Metal Injection Moulding vs Die Casting
MIM and die casting; the two methods are prevalent techniques to produce metal parts at scale. However, they serve different manufacturing needs. MIM uses fine metal powder mixed with a binder. It is first molded and then sintered at high temperature to form a solid part. On the other hand, die casting skips that step entirely by injecting molten metal directly into a steel mold under high pressure.
MIM is best suited to small, complex parts that require tight dimensional control. It supports high-strength alloys that are difficult to cast. In contrast, die casting favors aluminum, zinc, and magnesium parts with thicker sections and structural roles.
This article compares MIM metal injection molding vs die casting from a production standpoint. It focuses on material behaviour, part-size limits, tooling complexity, dimensional control, and cost scaling. So, stay here and continue reading.
Metal Injection Moulding (MIM) and How It Compares to Die Casting
You might be confused. What is MIM? It’s a process that is similar to plastic injection moulding, except that the plastic is replaced with metal. It was developed in the 1970s and is based on the concept of “shaping” the part first, then converting it to a solid metal at a later time. As such, mim process is quite different from die casting.
 MIM Process Overview
MIM Process Overview
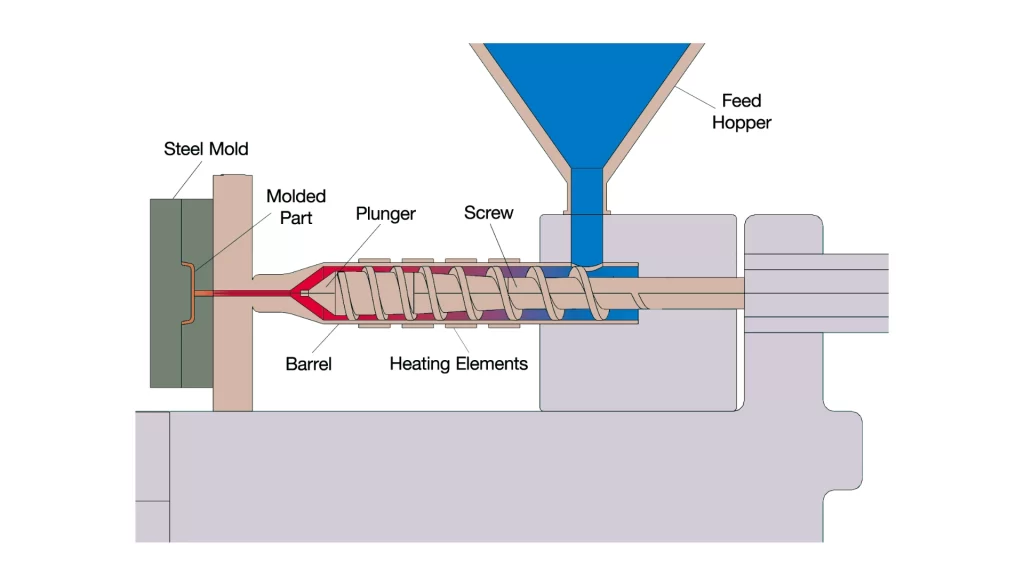
Fine metal powder and a plastic binder are blended. The binder serves as a carrier. The binder provides lubrication and helps the metal flow into the mould. However, the binder will leave the final part. Plastic moulding utilises fillers to offer added strength or stiffness to the plastic part. In contrast, MIM employs a binder to help bind the metal powder into a mould.
The metal binder combination is loaded into a heated barrel. A rotating screw forces the material down the barrel while compressing it. Heat generated by the barrel and the friction created as the material passes through the barrel melt the binder, thus providing a means for the metal powder to enter a closed mould. Upon cooling, the moulded metal part is removed from the mould and is referred to as a “green” part.
Binder removal is the next step. The green part can be heated or treated with chemicals to remove the binder. After removing the binder, the part is referred to as a “brown” part. The brown part is then placed in a furnace for sintering. Sintering involves fusing the metal particles to create a denser, stronger part.
Sintering causes the part to shrink, and this shrinkage must be accounted for in the design. Shrinkage can range anywhere from 15% to 30% and depends upon the type of alloy used. To counteract this shrinkage, the moulds are made larger; however, precise control must be maintained so that the part meets the desired specifications.
 MIM product
MIM product
Metal injection moulding is best utilised for producing small, complex parts. MIM excels at reproducing fine details, thin walls, and geometrically complex shapes. Additionally, MIM can be used to produce high-melting-point materials such as stainless steel, which are difficult to machine using molten-metal techniques.
However, there are some disadvantages to metal injection moulding. High cost associated with MIM tooling and equipment; high wear rate of metal powders; additional processing steps are usually needed post-sintering; and improper management of shrinkage may result in parts being outside the tolerance limits.
Advantages of Metal Injection Molding Over Die Casting
MIM has several obvious advantages over die casting when the requirements for a part’s complexity and precision exceed those for size or speed.
Handles Small and Complex Geometries Better
 MIM Tungsten Alloy Part
MIM Tungsten Alloy Part
The primary advantage of metal injection molding is its ability to produce small parts with fine details and thin walls, including various internal features. MIM utilises the same moulding principles as plastic injection moulding. As such, MIM can create complex geometric designs in a single shot. In comparison, die casting has difficulty creating parts with fine details and thin walls, and building internal features is difficult due to the limitations of the molten metal’s flow resolution.
Works With High-Melting-Point Materials
Another great advantage of MIM is that no molten metal is used during moulding. The heat used to consolidate the powders is applied only after the moulding process, during the sintering step. As such, MIM can process metals that melt at very high temperatures (e.g., stainless steels) that are not well suited for processing using die casting due to handling and temperature constraints. (Also read: aluminum injection molding)
Delivers High Precision and Surface Consistency
Additionally, MIM produces parts with consistent surface finishes and tolerances. Since many of the features are produced directly in the mould, there is little need for extensive machining. This is particularly beneficial when parts require multiple/critical features to meet close tolerances.
Disadvantages of Metal Injection Moulding Compared to Die Casting
While metal injection molding offers several benefits, it also has several disadvantages, including cost and process complexity.
Higher Tooling and Equipment Costs
Because MIM tooling must withstand the abrasive nature of metal powder and the high pressures associated with the moulding operation, MIM moulds typically do not last as long as those used for die casting. Additionally, the initial investment in equipment and tooling is greater than that required for die casting, especially for lower-volume applications.
Requires Multiple Post-Processing Steps
In addition to moulding, MIM requires additional post-processing steps: debinding and sintering. These extra steps result in longer lead times, higher energy costs, and greater process risks.
Shrinkage Must Be Carefully Controlled
The sintering step in MIM involves significant shrinkage, typically 15-30%, depending on the metal composition and sintering conditions. Therefore, accurate prediction of material shrinkage is essential to ensure that the moulded parts meet the desired dimensions. Without a thorough understanding of the relationships among the MIM material, tool design, and sintering conditions, parts may not meet their dimensional specifications or may require rework.
Try Prolean Now!
Die Casting: Definition and Comparison to Metal Injection Moulding
The earliest evidence of die casting comes from ancient China (circa 600 AD). Die casting is one of the conventional processes of metal forming and was developed as an alternative to sand casting. It involves injecting molten metal into a hardened steel mould under pressure. Molten metal flows into the mould and hardens quickly within its cavity, taking on the mould’s shape.

Aluminum billets
Die casting is generally limited to non-ferrous metals, including aluminium, zinc, and magnesium, because they have lower melting points than ferrous metals. Lower melting points allow for faster cooling of the metal in the mould, longer mould life, and higher production rates. While it is theoretically possible to die cast ferrous metals, the cost and difficulty of creating moulds for these metals would render this method impractical for the average manufacturer.
High-pressure injection systems and gravity feed systems are both commonly used to fill the mould with molten metal. Once filled, the mould is cooled by the surrounding air and other factors such as wall thickness and the size of the part being produced. Depending on these variables, cooling time will vary but is usually less than a minute. After the part has cooled and solidified, it is removed from the mould, and any excess metal from the gating system and runner is trimmed using a trimming machine.
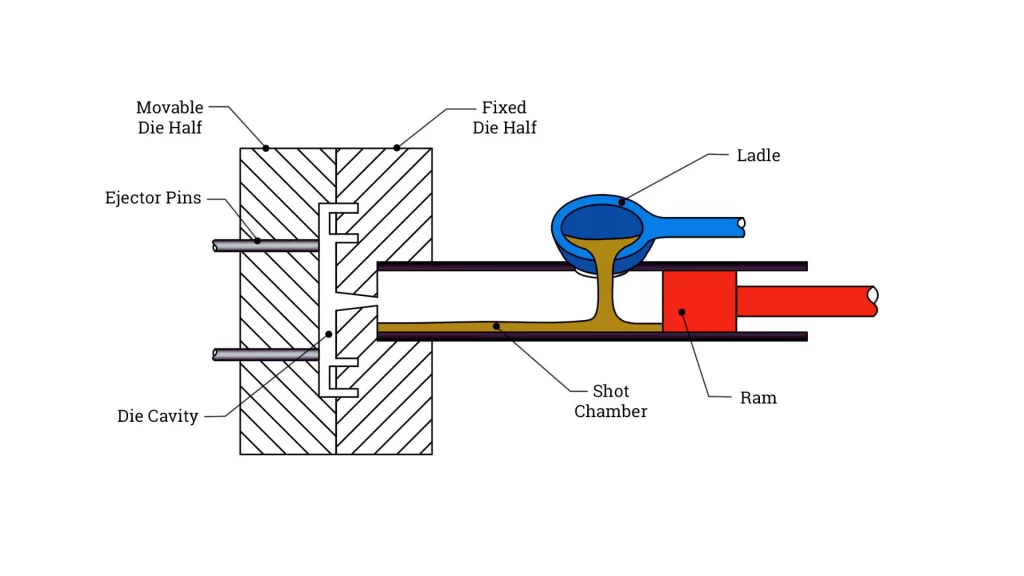
High-Pressure Die Casting
Die casting offers many advantages in manufacturing, but perhaps the most significant is its mould life. Moulded parts can range from tens to millions of units, depending on the quality of the mould and the type of equipment used. In addition to high-volume capabilities, moulded parts undergo minimal dimensional changes during solidification from liquid metal. Die casting tolerances vary heavily with alloy, part size, and draft, and therefore can be designed with simpler moulds.
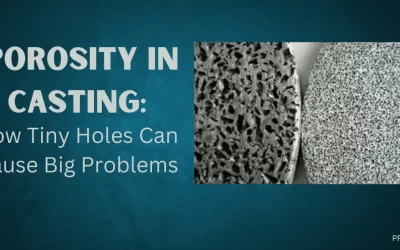
Although die casting offers many benefits, it has a few limitations. When hot metal is forced rapidly into a mould, air pockets may become trapped. As a result, porosity may develop in the finished product. This reduces a part’s mechanical properties, limits its ability to undergo thermal treatments, and requires additional machining operations. Additionally, thin-walled sections and complex geometries can be more challenging to manufacture than in MIM.
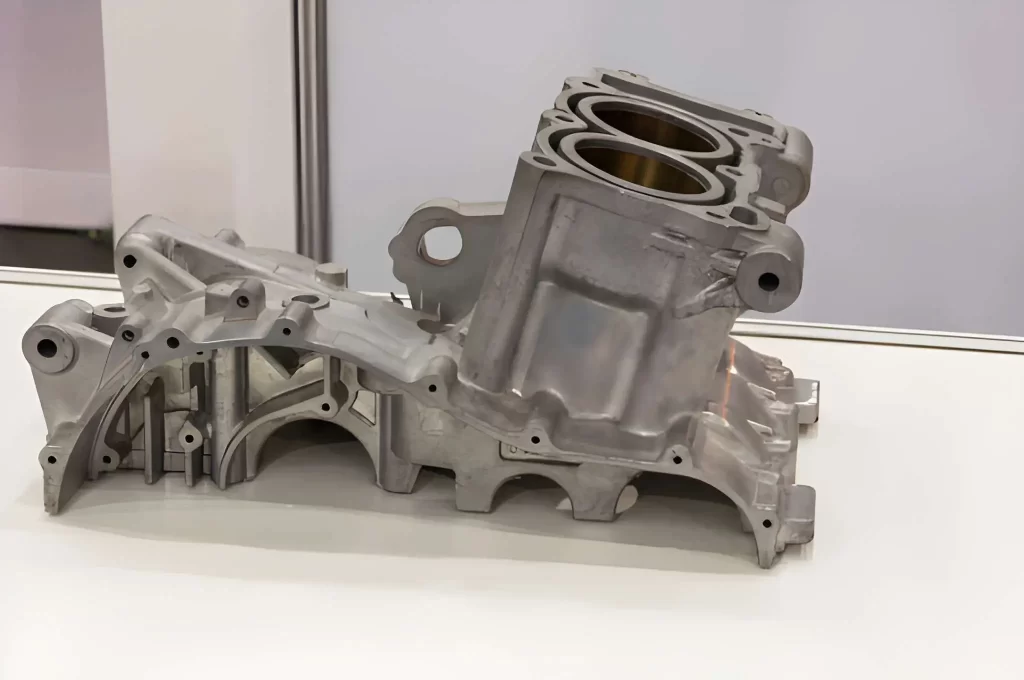
 Automotive Engine Cover
Automotive Engine Cover
The primary difference between MIM and die casting is the method used to manufacture the final product. MIM uses powdered metal, which is then sintered together to remove the binder and create a solid metal object. Because the metal powder is compacted and then sintered, gases can escape during sintering, and products can be made from a wide variety of high-melting-point materials, such as stainless steels.
If a product requires a specific combination of high-strength steel and fine detail, MIM is likely the better manufacturing method. Conversely, if you need large quantities of aluminium or zinc parts to be produced quickly, die casting is the more practical and cost-effective option.
Advantages of Die Casting Over Metal Injection Moulding
 Vehicle Brake Bracket
Vehicle Brake Bracket
A die casting mould will last you hundreds of thousands to millions of parts before it wears out significantly. This durability leads to lower costs for larger run production orders. Additionally, since the process produces parts with minimal shrinkage after solidification, maintaining tight tolerances is much easier than with other methods, thereby eliminating the need for post-processing.
Drawbacks of Die Casting Compared to Metal Injection Moulding
Although die casting can be used to make parts from various metals (aluminium, zinc, magnesium), it is limited to those metals due to the high melting points of other metals (such as steel), which cause significant and rapid wear on the mould at high temperatures.
Another issue with die casting is the introduction of gases into the molten metal as it enters the mould cavity. These gases can become trapped, creating voids within the solidified metal and thereby weakening the part’s overall structure. In contrast, MIM does not experience this problem, as debinding removes the binder and sintering densifies the powder structure; proper control of debinding and sintering reduces internal defects and improves density.
Try Prolean Now!
Metal Injection Molding Vs Die Casting In Terms of Lead Time, Speed, Volume, & Compatibility Materials
 Die-cast aluminium product
Die-cast aluminium product
Let’s compare each process from different aspects.
- Lead Cost Comparison: Initial setups for both MIM and die casting involve moulds and are therefore expensive. However, as volumes reach medium to significant levels, these expenses are justifiable, and the cost of each component will decrease dramatically. Because no additional post-processing steps, such as debinding and sintering, are required after moulding for die casting, an average savings of about 30% compared to MIM can be expected.
- Speed Comparison: Die casting typically has a cycle-time advantage for finished parts; MIM’s injection step can be quick, but total lead time is extended by debinding and sintering. The MIM component requires additional post-processing (debinding, sintering, and finishing), resulting in a slower overall production cycle for a finished MIM product compared to a die-cast product.
- Volume Comparison: Both MIM and die casting have the potential for high-volume production capabilities. Die casting is best suited for large, simple parts, whereas MIM is best suited for small, complex parts that require detailed features. High-volume production runs are common in both MIM and die casting processes, with either process capable of producing hundreds of thousands to millions of products, depending upon the intended use of the products.
- Materials Comparison: Castable die-casting metals include non-ferrous metals such as aluminium, zinc, magnesium, and copper. In contrast, metal injection molding parts can be shaped from a range of metals, including stainless steels, titanium alloys, and nickel alloys. In general, any metal that can be converted into a fine powder can be used in a MIM process, providing an advantage for high-strength or high-temperature applications.
Metal Injection Molding vs Die Casting: Comparative Analysis
|
Attribute |
Metal Injection Moulding (MIM) |
Die Casting |
|
Ideal Wall Thickness |
0.5 mm – 6 mm |
1.5 mm – 15 mm |
|
Limiting Factor |
Thickness + debinding/sinter distortion + shrink control |
Cooling Rate |
|
Material Range |
Stainless steel, titanium, superalloys, tool steels, tungsten |
Aluminium, zinc, magnesium, copper, brass |
|
Process Steps |
Injection → Debinding → Sintering |
Molten metal injection → Cooling → Ejection |
|
Dimensional Change |
Shrinkage 15–30% during sintering |
Minimal shrinkage |
|
Complexity |
High – supports fine features, threads, and undercuts |
Moderate – best for simple to medium complexity |
|
Tooling |
Expensive, high-wear moulds |
Durable moulds, long-lasting |
|
Production Volume |
Low to medium |
Medium to high |
Related To: die cast vs injection molding
Similarities Between Metal Injection Molding Vs Die Casting
- Mould Use: Each process uses a mould to cast and inject metal into a part with consistent quality.
- Quick Production: Once setup is complete, both methods produce large amounts in quick succession.
- Close to Final Part Size: The moulded metal part(s) are generally near or very close to the final product size and need minimal machine work to reach their final form.
Ready for Automated Equipment: Both processes will accept automated equipment for high-volume manufacturing.
Try Prolean Now!
Summary
MIM and die casting each have their unique strengths and challenges. Use MIM for small, complex parts that need high precision and strong materials. Die casting works best for larger parts made quickly and in high volumes. At Prolean Tech, we handle both processes and CNC machining, stamping, and assembly. We focus on making your parts exactly how you need them, whether intricate or large-scale.
We’ve worked with manufacturers for over 20 years, helping them choose the proper process, reduce costs, and save time. From prototypes to full production, we make sure your parts meet expectations. If you want parts that perform reliably and are made efficiently, reach out to us today for metal injection molding services, and our team will guide you on the best process for your project.

0 Comments