Spotface Vs Counterbore Hole
In precision CNC machining, each hole type serves a unique purpose. You must choose the right kind to ensure accurate fit and results. Different holes support different fits, fasteners, and load needs.
Spotface and counterbore holes look similar, but they serve different functions and are not interchangeable in critical applications. However, their functions and design intent are not identical. A counterbore gives you a recessed flat surface for bolt heads. While a spotface only flattens the area around a hole for clean seating.
This article breaks down both hole types in custom machining. You’ll see how they differ in shape, depth, and use. We’ll also cover their drawing symbols and ideal applications.
What Is a Spotface Hole?
Spotface Hole
A spotface is a shallow, flat-bottomed recess machined around an existing hole. It ensures that a fastener sits squarely on an uneven or curved surface. It is used while making smooth, flat surfaces to mount head bolts. This allows the fastener head to sit flat without digging into the rough or uneven surfaces of the part.
It is commonly applied where the surfaces are not uniform or when they are inclined. The spotface squashes the area. Hence, the load is spread out. It looks similar to counterbore except that its depth is much less profound.
What Is a Counterbore Hole?
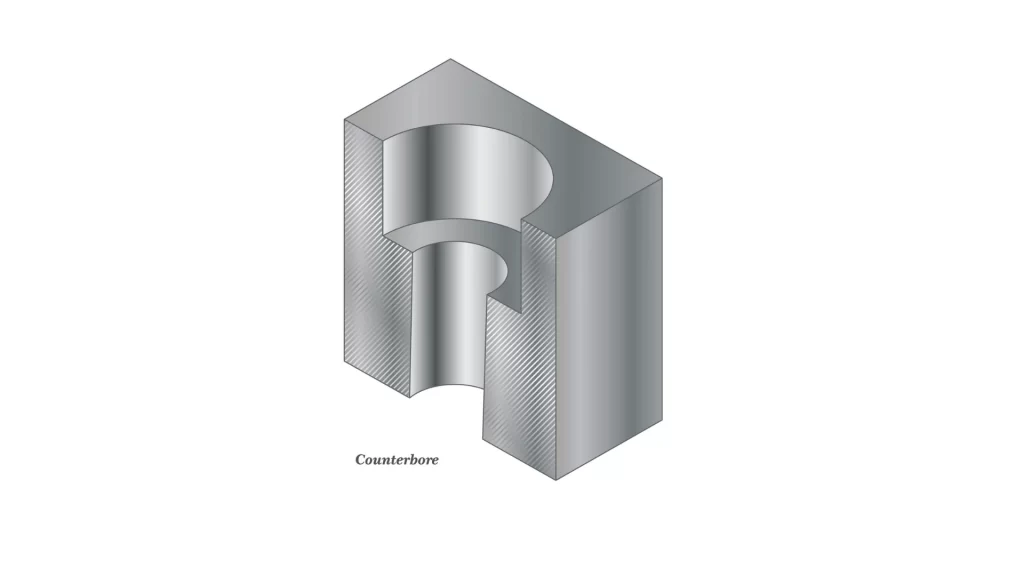
Counterbore Hole
The counterbore hole is a deeper recess. It has a flat bottom. It permits the fastener head to be flush or below flush. You can apply it when complete hardware is offered protection, or professional finishes are to be used.
Counterbore hole has two forms: a narrow pilot hole and a wider top. The counterbore makes sure that the screw or the bolt would not protrude above the surface. It is perfect to use in structural and bearing structures.
Spotface vs Counterbore: Depth
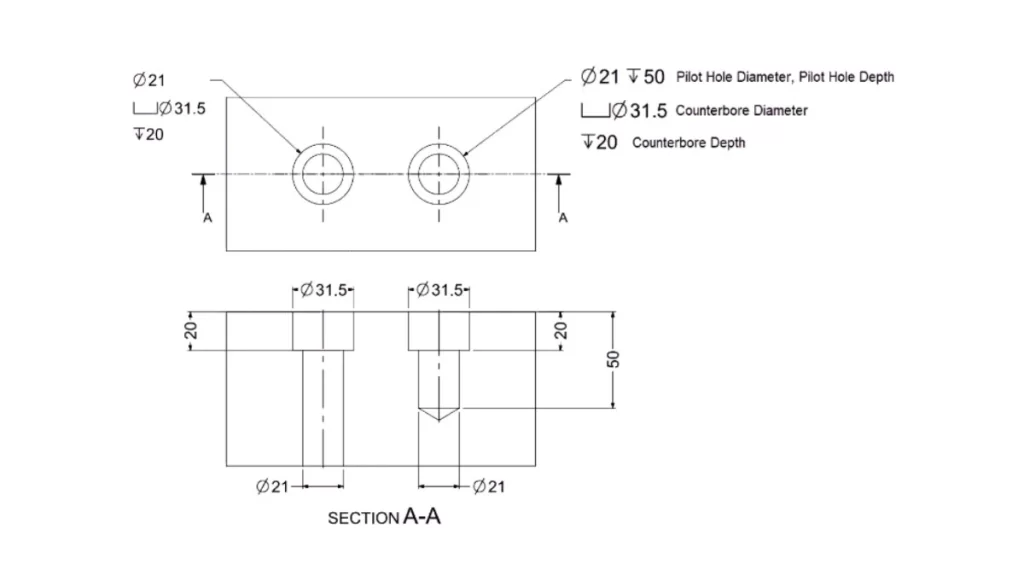
Depth of Spotface and Counterbore
Both hole types use two aligned cylindrical cuts. The narrow shaft holds the screw body. The wider top holds the fastener head.
A counterbore hole goes deeper to hide the screw head. It places the head flush or below the surface. The depth depends on the fastener type and head size.
A spotface hole, however, is shallow and used differently. It is used to flatten uneven surfaces for proper seating. The depth of a spotface is minimal, just enough to create a clean, flat area for fastener seating, typically around 0.5 to 1 mm. If your part is already flat, a spotface isn’t required. (See more about technical drawing)
Try Prolean Now!
Spotface Vs Counterbore: Tolerance
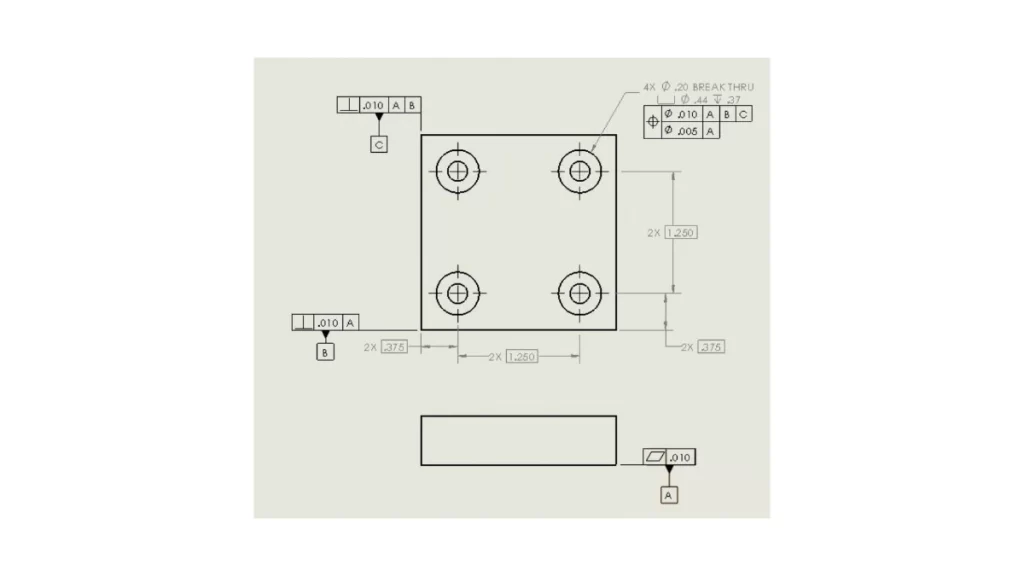
Composite tolerancing of a multi-feature Counterbore hole pattern
Spotface and counterbore both create flat areas around holes. But spotface usually needs a smoother finish and tighter control. That’s because it helps fasteners or washers sit flat and even.
Counterbores are made to hide bolt heads below the surface. The side walls don’t need to be perfect. As long as the head fits in, the finish isn’t a big concern.
Spotface vs Counterbore: Shape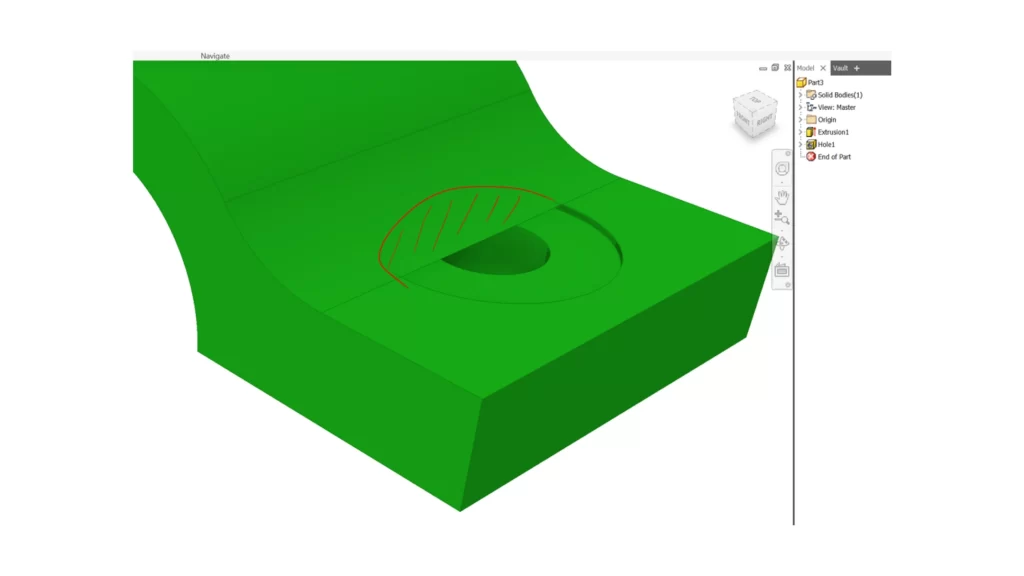
Spotface Hole In Fillet
Spotface and counterbore holes have similar cylindrical geometry. The two are machine-processed using drilling or milling cutting tools. Both have pilot holes in which the screw shaft fits.
A counterbore is a bigger hole on top of the pilot. The head of a fastener rests in the counterbore; it doesn’t pass through the part. Otherwise, the details of depth are shown on the drawing.
A spotface is somewhat similar but remains far shallower. It does not cover up the fastener head. Instead, it plans to allow evenly distributed contacts, which is extremely handy with zig-zag work surfaces.
The whole bottom shape is dependent on the tool you use. When you drill normally, the tip angle corresponds with the hole. To obtain a flat bottom, use boring tools instead. For that, you will require a tool that has zero tip angle.
Spotface Vs Counterbore: Surface Finish

Surface Finish of Spotface Hole
Spotfaces are usually machined to a finer finish. Their main job is to create a flat, level area so bolts can sit evenly. This smooth finish provides proper clamping and prevents tilt or gaps.
Counterbores, on the other hand, don’t always need that level of polish. They focus more on creating space for bolt heads to sit below the surface. As long as the bottom is flat, the side walls can be a bit rougher without causing issues.
Try Prolean Now!
Spotface Vs Counterbore: Callout Symbols
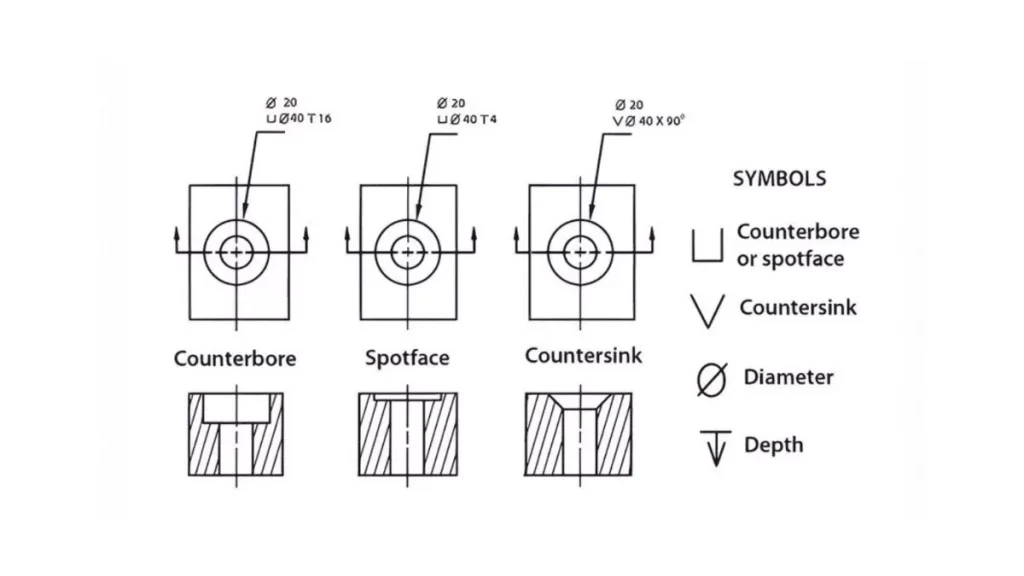
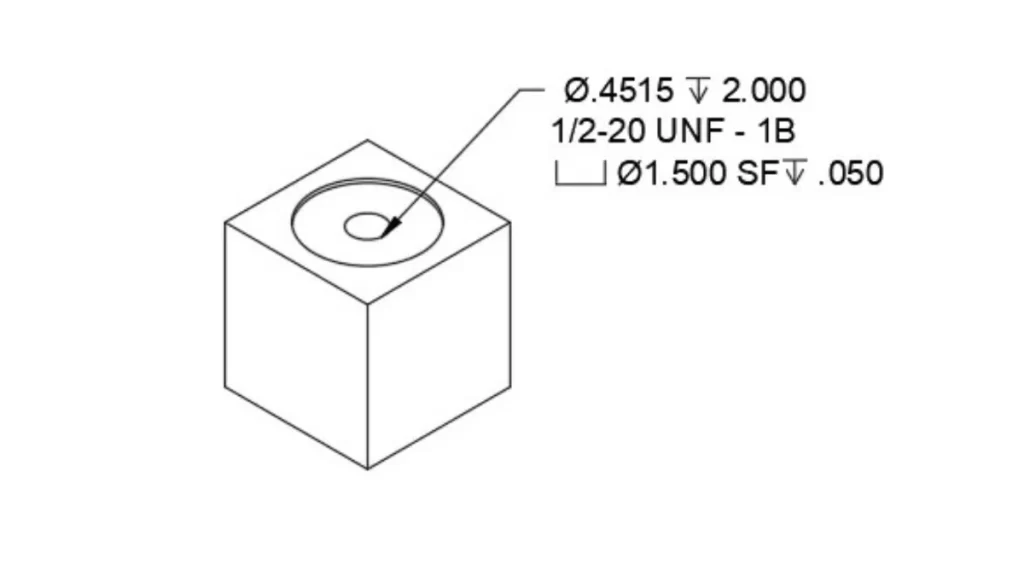
Spotface, Counterbore, and Countersink Holes Callout Symbols
On engineering drawings, counterbore callout uses the ‘⌴’ symbol. You’ll also see the diameter and depth listed alongside it. Spotfaces don’t have a unique symbol of their own. Instead, they use the same symbol marked with “SF” to show it’s a spotface, not a full counterbore.
Spotface Vs Counterbore: Applications
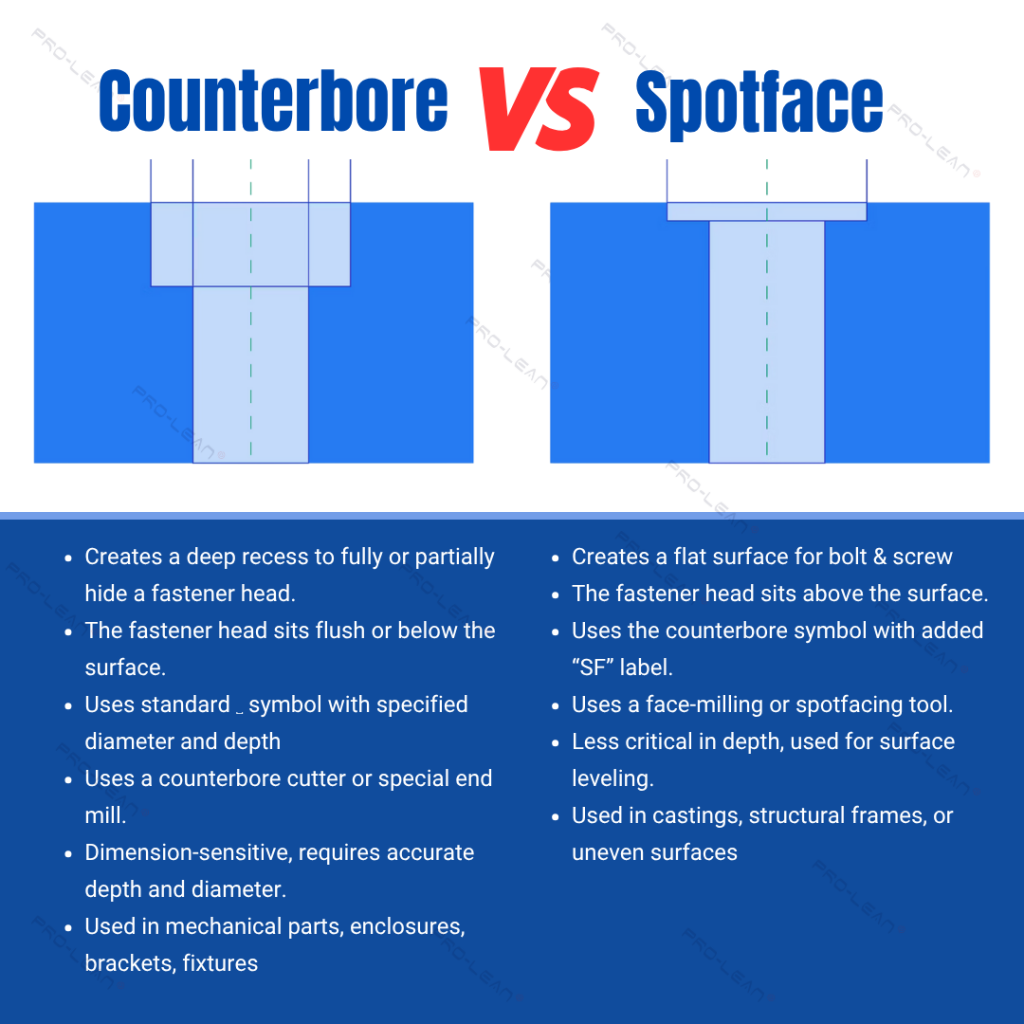
Side by Side Comparison of Spotface Vs Counterbore Hole
Though these holes look alike, their uses are different. A counterbore lets a fastener sit below the surface. You’ll use it when the bolt head must not stick out. It’s ideal when two parts fit tightly, and exposed bolts could snag.
A spotface, however, solves a different issue. You’ll machine it when surfaces are rough and uneven. Cast parts often have curved or textured areas. Spotfaces create flat seats so fasteners can tighten securely without gaps or tilt.
Other Types of Holes in Machining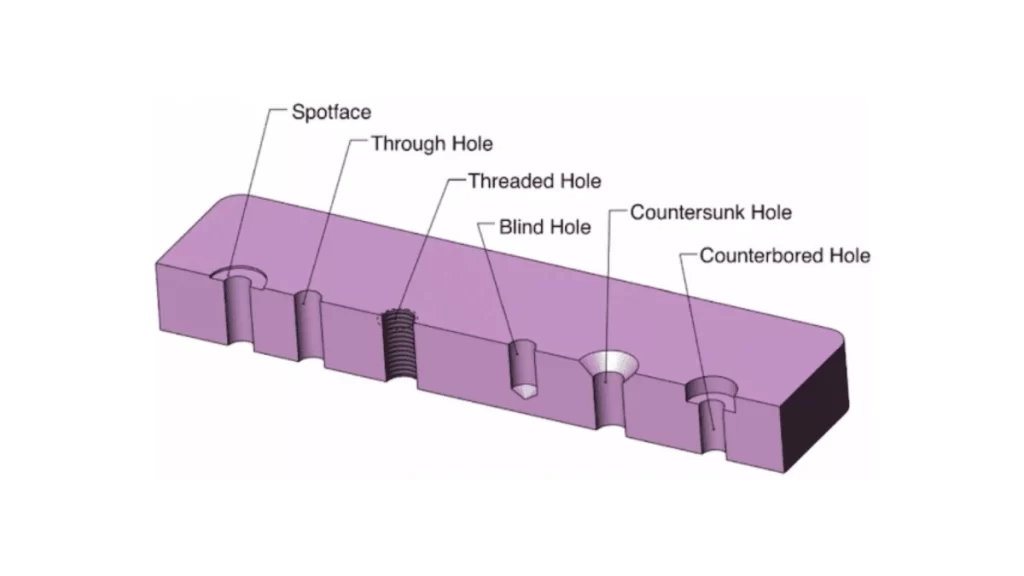
Types of Holes In Engineering
In custom CNC machining, different types of holes serve specific requirements. You must select the hole type based on fit, strength, and design intent.
A simple hole is just a straight drilled cut. It holds fasteners without extra shaping. You’ll use it when no head recess is needed.
A through-hole passes entirely through the material. It allows bolts to go from one side to the other. You often pair this with washers and nuts on the opposite side.
A blind hole ceases before getting to the opposite side. You can use it in those cases when you need a closed back. It requires synergy in depth to prevent breakouts.
A Countersink hole is a hole with a cone-shaped cutout on top. It allows flat-head screw heads to recess. You can select it when something needs aerodynamics.
A taper hole broadens slowly on the way up. It is a tapered pin or sealing design. You should pair it up with carefully tapped fasteners.
Always pair your holes with accurate fasteners. If the bolts aren’t precise, your whole assembly can fail. Matching tolerances keeps your parts aligned and secure.
Conclusion
Spotface and counterbore holes serve different engineering goals. Spotfaces are right for flat seating on uneven surfaces. Counterbores are best when fasteners must sit recessed. Both features improve fit, safety, and assembly strength.
Choosing the right hole depends on your design needs; factors like surface condition, fastener type, and depth tolerance matter. A well-machined hole ensures part stability and load control.
At Prolean Tech, we machine both spotface and counterbore holes with precision. Our process supports complex tolerances and high-performance applications.
Need help with critical hole features? Reach out to Prolean Tech for expert CNC machining service.
FAQ’s
Q1: Are counterbore and spotface machined with different tools?
Yes, you use different tools for each operation. A counterbore uses a larger cutting tool to create a deeper, flat-bottom recess. A spotface tool removes just enough material for a bolt head to seat. Though similar in shape, the depth and finish requirements differ.
Q2: What is the main difference between counterbore and spotface?
A counterbore creates a deep, flat-bottom hole for fasteners. A spotface smooths a shallow area around an existing hole. You use counterbores when depth is needed. You use spotfaces when a clean mounting surface is enough.
Q3: How does the depth of a countersink hole affect the choice of fastener?
The deeper the countersink, the longer the screw needed. You must match the fastener’s head angle and seating depth. If it’s too deep, the material may weaken. If it’s too shallow, it may result in protruding fastener heads.
Q4: Are there industry standards for managing the dimensions of hole planes and countersink holes?
Yes, several standards define these dimensions. ASME Y14.5 and ISO 15065 cover hole tolerances and callouts. They ensure alignment, fit, and proper seating of fasteners. Following these, keep your design consistent and manufacturable.



0 Comments