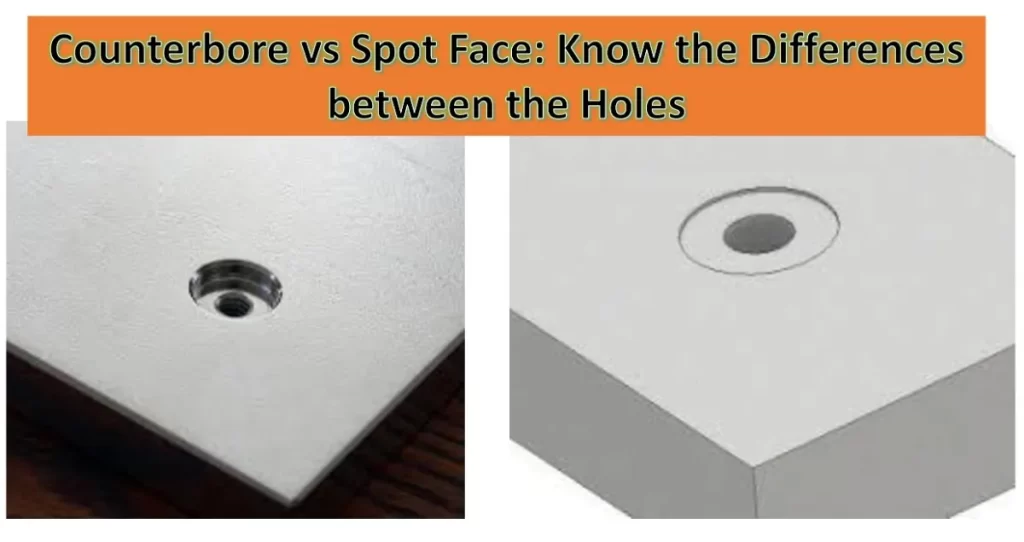
Counterbore vs Spot Face
The machining world presents a wide range of holes of different applications. When machining a workpiece that will involve holes for fasteners, two main types of holes to differentiate are counterbore and spotface.
While many people would consider these holes the same at first glance, there are subtle differences. These differences are noteworthy whether you are the manufacturer or user of the CNC machined part.
While counterbore and spotface holes are reliable for connections in aerospace, automotive, and many other industries, they differ in specific functions and applications.
Spotface holes are ideal for fasteners that sit flush with the component surface. Counterbore holes suit fasteners that must sit well below the surface.
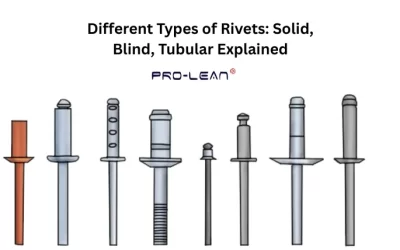
Different types of fasteners
In this article, we outline the main differences between counterbore vs spotface holes in CNC machining. As you will note, the capability of ProleanTech to create holes with different depths, shapes, and finishes is relevant in a broad range of applications.
What is a counterbore?
A counterbore is an enlarged cylindrical recess around a hole. This recess has a flat bottom that provides a resting surface for the fastener to sit flush or below the surface.
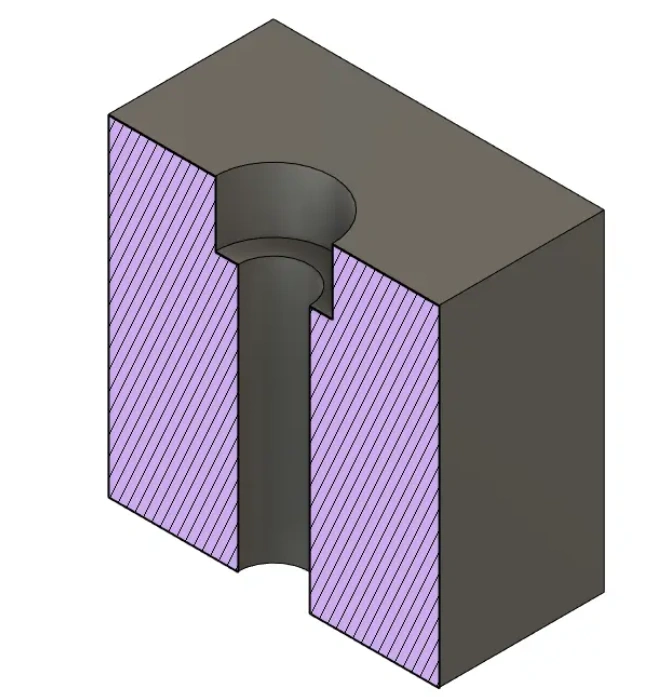
A counterbore hole
This type of hole is used in design specifications where visibility or protrusion of the head above the surface is undesirable for aesthetic and functionality reasons.
Because there are many types of holes in engineering, the designer should indicate the hole type. Engineering drawings typically indicate the hole callout and section views for counterbore holes.
In machining, we create the larger hole first and then machine the smaller one below it.
Applications of Counterbore Holes
Fastener installation
Fastener installation is a prominent function of counterbore holes. These holes are flat-bottomed, so they offer a resting surface for fasteners beneath the workpiece surface. This kind of interaction with the workpiece creates a solid joint or bond.
Chamfering
If there is a need to create a chamfer around an area that has a hole, using the counterbore design can help. That way, the sharpness of an edge is eliminated without affecting the bond of the fastener.
Bearing installation
Bearing seats can be machined using the counterbore hole method. This hole can allow for a simple placement of the bearing to offer the required alignment.
Summary of Characteristics of Counterbore Holes
- Flat bottom
- The counterbore diameter is larger than the main diameter
- Uniform depth
What is Machining a Counterbore Hole all about?
Machining a counterbore hole is an intricate process that requires professional material and tool selection. Leveraging world-class workmanship and advanced CNC machining equipment from Prolean Tech is the answer to the best counterbore holes.
The right combination of tools, machines, and process control is paramount to ensuring dimensional accuracy and perfect surfaces of machined counterbore holes.
In brief, these are the steps we follow to produce counterbore holes:
- Material selection
- CNC machine and tool selection
- Setting up the workpiece
- CNC program – G-code and M-code
- Machining process
- Quality control
As there is always a role of CNC in industry applications, the common means to machine a counterbore hole include a CNC lathe, drill bit, and milling cutter.

Drill bit machining a pilot hole
You can use a counterbore tool or a boring bar onthe CNC lathe, but the counterbore tool is better. This tool has a pilot and a cutter for entering the hole and creating the counterbore.
Depending on the option you take, drill the pilot hole after clamping the workpiece securely. The pilot hole should have a smaller diameter than the counterbore hole. Next, enlarge the pilot hole to the required counterbore size.
After making the counterbore, smoothen it using sandpaper or a deburring tool to get rid of the rough edges and burrs.
Put the fastener in the hole to test the fit. It should fit in the hole and rest flat beneath the surface.
Try Prolean Now!
What is spot facing?
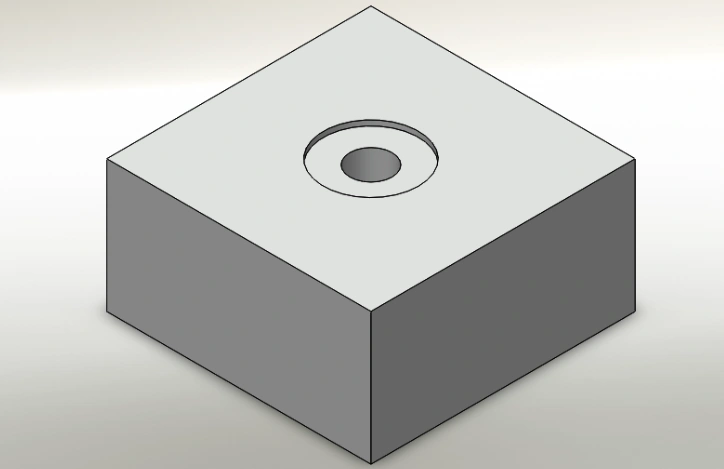
A spotface hole
A spotface is a shallow, flat-bottomed recess used to create a smooth and level surface for washers or fasteners on rough or irregular surfaces.
This hole allows the fastener or washer to sit evenly on the surface. The depth of the hole is minimal, allowing for an even distribution of force and ensuring optimal contact.
These holes are preferable in fastening involving non-flat surfaces, for instance, for cast products. They help in ensuring proper alignment between different parts. Note that the bottom is also flat, a critical distinguishing feature from countersunk holes’ angled bottoms.

Spotface holes on an irregular surface
Applications of Spot Face Holes
- Level surface for fasteners in mechanical assemblies
- Forming uniform surfaces for sealing systems
- For effective alignment in bearings and other mating components
Summary of Characteristics of Spotface Holes
- Smooth surface
- Same diameter
The Basics of Machining a Spotface Hole
At ProleanTech, we use several techniques and spot face machining tools to manufacture these unique holes. But the steps of machining a spotface hole generally in this order:
- Material selection
- CNC machine and tool selection
- Setting up the workpiece
- CNC program – G-code and M-code
- Machining process
- Quality control
We have the right equipment and machining prowess to produce spotface holes with the smoothest surface finish and tolerances down to ±0.0002″ (0.005mm). Furthermore, we boast of numerous material options.
Examples of machining processes we apply are:
CNC Milling
CNC milling is the most popular and applicable spotface machining technique. This machining process is highly reliable for accuracy and for instances where we want to produce several identical holes.

CNC Milling a hole
CNC milling also suits the process in a normal production run or a prototyping project. The best CNC machines can produce perfect spotface holes because they create accurate depth and diameter of the hole for the fastener to fit in.
Orbital Milling
It might be necessary to apply orbital milling type of spot face machining to create some spotface holes. In this case, the end mill is much smaller than the hole diameter. Instead of rotating and generating a hole directly, the spot face tool makes orbital movements within the hole area.
In this kind of milling, the end mill is still rotating around its axis as it also follows an elliptical line around the hole center. Together, these rotations deliver a precise and smooth spotface hole. You can opt for this milling method if the surface is uneven.
The time it takes for spot face machining may also be a factor in choosing a machining method for a spot face. Get more insights into the time aspect in this coverage titled CNC Machining Time Explained.
Try Prolean Now!
Industries that Use Counterbore and Spotface Holes

Proper fastener installation serves aesthetics and functionality functions
Spotfaces and counterbores from Prolean Tech are common in several industries, where they serve aesthetic and functional roles. The three most common areas of application are aerospace, automotive, and general manufacturing.
Aerospace

Fasteners on an aircraft part
Precise connections are necessary in aircraft parts. These connections must also be secure to adhere to the strict design guidelines of the industries. Both counterbores and spotfaces are instrumental in meeting these requirements.
The holes are applicable in engine components and landing gears, among others.
Automotive
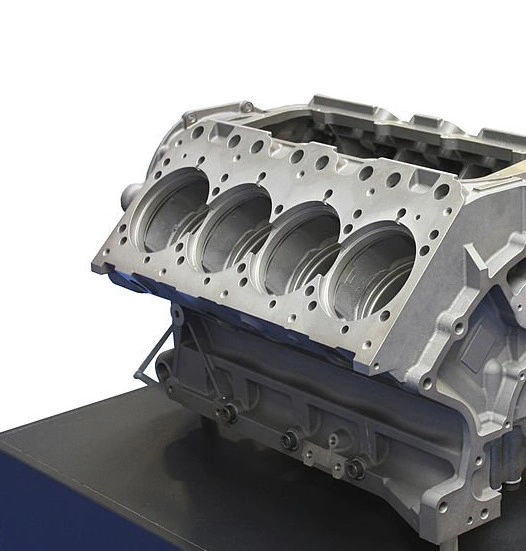
An engine block
Applications in this industry equally require both types of engineering holes for secure and accurate connection between different components. The most notable application is the joints between the car suspension and other parts.
The best manufacturers produce perfect holes to securely and accurately accommodate bolts and other fasteners.
General Manufacturing
Many components in this industry require connections with fasteners in the two categories. Assemblies must be precise and sturdy enough despite the surface condition.
For the rough surfaces and where aesthetics are not a priority, spotface holes are used. If the fastener has to flush with the surface, counterbores come in handy.
What is the major difference between counterboring and spot-facing?
With the concept of counterbore vs spotface holes out of the way, one thing comes out clearly: These holes are technically different and serve different functions.
From a simple glance, these holes may appear similar. However, it is only after looking keenly at the following aspects that the differences come out more clearly.
The CNC machining services at Prolean Tech appreciate these differences and ensure a clear distinction during design and machining.
Depth
Depth is one of the main differences between the two holes. The depth of the counterbore is at least the height of the head of the fastener. In other words, the fastener must flush with the surface.
For the spotface hole, the depth of the hole is smaller than the height of the head of the fastener. The depth of the hole is just deep enough to provide a recess for the head of the fastener.
When to use spotface vs counterbore
Counterbores can apply for either functional or aesthetic purposes. They hide the entire head of the fastener to minimize interference with other components. Hiding the heads is also good for the appearance of the component.
Spotface holes do not entirely hide the head of the fastener. Their main function is to provide a flat and secure surface for the fastener.
Shape of the Hole
Counterbore holes are typically well-defined cylindrical features. Their depth and walls are specified to accommodate bolts and such fasteners.
The features of the hole do not necessarily apply to spotface holes. These holes are shallow and irregular.
Surface Finish
The two types of holes are flat and have smooth surfaces. However, a slightly better surface finish is usually seen in the spotface holes if you compare counterbore vs spotface. The rougher surface of the counterbore hole does not affect the functionality of the fastener.
Contact with our industry experts for more on how ProleanTech achieves the ideal surface finish for either type of hole.
Calling Out Countebore vs Spot Face Holes
Calling out is how you specify the details of a hole in an engineering drawing. The manufacturer will need details such as tolerances, dimensions, and specifications for features such as threads.
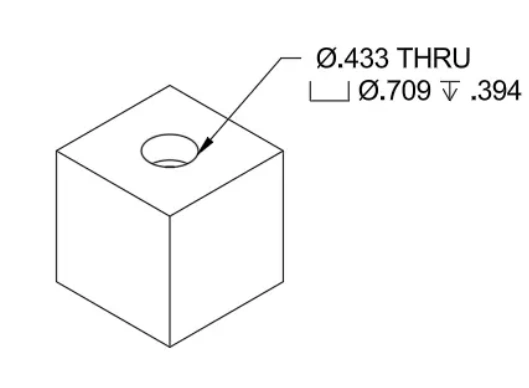
Dimensions of a counterbore hole
Counterbore vs. spotface are called out differently. The denotation for a counterbore is the counter bore symbol, which indicates a cylindrical recess within a primary hole with a flat bottom. This counter bore symbol is often matched with dimensions and tolerances that define the hole.
There is no unique symbol for the spotface hole. Instead, engineers denote this hole with the spotface symbol SF. The dimensions are added next to the initials to define the shallow hole. Since the depth of the hole is not so critical for the spotface hole, it may sometimes be left out.
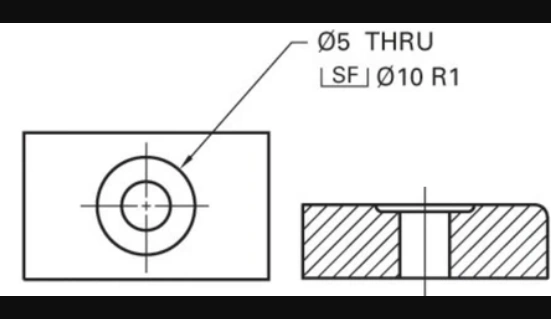
Dimensions of a spotface hole
A Comparison Table for Countebore vs Spot Face Holes
|
Property |
Counterbore |
Spot face |
|
Symbol |
⌴ |
SF |
|
Size |
The size is based on the diameter and size of the fastener |
The main consideration is the diameter. |
|
Depth |
The hole depth is equal to the height of the fastener |
The spot face hole is shallower. |
|
Main functions |
A recess for the entire head of the fastener |
Provides a sitting surface for the fastener. |
Conclusion
We have covered the differences and similarities between counterbore vs spotface holes. If you were confused before, you now know which hole to use in your next fabrication project. If something is still unclear, you can reach us for assistance.
These holes may look simple but are accompanied by risks if done improperly. In aerospace and other highly sensitive industries, the margins for error are almost non-existent.
Designers and machinists at ProleanTech are well aware of these facts about counterbore vs spotface holes. Our commitment to quality has seen us get the highly coveted ISO 9001:2015 certification.
We can machine parts within a day and can offer custom mass production and small-quantity prototyping services. Contact us and get your quote now for the best engineering hole machining solutions.
FAQs
When should counterbore be used?
Counterbores should apply when the aim is to recess the fasteners for aesthetic or functional reasons. We use them a lot in automotive, aerospace, and consumer electronics, among other industries.
What are the advantages of a counterbore?
The advantages of a counterbore are increased aesthetics of a part, higher structural integrity where heavy loads are involved, enhanced safety through reduced interference in moving parts, and better functionality through surface stability and flush surfaces for fasteners.
How to call out a spotface?
A spotface is called out with the spotface symbol ‘SF’ alongside the specifications of the main tolerances and dimensions of the hole.
How deep should a spotface be?
The spotface should be as shallow as possible because it provides a flat surface for the faster to rest on. In most cases, the ideal depth of the spotface does not exceed 1.5mm.


0 Comments