Aluminum tubes and pipes are crucial in different industries; they facilitate specific fluid flow or work as a structural element. To obtain the different curved and angled tube profiles, bending methods such as rotary, rolling, and mandrel bending are employed.
The formability and lightweight nature of aluminum alloys allow tubes to bend without any physical damage or compromise on properties. This article will cover mechanisms, methods, alloy grades, and calculations regarding bending aluminum tubing.
Which Aluminum Alloys are Suitable for Bending? Select the Right Material

Bent aluminum alloy
If you need parts or products from aluminum tube bending, it is necessary to choose the right type of alloy, especially in case of large bending curvatures and radii. The reason is that bend quality heavily depends on the ductility, elongation, and heat treatment state of the work material.
The following are the common grades of aluminum that can be used in tube bending works;
Alloy 3003
This aluminum grade mainly contains manganese as a main alloying constituent ( 1 to 1.5 %), along with copper, silicon, and iron in minor amounts. Aluminum 3003 provides moderate mechanical strength, excellent formability, and corrosion resistance. You can bend 3003 alloy tubes for roofing, architectural parts, tanks, and even some chemical tubing applications.
Alloy 6061
It offers more strength than 3003 and has good formability, but the ductility can be increased with tempering heat treatment. In the market, you can directly find heat-treated aluminum 6061 alloys. For example, the 6061 T4 is the best tempered form available in the market for tube bending works.
The applications can be found in automotive, aerospace, construction, machinery hardware, and marine, more suited for high performance than 3003.
( Read a detailed comparison with 3003 in the article “3003 aluminum vs 6061, everything from their composition and properties to application preferences)
Alloy 5052
This grade also offers more strength compared to 3003. The formability is high and resists corrosion in humid atmospheres. Its tube-bending applications are common marine equipment, hydraulic tubes, and medical devices.
Aluminum Alloy 5083
The most striking feature of Aluminium Alloy 5083 is its outstanding behavior for extreme environmental and high-strength applications. It maintains high strength and very good corrosion resistance in marine. Moreover, it provides a balance of mechanical strength and formability.
Tube bending tubes of aluminum 5083 are popular in shipbuilding, pressure vessels, automotive vehicles, and industrial equipment.
How to Select the Right Aluminum Alloy for Tube Bending?
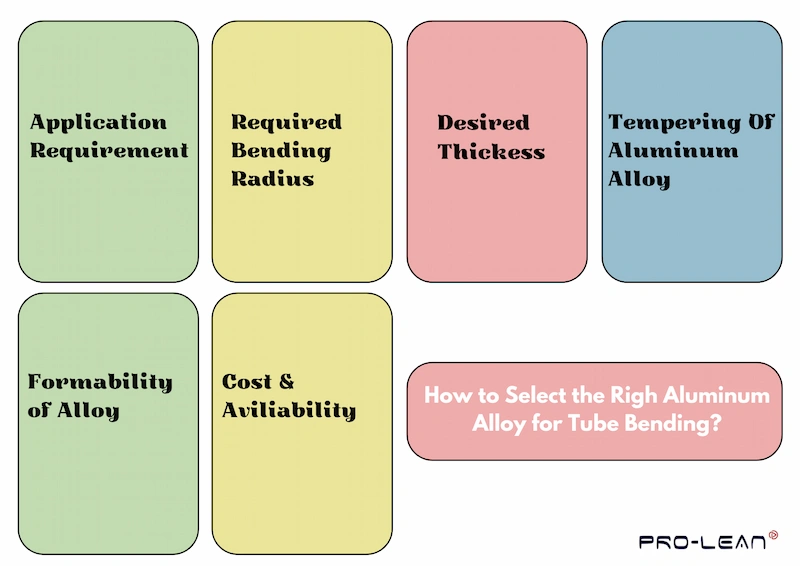
Whether you are choosing alloy to fabricate the tube first and then bend or directly aluminum tubes, there are some considerations to find the right option;
- Identify your application requirements like mechanical strength, toughness, corrosion resistance capability, formability, etc.
- Consider the thickness of the tube material according to the desired bending radius to prevent cracking or other structural weakening.
- The tempering state is also important, for instance, T4, T6, etc.
- If you are producing in large volumes, also consider the availability in the market and supply-chain difficulties.
Try Prolean Now!
How to Calculate Bend Radii, Curvature, and K-factor? Tube Bending Formulas
Preventing cracks, strength weakening, and failures need precise design and processing variables, like tube diameter, permissible radii, bending force, thickness, etc. To find optimal variables for bending aluminum tubing, different tube bending formulas are used.
First, let’s look at the basic terminologies through a schematic diagram representing the tube bending mechanism;
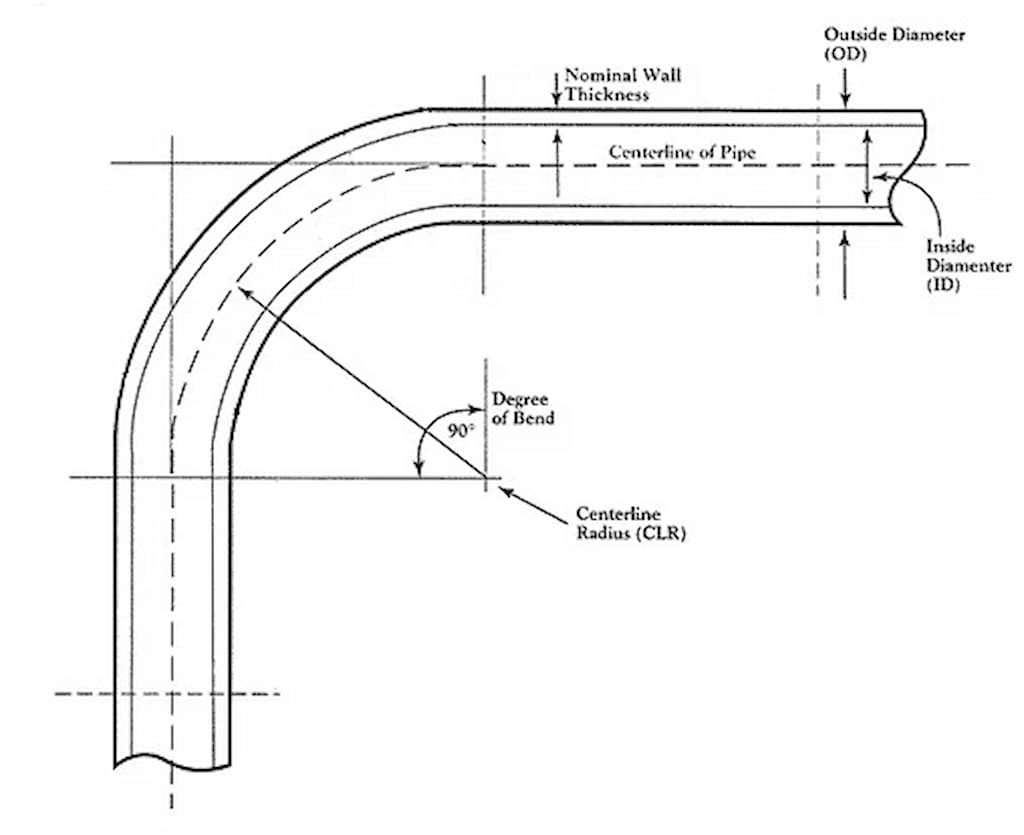
Tube bending
Bending Arc: The curved portion of a tube after bending
Centreline of Tube: The imaginary central line of the cylindrical tube/pipe
Bend Radius: The angle to which the tube is bent, reference to the centreline.
Leg Length: The Tube’s straight sections extend from the bend.
Outside Diameter (OD): The measurement across the external width of the tube.
Inside Diameter (ID): The measurement across the internal tube surface, excluding thickness from OD.
| Parameter | Formula |
| “D” of Bend | CLR / OD |
| Inside Diameter (ID) | OD – 2 × T |
| Inside Radius (IR) | CLR – (OD / 2) |
| Outside Radius (OR) | CLR + (OD / 2) |
| K- Factor | t/T |
| Wall Factor (WF) | WF = OD / T |
| Length of Tube in Bend | CLR × DOB × 0.01745 |
Where;
CLR = Centerline Radius
OD = Outside Diameter
DOB = Degree of Bend (in degrees)
T = Wall Thickness
t = Distance from the inside surface to the neutral axis
Furthermore, the main difference with sheet metal bending calculation is thickness and bend radius. Tube bending involves hollow geometries and needs support while applying bending force, but sheet bending focuses on the solid sheets’ thicknesses.
What Method Do Machinists Use to Bend Metal Tubing
There are three key methods that engineers and machinists use for bending aluminum tubing: rotary draw, compression, and roll tube bending. Let’s take a look at how to bend aluminum tubing with these three methods in brief;
- Rotary Draw Bending
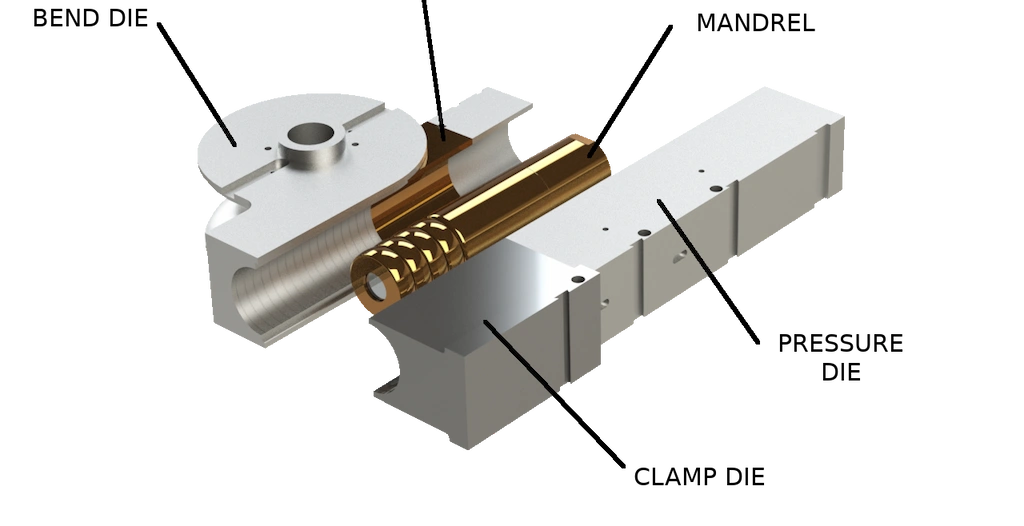
Rotary draw bending of tube
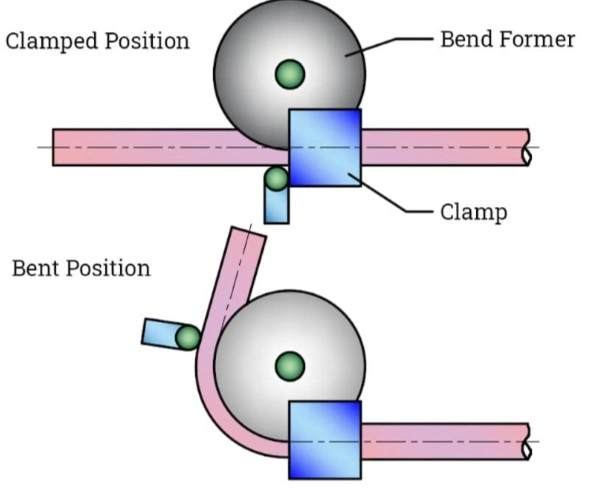
Multiple dies are used for rotary draw bending, whereas mandrels are inserted based on size and bending complexity. It involves clamping an aluminum tube onto a bend die while applying pressure with a pressure die to guide the tube during the bend. Consequently, the wiper die eliminates creases at the bend point. As the bend die rotates, it forms the tube to the desired radius with precision.
- Compression Bending
Compression bending of tube
It is a simpler method and does not need a mandrel inside the tube during the bending process. Two dies work together to achieve the bends; a stationary die gives support to the tube, and a compression die pushes the tube along the body of the stationary die tangentially.
Although compression bending is not as precise as rotary drawing, it can handle larger bending radii and thicker aluminum tubes.
- Roll Tube Bending
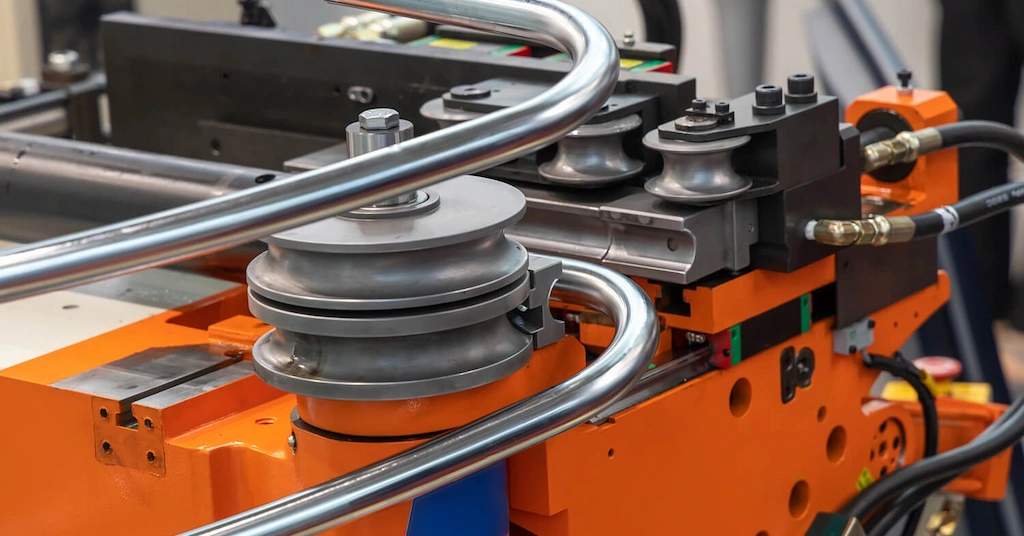
Roll bending of tube
The roll tube bending method includes three rollers in a triangular configuration ( typically vertically oriented). The bottom two rollers support and direct the bending curvature, whereas the downward pressure of the top rollers curves the tube in the desired radius as it passes. It is mainly used for bending aluminum tubes with large radii and bend lengths.
Read more: Tube and Pipe Bending: Types of Methods, Tooling, and Uses
Aluminum Square Tube Bending

Square tube bending
Bending square tubes is not as easy as normal cylindrical ones. It is typically done with a pressure tube bender specially designed for the square tubes. The bender contains a die that holds the tube and supports where force is applied on the end of the tube for bending.
Another aspect of square tube bending is heating the tubes to increase their formability so they can be bent without cracking or tearing at the edges of the bending line.
Sometimes, machinists also cut notches on the bend position from inside if the bent tubes are not for high-stress applications.
Try Prolean Now!
Tube Bending and Sheet Bending Differences
Bending sheet metal and tubes are different fabrication approaches; sheet metal bending involves a die-and-punch setup to bend worksheets into complex parts. It applied techniques like air bending, bottom bending, rotary bending, coining, folding, etc.

Tube bending vs sheet bending
Mainly press–brake machines are used to bend sheet metals, including aluminum sheets. They can be converted into enclosures, brackets, etc. Moreover, sheet metal bending is more versatile and has distinct applications than tube bending.
“For advanced bending solutions with tight tolerances, you can leverage sheet metal bending service from ProleanTech. The in-house equipment and experienced manpower work together to meet the requirements of your custom sheet metal fabrication project.”
What is Formability? How Does It Impact Tube Bending?
The formability of any metal refers to its ability to be converted into various geometries without any material cracks or necks. In bending, higher formability means metal can accommodate tighter bend radii and compact bending geometries.
|
Material |
Formability |
Bending Pressure |
Ability for Complex Shapes |
|
Aluminum |
High |
Low |
High |
|
Steel |
Moderate |
Moderate |
Moderate |
|
Stainless Steel |
Low |
High |
Low |
|
Copper |
High |
Low |
High |
|
Iron |
Low |
High |
Low |
Aluminum alloys are considered ductile material, which means high formability, and tubes can go into plastic deformation during bending operations with any defects. Consequently, how tight you can bend depends on thickness and tube diameter.
Other Materials Used in Tube Bending
Besides aluminum, other several metal tubes can be bent into the desired shape or curvature, such as bending stainless steel tubing, copper tubing, bronze tubing, brass tubing, etc.
Although the same methods and setups can be used for bending these metal tubes, processing parameters and lubrication vary from one to another.
- Stainless Steel
- Alloy Steel
- Iron
- Copper
- Brass
- Bronze
These metal tubes have distinct application preferences; stainless steel tube bending is more favourable for structural use, whereas small copper and brass tubes have extensive applications in electronics, electrical, and medical industries.
Industrial Applications for Bending Aluminum Tubing

Bent aluminum tubes
Material properties of aluminium are beneficial to various industries, bending their tubes helps to make different structures and components in automotive, architecture, energy, medical, etc.
The table below outlines what kinds of parts of products are made with bending aluminum tubing across different sectors;
|
Application |
Description |
Examples |
|
Lighting Systems |
The heat dissipation properties withstand high temperatures |
LED lighting fixtures, lamp frames |
|
They reduce vehicle weight and improve fuel efficiency. |
Bicycle frames, motorbike frames, and car components. |
|
|
Architectural Structures |
Suitable for both structural and decorative elements |
Signage, building facades, handrails. |
|
Aerospace Industry |
A high strength-to-weight ratio makes it suitable for aerospace parts |
Aircraft components and support structures. |
|
Marine Applications |
Chosen for corrosion resistance in marine environments. |
Boat railings, ladders, frames |
|
Furniture Manufacturing |
Preferred for creating lightweight and aesthetic designs |
Chairs, tables, handrails. |
Summing Up
Aluminum tubes are bent using different methods to produce crucial parts across industries. The use is diverse, from our bathroom fixtures to aerospace components. With the right procedures and considerations, you can bend the cylindrical, squares, and other types of tubes. Moreover, the material properties of aluminum also impact the bent quality; it is easy to bend highly ductile and formable alloy like 3003.
FAQs
How do you bend aluminum tubing?
Different techniques can be applied to bend aluminum tubing, rotary draw, pressure, rolling, compression, and bending. Typically, mandrels (solid rods or segmented connections) are inserted inside the aluminum tubes and are bent using a suitable technique.
How to bend aluminum square tubing?
You can use a tubing bender with dies designed for square tubes, which typically holds the tube and applies a steady pressure. Often, engineers prefer heating them during or just before the bending operation.
What is the rule of thumb for bending tubes?
A rule of thumb for bending tubes is to “keep a minimum bend radius two times its external diameter and not more than 7 times of diameter.”
What is the recommended minimum bending radius?
The recommended minimum bending radius for the tube is 2 times its diameter. For example, a 40 mm diameter can be bent with a radius as low as 80mm.


0 Comments