“Hemming of metal sheets is very important in the automobile and electronics industries. It gives a polished finish to the parts and enhances their hardness and toughness.”

In sheet metal fabrication, the hemming process involves bending the same part’s sharp edges to form a reinforcement channel. This process is widely used across the automotive and electronics industries. It cuts thin sheet metal and makes the edges flat to create a rigid structure from the material. The edges can be sewn too close to form a closed end or left partially open to create an open end. Hence, the main purpose of custom sheet metal hemming is two-fold. Firstly, it contributes to increasing the overall stiffness of the structure and excluding the risk of cracks and warping at the edges. Second, it increases the aesthetic look of the metal since the edges are not sharp, and the surface is smoother and easier to polish. The hemming process is most effective when used on thin sheets of metals, and the gauges are usually not more than 0. 125 inches.
Thicker sheets are not ideal for hemming as they are more prone to cracking when bent during the process. This article is about the sheet metal basics, specifically sheet metal hemming, its types, techniques, applications, and its benefits in sheet metal fabrication.
Techniques For Sheet Metal Hemming
There are two techniques commonly used for hemming metal parts. These include;
Die Hemming Process

Die hemmed metal bars
The die hemming is most appropriate for forming operations. It involves frequent tool use and many parts formed in a single attempt. It uses a die and press to bend the flange in the length of the pipe. The hemming is typically performed in the forming stage, while the flange is hemmed through a hemming tool after drawing and trimming. There are also several operations in the process of hemming the formed flange, which may also depend on the opening angles of the flange. This method is useful for creating flat and relatively simple design panels.
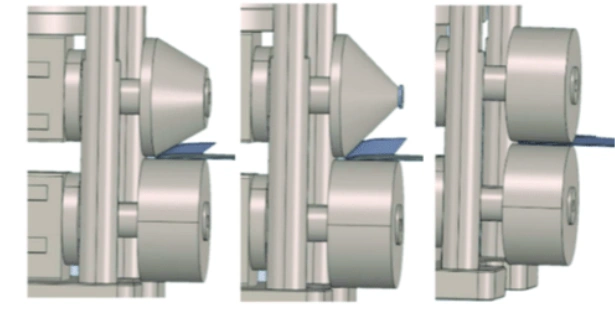
Roller Hemming Process

Roller hemming
The roll or roller hemming process uses a hemming roller controlled by an industrial robot. This setup also increases efficiency because it allows for the correct bending of the sheet metal edges. Furthermore, it can classified into pre-hemming and the last hemming stages, and increments to the required angle
However, the operation cycle time is relatively longer, and the metal sheet orientation can be changed to decrease the travel of the hemming roller. This technique is advantageous for medium to large production batches. However, the tools used in roller hemming are relatively cheaper than those used in die hemming. However, its cycle times are usually longer than those of die hemming.
How to Make a Hem on Sheet Metal?
As mentioned, metal hemming is a step-wise process that culminates in a double-layered edge.
Step 1: Edge Preparation for a Clean Surface
The hemming process must start with the preparation of the metal surface. Any dirt or contaminant that can interfere with the process is removed.
Step 2: Pre-hemming to Start
After cleaning the surface of all dirt, the sheet metal is subjected to pre-hemming. This is where the machinist forms the initial bend on the sheet metal. The bend of about 145 degrees creates the initial size of the hem.
Step 3: The Main Hem Formation Step
The preformed bend can now be completed to create the predetermined hem. Depending on the hem type, different tools such as hemming rollers, presses, and CNC machines are used for completion.
Hemming tool
Step 4: Smoothing and Finishing to Complete
With the sheet metal hem now formed, the machinist smoothens and finishes the edge. A machine that applies a balanced force, say a press brake, is used for this process. The purpose of this step is to flatten and refine the hem edge as specified in the design.
Step 5: Quality Control and Precision
Quality control and precision are a central part of the entire process. The metal fabrication process is incomplete if it doesn’t maintain the correct hem gauge.
Apart from helping us meet industry standards, the hem gauge is key to preventing sheet metal cracking. Overall, prioritizing quality control and precision enhances part durability and saves costs.
Try Prolean Now!
Common Hem Types In Sheet Metal Machining
Some common hem types include;
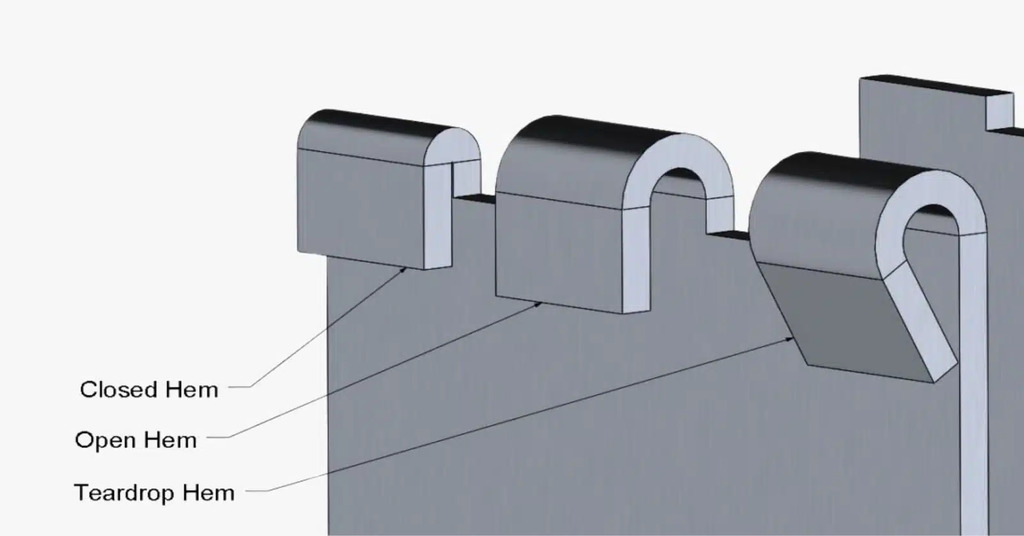
Common hem types
Closed Hem
Closed Hem
An open hem is not the same as a closed or crushed hem in that although it is pressed flat, there is a small gap left in the fold. These hems are popular because they are easy to make: the sheet metal is bent along a specific plane of the sheet metal. However, one must consider that this method also has material disadvantages. Closed hems are most effective where the thickness of the fabric is between 0. 040” and . 125”, as it is clear that materials with more thickness are more likely to crack than those with less thickness, which is what the formula is trying to achieve. The hem is created by wrapping the sheet metal around the tube to a 145-degree angle and using a press brake tool. It is important to note that closed hems are typically not advised for aluminium because this material is highly susceptible to cracking and breaking.
Teardrop Hem
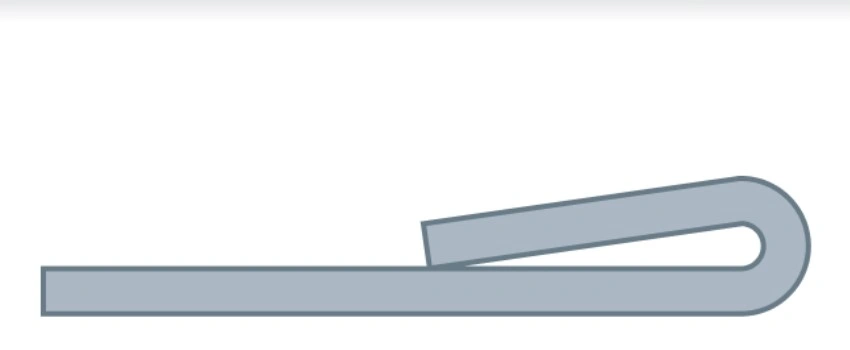
Teardrop Hem
A teardrop hem is created when the flange is bent over 180 degrees. It is helpful in materials that cannot be closed by hems. A teardrop hem is typically considered appropriate for aluminum sheet metal fabrication and other fragile soft metals like stainless steel sheet metal fabrication projects since it offers the required reinforcement without adding extra weight to parts.
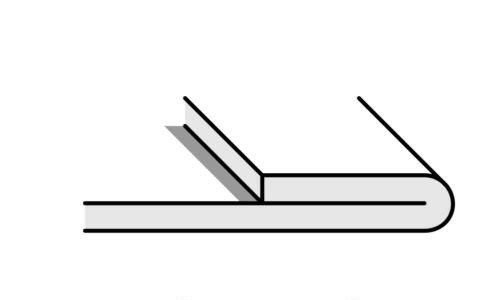
Open Hem
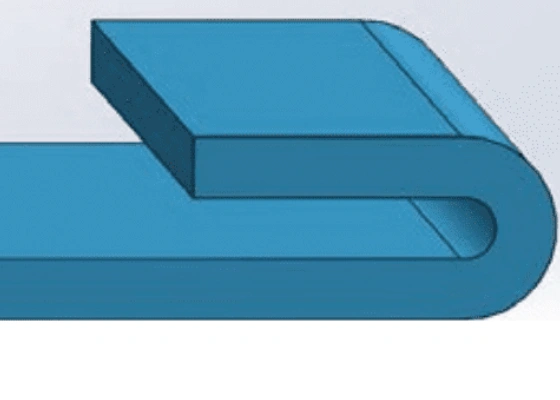
Open hem
An open hem has a curved edge on the outside and a depression in the middle of the curve; therefore, it is appropriate for handles and other parts that come into contact with people. The open hems are most suitable when the fabric density is between. 040” and . 125” and must be of a flat length no less than four times the thickness of the material used. The metal is bent to 145 degrees, and a shim is placed under the material and then pressed to make an open hem. Open hems are typical of small sizes, for example, 060”, 090”, 125”, 187”, and 250”.
Rolled Hem
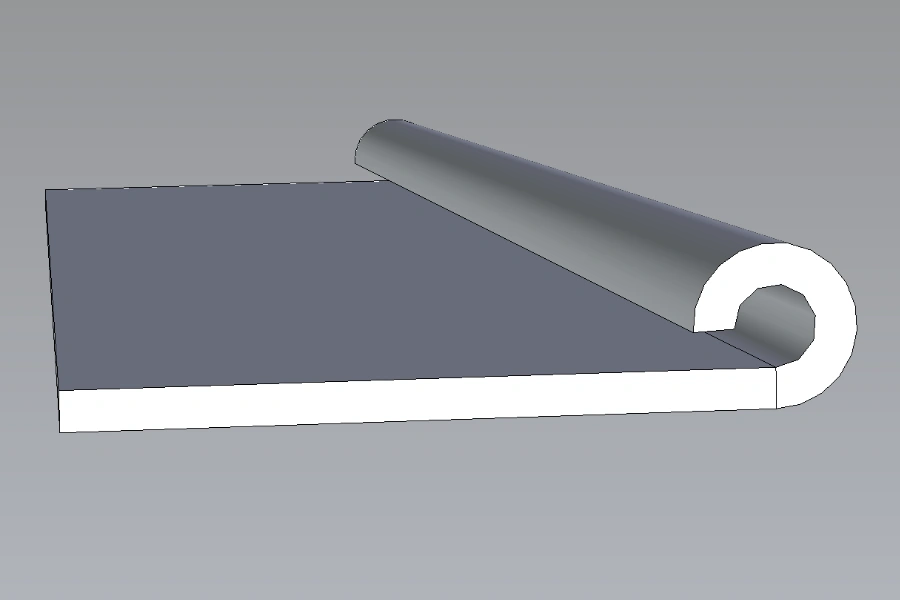
Rolled Hem
The rolled hem is designed to minimize the exposed edges on sheet metal parts and make them safe. Similar to the rolled hem, this type of hem is used mainly for the edges of doors. The primary application of rolled hem is to eliminate sharp edges on parts so that they have delicate appeal and a safe touch.
Tips for Fine Quality Hemming
Here are general tips for getting required hems on sheet metals;
- Choose the Right Material
- Select a material that cannot be bent easily but can be shaped easily, such as aluminium.
- Avoid using materials that do not flex, such as cast iron, is also important.
- Sheets thicker than 0. 125 inches are more delicate and prone to cracking, so they must be handled carefully.
- Measure Edges Carefully
- The folded edge must be equal to thickness and have similar curvature.
- For open hems, the bent part should be 4 times the thickness of the metal used for hemming.
- For closed hems, the bent part should be the same as the thickness of the material used.
- Use appropriate Tools
- For small bends, the use of a press brake can be optimal.
- Use a hemming roller for more complex and sophisticated bends.
- Bend Gradually
- Bend the metal into two stages: Firstly, in a V-shape, then fold and flatten it.
- It’s optimally used to control pressure and eliminate distortion problems in parts.
Cons of Sheet Metal Hemming
High Aesthetic Value
Sheet metal subjected to quality hemming has smoother, more rounded hemming edges that are easier to finish. The result is a more beautiful and appealing appearance. This element is instrumental in cars and many other products that lay a significant premium on appearance.
Enhanced Structural Integrity
Sheet metal parts are much stronger and structurally functionaluseful with hemming edges. Consider this fact: Folding a sheet metal part doubles its thickness at that point and also increases strength, especially for assembly.
Hemming for stronger structures
The sheet metal can withstand more stress and load at the hemmed edge. Consequently, hemming makes products appealing for applications requiring higher structural resilience.
Improved Corrosion and Wear Resistance
The resulting folded hemming edges of sheet metal are more hidden from elements that cause wear and corrosion. Therefore, sheet metal hemming can minimize corrosion and wear on sheet metal surfaces.
If these are the benefits you have been searching for in sheet metal parts, Prolean Tech uses the best options of the hem tool sheet metal. Call us today to start the transformation of your business.
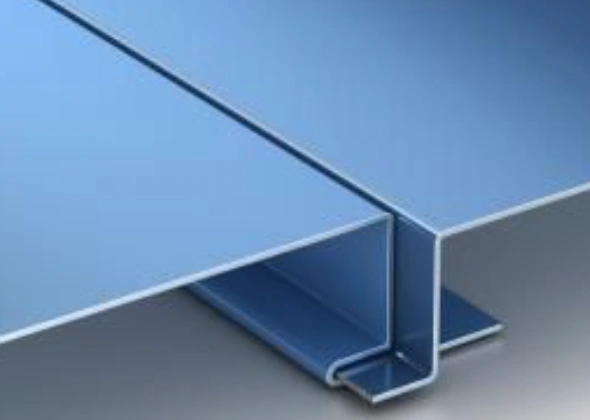
Sheet Metal Jogging Vs. Sheet Metal Hemming
The main difference is that sheet metal hemming is a 180-degree fold, and some hems are sealed, meaning there is no inside radius. If the radius is more significant than zero, then the cross-section of a hem can be described as a figure resembling the letter U.
On the other hand, sheet metal jogging involves two symmetrical bends placed side by side to create a mild Z offset. The thickness of the material used is the same as that of the channel formed, thus a close fit.
Sheet Metal Hem Vs Seam
Hemming is a process in which a metal edge is curved to make it smooth and strong. It is applied to strengthen seams, protect sharp edges, and enhance the look of garments.
Conversely, seaming is applied in the food packaging sector, amusement park vehicles, and the automotive industry. Hemming and seaming are similar in that they both entail sharp bending followed by flattening with a flattening die. However, seaming is often heavier between hem and seam as the materials are usually thicker in tonnage.
Try Prolean Now!
What are the Common Applications of Sheet Metal Hemming? The Options for You
You can use hemming in many applications, from the automotive industry to structural projects. Prolean Tech is here to make it successful regardless of your industry.
The applicable areas for hemming that we can offer our superior metal hemming services include the following:
Automotive Industry
Edged parts in the automotive industry often incorporate hemming. Talk of hoods, roofs, and doors. Smoothening the edges of these items using this technique shows a difference.
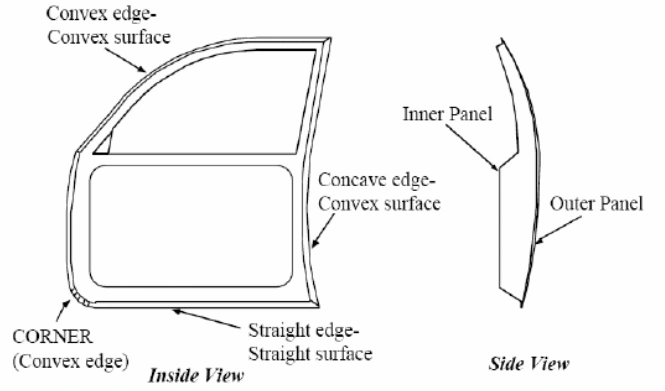
Hemming for car door
Of course, the hem flanges make the cars more visually appealing by nicely connecting the outer and inner planes. Beyond that, sheet hemming adds structural strength and durability to the parts.
Appliance and HVAC Industry
Hemming is preferred to remove sharp edges and form perfect seals in appliances and HVAC products. Smooth edges are crucial for the safety of users and to enhance aesthetics.

Hemmed edges HVAC unit
Construction Industry
In the same way, professionals in the construction industry widely use metal hemming to give their products an appealing and professional look. Sheet metal frames and supports often incorporate these features for multiple functions.

Hemming in sheet metal for roof and gutter system
Aerospace Industry
The aerospace industry is another popular destination for our hemming products.
The technique is used in aircraft sections undergoing tough operating conditions. Examples are doors, interior panels, engine nacelles, and fuselage panels.

A hemmed edge for aircraft
There are so many other applications for sheet metal hemming; we would be excited to discuss the options with you. Inquire now about our sheet metal bending services, and we will jump into action immediately.
Key Takeaways
In conclusion, this article clearly explains the sheet metal hemming process and all its possible aspects. You should now know about various types of hem, the techniques producers employ to develop hems on sheet metal edges, and how to select the best one for your metal components.
For more details, please contact our professional engineers and technicians at Prolean for expert assistance. Our services include sheet metal bending, stamping, forming, and hemming for your individual project needs. Do not hesitate to contact us for any of your sheet metal service or sheet metal fabrication requirements.
FAQs
Q1. What thickness metal parts are suitable for hemming bends?
Hemming is typically appropriate for parts with thicknesses in the range of 0. 040″ to 0. 125″. For open hems, the return length of the hem is typically about 4 times the thickness of the metal. Whereas, for closed hems, this length is about 6 times the metal thickness. Hence, a hem’s maximum size is usually approximately 0. 75’’.
Q2. What is the preferable length of a hem on sheet metal?
For open hems, The preferred hem length should be between 0 and 2mm. 16 to 0. It ranges from 5 inches and may vary depending on the sheet metal thickness. Closed hems generally have suggested heights ranging between 0. 24 and 0. 75 inches.
Q3. Is it expensive to hem sheet metal parts?
Sheet metal hemming is more cost-effective than other forming techniques like metal forging, casting, and stamping because it requires no tooling. The cost generally depends upon part complexity, material type used, and thickness required.


0 Comments