
High-density polyethylene (HDPE) thermoplastic is widely used in injection molding. It is highly strong, durable, and economical. Moreover, it has excellent impact resistance and moisture protection. These properties make it unique for packaging, automotive, and industrial uses. The material is typically melted between 180°C and 280°C and injected into a mold to shape specific design products.
Porlean Tech specializes in translating your design intent into high-performance components. If you need custom HDPE injection molded parts for industrial, automotive, and packaging applications, this guide explains how Prolean Tech’s on-demand manufacturing expertise delivers precision, scalability, and economies of scale.
What is HDPE Injection Molding?

HDPE In Raw Form
Designing HDPE parts/products through injection molding is a common practice. The process melts HDPE and injects it into a mold, where it cools. Generally, the material is used excessively in HD containers, bottles, pipes, and auto car components. Nevertheless, HDPE shrinks due to the high rate of thermal expansion. Adequate cooling and high-tech injection molding to accommodate design modifications can help shape the product accurately.
At Prolean Tech, we do not merely offer high-density polyethylene molding services. Beyond molding, our team provides comprehensive design and manufacturing support. We ensure that all parts you receive are of the highest quality and perform as intended to guarantee your application.
Rather than wasting time looking for HDPE injection molders, work with Prolean Tech, receive free DFM analysis, access an impressive manufacturing network, and get discounts on bulk/large quantities.
Our Engineers manage everything from mold design to logistics. Let us enable you to achieve the desired outcomes by transforming your designs into practical products. Start Your HDPE Project Today!
What Are The Benefits of Using HDPE Material For Injection Molding

HDPE Injection Molded Products
Advantages
Despite high strength and durability, HDPE has many other attractive features. For example:
Affordable Production Costs

Colored HDPE Tubes
HDPE is the least expensive type utilized for injection molding compared to other industrial plastic materials. Its production cost is lower than many specialized polymers. Therefore, it is economical for mass-scale production. Moreover, its large availability makes it a sound choice. Regardless of volume, whether you need small or large quantities, our facility will help minimize material waste to keep your per-unit costs competitive.
Get valuable insights on teflon injection molding in our detailed guide.
Highly Resistant To Impact and Stress

HDPE Disposable Cups
HDPE is a lightweight material comprised with of high tensile strength and excellent impact resistance. It can withstand significant usage without cracking and breaking. These features make it ideal for creating durable components like containers, automotive products, and industrial machinery parts.
Resistance to Chemical and Moisture
HDPE is resistant to strong oxidizing acids (e.g., concentrated sulfuric acid, nitric acid) and hydrocarbons (e.g., gasoline). It does not absorb water under humid conditions. So it prevents swelling and degradation. Because of these attributes, HDPE is ideally used for chemical storage tanks and outdoor applications.
We source materials from certified authorities. Our team ensures that developed HDPE components withstand impacts, chemicals, and moisture.
Drawbacks
Here are the disadvantages of HDPE Injection Molding:
Vulnerability to Heat and Thermal Expansion
HDPE expands during melting. It impacts the dimensional accuracy of the parts after molding. Parts may be warping and shrinking if adequate cooling and mold design are not utilized.
We integrate mold-flow analysis and cooling channel designs to mitigate warping, even for thin-walled parts.
Difficult to Bond
It’s relatively challenging to bond or coat HDPE with adhesives due to low surface energy. Our facility generally employs specialized ultrasonic welding techniques and mechanical fasteners(interlock) features in your design to simplify assembly.
Flammable Material
Pure HDPE is flammable but self-extinguishing in some grades (e.g., UL 94 HB rated). The flammability depends on additives. If you need fire-retardant HDPE, trust Prolean Tech, as we source certified grades and recommend alternatives like PPSU for high-temperature use cases.
Try Prolean Now!
HDPE Injection Molding Processing Guide: Step-by-Step
HDPE Injection Molding Process
The HDPE injection molding process is tricky and often demands a lot of expertise. Prolean Tech provides comprehensive support from design to end product formation. Here are the capabilities that distinguish us from other injection molding service providers.
- Once you upload your CAD file, our engineers will provide a free DFM analysis. We will optimize wall thickness, gate locations, and draft angles.
- You can choose from 20+ HDPE grade options, or let us recommend the ideal resin for your application.
- Order 10 or 10,000 parts with guaranteed consistency. Our ISO 9001-certified facilities enable us to meet your specs.
- We had a vast list of finishing options. You can add threads, logos, or flame treatments to your finished parts for seamless integration into your product.
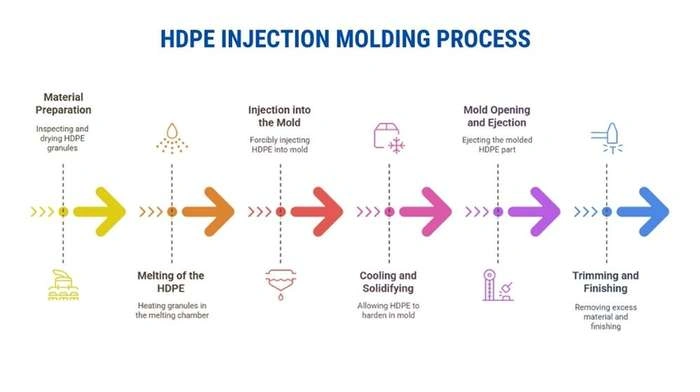
Here, let’s discuss the typical steps to fabricate products through the HDPE Injection Molding process:
Material Preparation
First, the HDPE injection molding raw material in the form of granules is inspected and dried to extract any moisture. Then, it is stored in a granule silo. Further, it is transported to other sections to ensure controlled processing.
Melting of the HDPE
After the granules are placed in the melting chamber, they are heated to liquefy the granules. It is fed in a screw-like device. The rotating screw makes sure uniform heating and consistent flow of the molten hdpe.
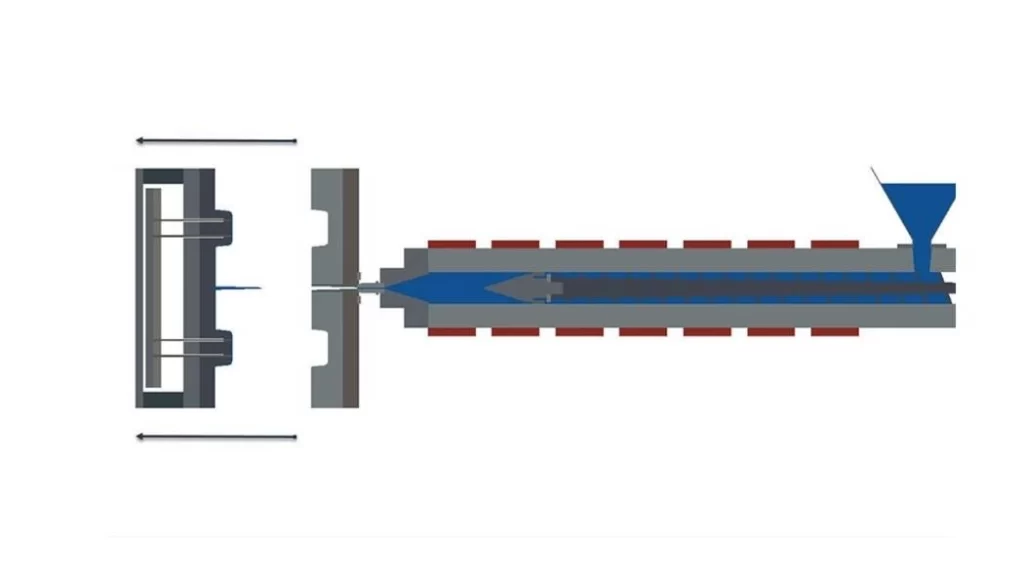
Injection into the Mold
The pre-heated and liquefied HDPE is forcibly injected into a pre-shaped mold at high pressure. Correct filling and controlled injection speed eliminate air pockets.
Cooling and Solidifying
The mold cools the HDPE, allowing it to harden into shape. Adequate temperature control dictates uniform solidification and minimizes the chances of HDPE shrinking, deforming, and warping during further cooling.
Mold Opening and Ejection
Mold Opening Illustration
The desired shape is achieved after controlled cooling. The part is carefully ejected from the mold. Proper handling and part ejection result in parts without elaborate and unwanted deformations.
Trimming and Finishing
Undesired material like flash or rough edges are removed. In addition, finishing treatments are incorporated, such as deburring, polishing, and coating, to make the product aesthetically appealing. Beyond aesthetics, these further improve the characteristics of parts/items.
Try Prolean Now!
HDPE Injection Molding Design: Best Tips for Flawless Parts
Let’s look at some design principles to help parts get done right. Also, we encourage you to glance at our in-depth guide on polycarbonate injection molding.
Wall Thickness
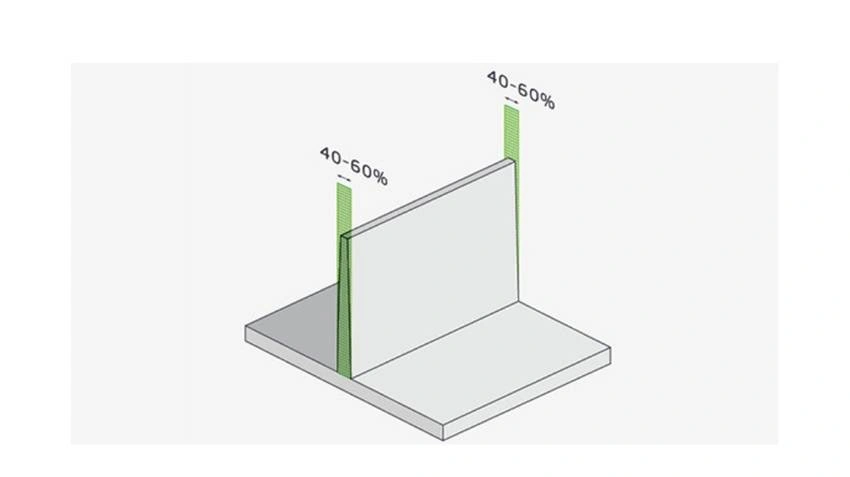
Injection Molding Wall Thickness
If you want to end up with uniform cooling and no sink marks, then the design walls have to be the same thickness. The ideal wall thickness for HDPE should be between 0.76 mm and 3.18 mm since these materials possess an incredible strength-to-defect ratio. If wall thickness has to change while keeping uniform, then it should be done gradually (less than 10 degrees), and the wall thickness change would need to be within 10-15% of nominal thickness.
Shrinkage
HDPE shrinks the most out of all plastics, roughly by 1.5 to 3%. To prevent size issues, control how pack and hold pressure settings are used, adjust gate positions to thicker regions, and fine-tune cooling time. Besides, allowances must be made in mold design for thinner walls to cool more quickly.
Radius of Sharp Corners
Sharp corners are difficult to shape due to their considerable stiffness. An internal radius of no less than 25 percent of the wall thickness must be added to strengthen corners. Parts with sufficient strength must be bumped up to 75% for improved resistance.
Draft Angle
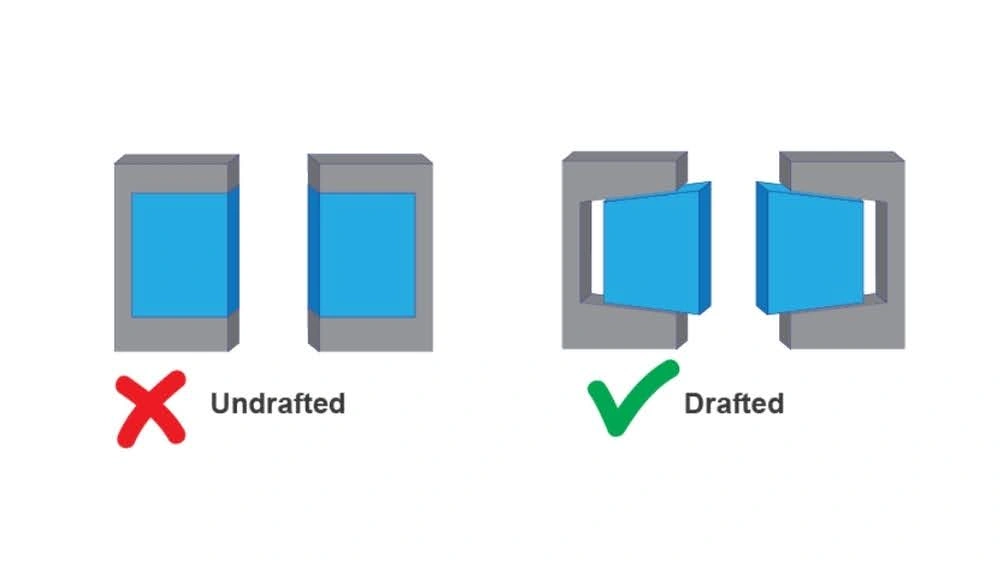
Injection Molding Draft Angle
For optimal ejection of HDPE parts out of the mold, tapering edges must be applied to vertical walls. Basic shapes can use a 0.5-1.0-degree per side draft. More complicated shapes and a deep cavity section may need 1.5-2.0 degrees to expel the part correctly.
Tolerances
Tight tolerances can be difficult to achieve due to shrinkage and cooling issues. For most components, commercial tolerances at ~±0.2mm are sufficient. However, some critical features may require ~±0.05mm of precision to the mold. Super tight tolerances (<±0.025 mm) are only possible when the mold quality is exceptionally high.
Common Challenges in HDPE Injection Molding and How to Overcome Them
Designing HDPE parts can be troublesome at times. Inadequate handling while molding can lead to parts being warped, brittle, and inconsistent. Let’s take a look at some common challenges and their corresponding solutions.
Warping and Shrinkage
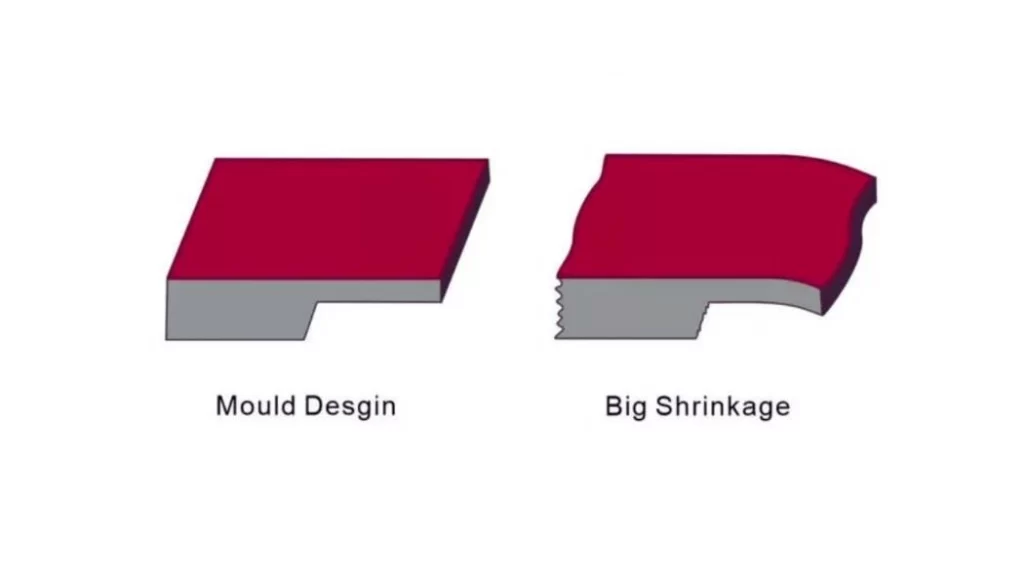
Mold Shrinkage
HDPE injection molded parts to warp and exhibit shrinkage. It often results in dimensional distortions due to uneven cooling. The material has a relatively high shrinkage rate, usually 1.5% to 3%.
Solutions:
- Avoid uneven cooling and maintain uniform wall thickness.
- Use optimal cooling time and proper gate position for efficient material flow.
- Apply pack-and-hold pressure to minimize the effects of shrinkage.
Deteriorated Surface Finish
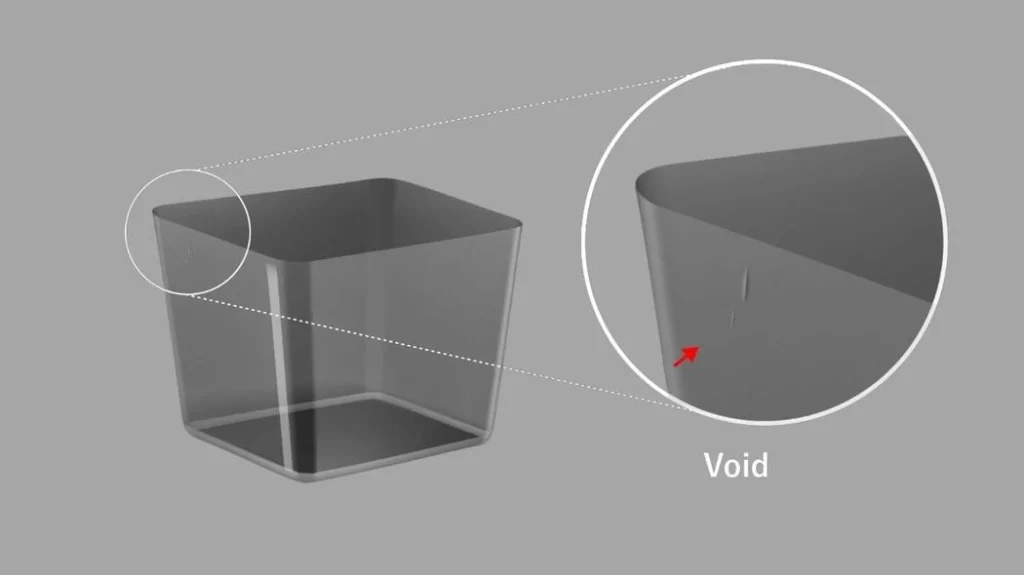
Voids In Injection Molded Part
HDPE has low surface energy. It is more susceptible to uneven, dull textures due to poor adhesion of coatings.
Solutions:
- Improve finishing quality by utilizing high-polish mold surfaces.
- Increase the filling speed and injection pressure.
- Use post-treatment like flame treatment for better surface adhesion.
High Surface Flashing

Part Flashing
Flashing of material happens when it leaks through the edges of the cavity mold.
Solutions:
- Prevent material seepage by using tight clamping of the mold.
- If the injection pressure is too high, minimize it.
- If the mold edges are worn, they must be checked, repaired, and replaced.
Brittle & Weak Parts
HDPE parts may lose strength if cooled too quickly. Also, internal stress forming due to improper cooling can lead to molding problems.
Solution:
- Balance the cooling rate so the solidification process can be gradual. It helps you prevent internal stresses and warping.
- Adjust the melt temperature to between 180° to 230°C.
- Apply annealing to adjust internal stresses and make the part more durable.
Alternative Materials to HDPE in Injection Molding
HDPE offers many benefits, but it may not work in every situation. You can consider other options from some of the best material for injection molding, like polypropylene (PP) and nylon. These materials could be viable options for your project.
Polypropylene (PP)
Polypropylene (PP) Injection Molded Parts
Polypropylene is a strong yet lightweight plastic. It is comparatively affordable and features good moisture resistance. It has a low-friction surface. Moreover, it helps move components such as living hinges. If you are looking for a material close to HDPE but needs more excellent chemical resistance and flexibility, then look no further than PP.
Nylon

Nylon Injection Molded Part
Nylon is an engineered thermoplastic material. It is widely used because of its high flexural strength and durability. Nylon is mainly used in high-stress applications. Nylon can be reinforced using glass fibers for additional strength and heat resistance. The only downside to nylon is that it is ‘hydrophilic.’ This makes it a poor choice for continually being exposed to water or humidity components.
Related To: abs injection molding
Prolean Tech: Your Trusted HDPE Injection Molding Provider
Prolean Tech is your reliable provider of high-end HDPE injection molding service, delivering everything from mold design to production. Many industries benefit from our high-performance polyethylene parts through our advanced manufacturing technology.
Our qualified engineers and technicians work closely with the customer to develop proprietary molding designs to satisfy desired appearance and operational functionality criteria.
In addition to HDPE, we offer POM injection molding services for a spectrum of high-precision parts, such as gears, bearings, and other structural components. Our commitment to meeting quality targets and minimal turnover makes us the ideal customer-centric injection molding provider.
FAQ’s
Q1: Can HDPE be used in injection molding?
Yes, HDPE (High-Density Polyethylene) is widely used in injection molding. It is durable, lightweight, and resistant to chemicals and moisture. Ideally, it is used for making containers, pipes, and automobile parts.
Q2: What is the process of HDPE molding?
HDPE molding involves melting the material and injecting it into a mold under high pressure. The molten plastic fills the mold cavity and cools into the desired shape. After cooling, the part is ejected and finished as needed.
Q3: What grade of HDPE is used for injection molding?
Usually, HDPE grades (HDPE 5000S, HDPE 5502, and HDPE 7000F) are used to shape different products in injection molding. These grades offer excellent strength, impact resistance, and processability. The specific grade selection typically depends on the application and characteristics of the required part.
Q4: What is the injection pressure for HDPE?
HDPE injection pressures are typically 70–140 MPa (10,000–20,000 psi). It depends on the mold design, material viscosity, and part thickness.
Q5: What is the cost of HDPE injection molding?
HDPE injection molding costs vary based on the grade, mold complexity, and production quantity. HDPE is economical, typically $1 to $2 per kg, but total costs include tooling and processing. Large-scale production reduces per-unit costs.


0 Comments