Molybdenum is a metal used in aircraft components, turbines, and cutting tools because of its excellent hardness and strength. Machining molybdenum can be challenging when considering its use in cutting tools.
How do you overcome the challenge of machining molybdenum? In this detailed guide, you’ll learn how to cut molybdenum parts, what molybdenum fabrication techniques to use and tips on overcoming machining issues with molybdenum.
What Is Molybdenum?
FEATURE IMAGE: Molybdenum Metal
Molybdenum is a metal that is comparable in strength to stainless steel and has a high heat and corrosion resistance, making it favorable for many applications and part manufacturing.
Molybdenum has excellent thermal and electrical conductivity and a low thermal expansion coefficient, meaning you can use it in high-stress and heat applications.
Molybdenum is also an alloying element mixed with other metals, commonly with stainless steel, to improve its strength and toughness.
Here is a quick comparison of molybdenum with stainless steel.
| Property | Stainless Steel | Molybdenum |
| Density | 8000 Kg/m3 | 10,200 Kg/m3 |
| Melting point | 1,400°C | 2623°C |
| Tensile strength | Up to 860 MPa (304) | Up to 900 MPa |
| Electrical conductivity | Poor | Good |
| Thermal conductivity | 16.2 W/mK | 138 W/mK |
| Hardness | Up to 200 HB | Up to 250 HB |
Molybdenum Alloys
Molybdenum is a highly alloyable element, and often, molybdenum alloys have better properties than pure molybdenum, which makes it useful in various industries.

TITLE: Molybdenum and other alloying metals
TZM Alloy
Titanium-zirconium-molybdenum alloy is 99.4% molybdenum with 0.5% titanium, 0.08% zirconium and 0.02% carbon. TZM alloy has a lower thermal conductivity (126 W/mK) than pure molybdenum (138 W/mK) but a higher creep resistance.
Molybdenum-Lanthanum Alloy
Mo-La alloy has between 0.3 to 0.5% lanthanum, which makes the alloy more ductile than pure molybdenum. It also increases thermal stability, making molybdenum-lanthanum alloys useful in furnace parts.
Molybdenum-Hafnium-Carbon Alloy
This molybdenum alloy is used in rocket nozzles and gas turbines because of its high-temperature strength and thermal conductivity. The 0.005% carbon helps the molybdenum form carbides, increasing its hardness.
Molybdenum Machining Properties
With an understanding of molybdenum and the effect of alloying elements on strength and toughness, you can better understand the machining properties of molybdenum.
Molybdenum Machinability
Molybdenum is challenging to machine mainly because it has a high hardness and is a brittle metal at room temperature. Another molybdenum machining challenge is work hardening as you are trying to cut molybdenum.
1. Molybdenum Hardness
Molybdenum is naturally tough. Molybdenum machining is abrasive to the cutting tools and can significantly decrease tool life due to its high strength.
2. Molybdenum Brittleness
During CNC machining of molybdenum, it is exposed to oxygen, which makes it brittle and prone to cracking. Molybdenum can easily fracture, which is why special CNC cutting tools are used for molybdenum.
3. Work Hardening
When a metal deforms at temperatures below recrystallization, it gets harder and stronger. CNC machining molybdenum results in work-hardened molybdenum, which makes it even more challenging to machine.
These factors combine to affect the machinability of molybdenum, making it difficult to cut, prone to chipping and cracking, and abrasive to cutting tools.
Heat Generation
Machining molybdenum poses another challenge at the tooltip–excessive heat generation. Molybdenum has a high melting point, which is advantageous in machining, but the abrasiveness contributes to high friction at the cutting tip.
The heat from cutting operations like turning and milling can quickly wear the tool instead of softening the workpiece.
Built-Up Edge (BUE)
Most ductile metals produce chips that stick to the workpiece, resulting in clogging and inefficient cutting. Molybdenum has the advantage of producing crumbling chips that break away from the workpiece.
Corrosion Resistance
Molybdenum resists oxidation and corrosion for room temperature applications. This means the choice of coolant is not limited by corrosion factors. Both water-based and oil-based coolants can be used, reducing costs.
For high-speed cutting, producing temperatures around 600°C, you should consider oxidation risks and oxide layer formation, which can make post-processing and surface treatment challenging.
Try Prolean Now!
Tips On Overcoming Machining Challenges

TITLE: Cutting tools
Tool Wear
Molybdenum and its alloys, specifically tungsten alloys, wear cutting tools about 30% faster than stainless steel. This raises downtime and tool change time, directly raising machining costs for machined molybdenum parts.
The solution is to use C2-grade tungsten carbide tools because high-speed steel cannot work for long production hauls. You can go further using rake angles between 5 and 10° with carbide tools.
CNC machining services specialising in molybdenum machining use diamond-coated tips for high-volume production.

TITLE: Carbide multipoint milling tools
Brittleness and Cracking
During CNC machining molybdenum, edge chipping can lead to cracks compromising molybdenum parts’ integrity and surface quality.
This can be fixed using a sharper tool with a small edge radius of around 0.0001”. Guiding the rotating part during CNC turning can reduce vibrations, which can also reduce cracking. Another fix is to reduce feed rates near the edges of the workpiece.
Work Hardening
Any plastic deformation can lead to work hardening, so avoid shallow cuts and use a depth of cut around 0.015 inches. You can also use annealed molybdenum stock for continuous machining on a single workpiece.
Coolant Choice
Heat buildup during machining can be countered with effective coolants and adjusting cutting parameters. You can extend the life of your CNC milling and turning tool significantly by using sulfur-based coolants that reduce friction.
For drilling, tapping and threading processes, you can use chlorinated oils. These coolant oils cling well and handle high pressures during high-speed CNC turning.
Soluble oils have poor lubrication and are usually reserved for sawing molybdenum. When flood cooling occurs during high-speed cutting, you can use the coolant flow rate of 35 liters/min.
Try Prolean Now!
CNC Machining Molybdenum
Machining molybdenum can be tricky, even with CNC machines and automatic feedback adjustments. This doesn’t rule out CNC machining for molybdenum parts.
CNC Turning
CNC turning uses a rotating workpiece placed in a chuck and a stationary cutting tool that feeds into the workpiece. CNC turning typically produces cylindrical finished parts like bushings and semi-finished rods for further processing.
For CNC turning molybdenum components
- Tool: C2-grade carbide tools and inserts with a positive rake angle
- Coolant: Sulfur-based oil
- Dry machining: For only light cuts
- Feed rate: up to 0.025 inches per revolution and 0.005 to 0.010 inches for finishing
- Depth of cut: 0.005 inches for finishing.

CNC turning molybdenum stock
CNC Milling

CNC Milling
CNC milling uses a fixed workpiece and a rotating multi-tooth cutting tool that moves in 3-axis to create surface features on a workpiece. CNC milling can produce slots, holes, and square features for parts.
Molybdenum workpieces in a mill can be turned into CNC-finished molybdenum parts like brackets and molds.
For CNC milling, molybdenum components
- Tool: Carbide end mill with titanium-aluminum-nickel coating
- Coolant: Sulfur-based fluid
- Feed rate: 0.010 inches per minute for rough milling and 0.005 inches for final cuts.
- Depth of cut: up to 0.005 inches
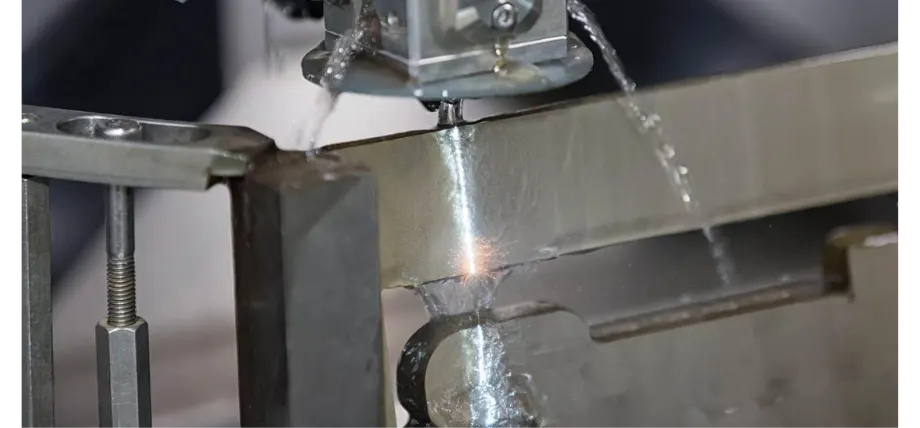
Wire EDM Machining
Electrical discharge machining typically uses a wire electrode that vaporizes molybdenum metal, producing a cutting path in the workpiece. Wire EDM is great for creating highly precise machined molybdenum parts with a height tolerance of up to +/- 0.0001”. It is a popular method in custom CNC machining.
- Tool: Brass or copper wire
- Amperage: 10 A
- Feed rate: 0.1 inches per minute
Use deionized fluid at room temperature as the coolant and for flushing eroded molybdenum.
Wire EDM Machining
CNC Grinding
For applications in aerospace, surface roughness and surface quality are very important. CNC grinding can achieve a high-precision finish on molybdenum alloys with excellent surface finishes of up to 2 RMS and custom tolerances of up to +/-0.0005 inches.
CNC grinding uses an abrasive wheel that rotates and spins inside a closed chamber, removing tiny amounts of material from the molybdenum surface. CNC grinding can also be done on curved surfaces using a lathe.
- Tool: Tough aluminum oxide abrasive wheels or diamond wheels
- Depth of cut: 0.0001” per pass
Use water-based coolant to flush debris away.
Surface Finishing For Molybdenum
Achieving a smooth surface finish on molybdenum requires typical surface finishing techniques.
- Mechanical Polishing: This removes tool marks on molybdenum and uses abrasive belts to scrape off tiny molybdenum layers. Different abrasive grit sandpapers are used progressively.
- Sand Blasting: This process is standard for reworking molybdenum parts or giving them a uniform surface roughness using abrasive media blasted at the surface at high speed.
- Plating: You can also electroplate your molybdenum parts in different platings to enhance durability or aesthetics.
TZM Alloy Vs Pure Molybdenum For Machining
TZM alloy or titanium-zirconium-molybdenum alloy contains 0.5% titanium, 0.08% zirconium, 0.02% carbon and molybdenum. This composition makes it different from pure molybdenum and also changes its properties.
Physical Properties
TZM alloy has a higher strength but has a similar melting point of around 2,610°C and thermal conductivity of around 126 W/mK.
Machining
There is a very small difference between TZM alloy and molybdenum in machinability. Most CNC machining parameters stay the same with similar feed rates. TZM alloys require a lesser CNC turning speed in some machining cases due to their high strength.
Although the machining rate is slowed, the molybdenum-titanium machined part is stronger.
Applications of Molybdenum Machined Parts
Molybdenum and TZM alloy have exceptional physical properties and chemical resistance, making them a good material for various applications.
Aerospace
TZM can withstand extreme heat and vaporization erosion from the gas flowing out in high-precision aerospace components like rocket nozzles. Plus, molybdenum machine turbine blades have superior fatigue resistance and creep resistance compared to steel.
Semiconductors
Semiconductors use molybdenum films that are deposited using physical vapor deposition (PVD) techniques.
Molybdenum sheets (milled) serve as the base for thin-film circuits, and a custom heatsink uses EDM-cut molybdenum fins to dissipate heat.
Biomedical Components
In X-ray machines, the X-ray tube anode is made of CNC-turned molybdenum for durability and thermal conductivity. Molybdenum sheets are also useful in blocking X-rays.
High-Quality Molybdenum Fabrication
Our CNC machining service delivers high-quality precision machined parts and finished components in custom sizes for industries like aerospace and prototyping.
Our precision shop can reach tight tolerances that match your specifications, and our surface finishing lab ensures performance and a lasting finish.
Reach a free consultation today about your material choices and manufacturing.
Conclusion
Molybdenum supports intricate geometrical regulation standards in aerospace and is a robust material. The challenge comes in machining molybdenum, which requires careful tuning of cutting parameters that ensure precision and reliability.
FAQ
-
Can molybdenum be machined?
Molybdenum, TZM, and molybdenum alloys can be machined using traditional machining with carbide and diamond tools.
-
What are the key machining properties of molybdenum?
Molybdenum has excellent corrosion resistance, high strength, toughness, and a high melting point. Molybdenum is not a highly machinable material and is brittle.
-
What is TZM alloy, and how does it differ from pure molybdenum?
TZM alloy has more than 99% molybdenum, 0.5% Titanium, 0.08% Zirconium and 0.02% carbon.
-
What cutting tools are recommended for TZM?
TZM alloy requires C2 carbide cutting tools or diamond cutting tools, which are an improvement over the carbide tools.


0 Comments