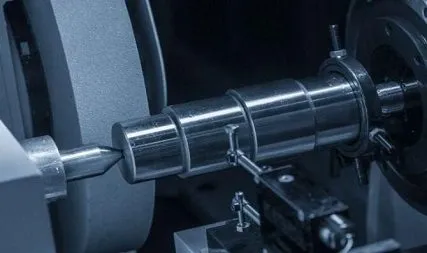
Grinding Operations
Grinding technique for machining tool steel can give you smooth finishes and tight tolerances of components. Use vitrified bond wheels for grinding. Make sure that the wheels are sharp before the machining process. Keep the pressure light to avoid any cracks or burns on the surface.
Applications for Tool Steel Machining

Applications of tool steel machining
The following are some common applications of tool steel machining.
Tooling & Molds
Cutting tools
Machining tool steel forms the foundation for many cutting tools present in the market. It is used to create drills, taps, reamers, and milling cutters. The properties of material like toughness, wear resistance, and edge retention enable these tools to cope with the challenges during thousands of operations and maintain the sharp edges.
Molds
Many types of molds, like injection molding, blow molding, and compression molding, all rely on precision tool steel cavities. These molds are then used to create rubber and plastic components. Machine tool steel molds withstand the various molding cycles with good finishes and maintain accuracy.
Dies
Tool steel machining is used to create dies, including stamping dies and extrusion dies. Different die applications require specific types of steels depending upon the working temperatures, impact levels, and wear mechanisms.
Machine components
Tool steel machining is used to create many components like spindles, collets, and wear plates. Material provides them with the surface hardness and dimensional stability. These machine components maintain the tight tolerances during the workloads. They resist the surface degradations that occur due to friction and repeated contact.
Hand Tools
Many hand tools, such as chisels and screwdrivers, are also created using tool steel machining. These tools offer promising performance in demanding conditions.
Automotive & Industrial Parts
Machining tools steel are widely used to create automotive parts. These parts maintain their performance in high pressure and temperatures. Therefore, the medical and aerospace industries depend upon tool steel machining for many components.
Conclusion
To master tool-steel manufacturing, it is important to understand material properties and heat treatments. A variety of advanced manufacturing processes is also needed. Tool steel machining is the right choice when applications demand superior wear resistance, high hardness retention, and dimensional stability under extreme conditions, requirements that standard materials cannot meet in cutting tools, injection molds, and precision dies.
Tool steels are more difficult to machine than carbon or alloy steels due to their high levels of hardness, abrasive content, and thermal sensitivity. This requires specialized tools, lower speeds, and strict coolant strategies. To ensure manufacturing success, it is important to select the right tool steel grade, optimize cutting parameters, and use proper milling techniques.
Effective tool-steel milling requires a combination of theoretical knowledge and practical experience in multiple operations, across different material grades. The strategic application of tool steel machining becomes more sophisticated as manufacturing technology improves with real-time process monitoring and optimization.
ProLean Tech’s CNC capabilities and decades of experience combine to produce tool steel components that exceed expectations. Our comprehensive approach will ensure that your components are able to perform flawlessly, whether you require prototype tooling or large-scale production runs. Contact our team to get expert advice or to schedule a consultation for your tool steel machining needs.

0 Comments