Thread machining is a critical process in manufacturing. A thread tap is used to create threaded holes in metal fasteners. This process is fundamental in industries like automotive vehicles, structural parts and medical devices, where creating secure, compact, and easy-to-transport parts is concerned. Therefore, choosing the right thread tap for your project is key to achieving the best results in the context of the part’s optimal fits. In this article, we’ll walk you through what a thread tap is, how it’s used in threading, and what to consider when selecting the perfect tap for your needs.
What is a Thread Tap?
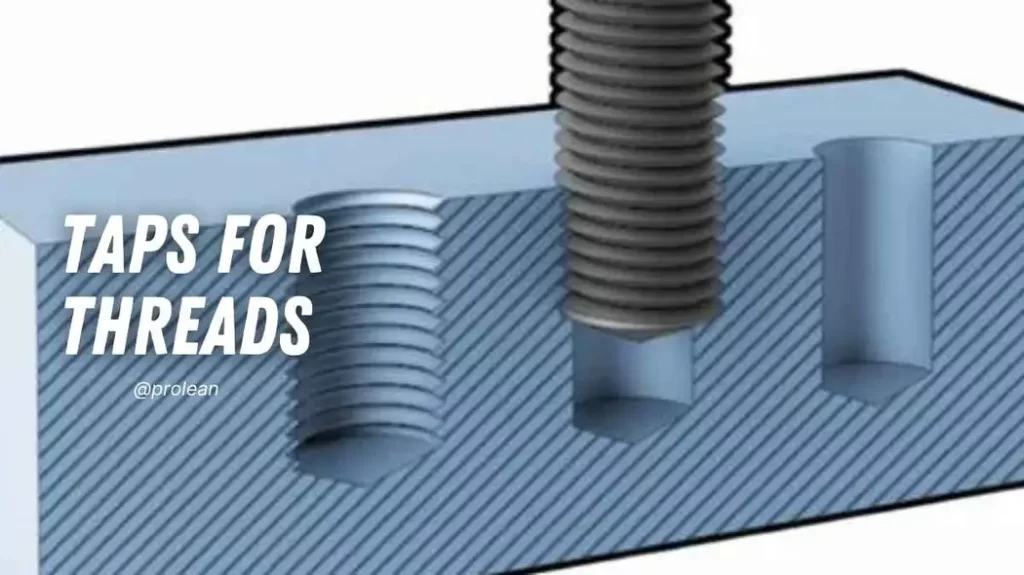
Thread Tap
Taps are cutting tools used to create internal threads (also known as “tapping”) in a hole. This allows fasteners like screws or bolts to be screwed into the material. A thread tap is a notable cnc machining tool for creating precise threads for part fixation purposes in manufacturing operations.
These pivotal tools feature three main types of taps: hand taps, machine taps, and spiral taps. The taps belong to distinct categories that purposefully serve particular tasks. For instance, they can create material threads or run according to specific operation requirements, such as fast or hand-driven processes.
A successful thread-making process depends on selecting the appropriate tap tool. The choice of tap depends on the material, required thread pitch, and finish quality, which ensures proper thread functionality.
Taps for Cutting Threads: Types and Uses
As mentioned earlier, taps function as special tools which create internal threads inside holes so that bolts and screws can quickly secure themselves. The range of tap types fulfils different threading requirements with corresponding cutting mechanisms. The following list presents the principal taps for threading in manufacturing and their unique application characteristics.
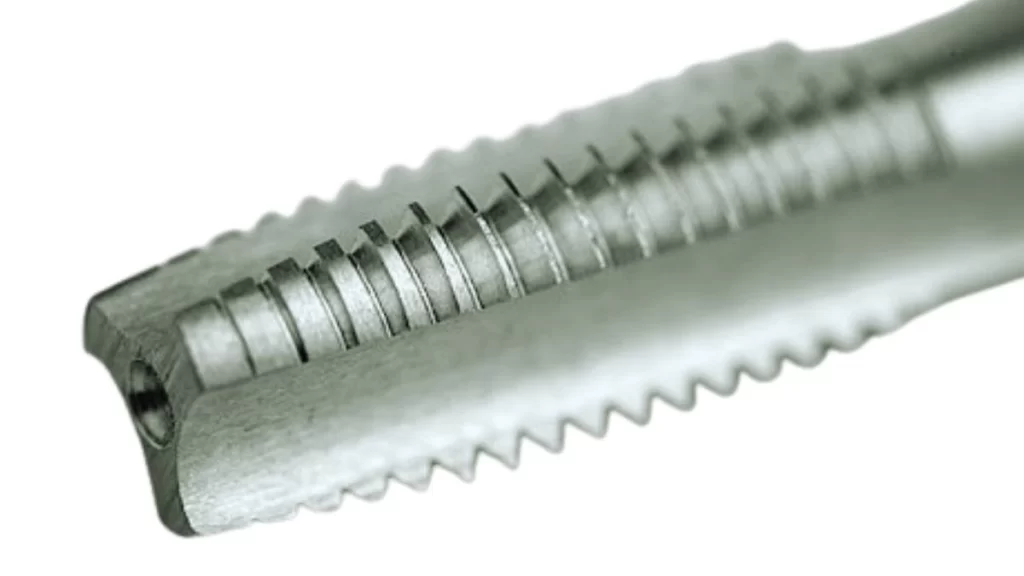
Taper Tap

Taper Tap Displayed
Taper taps are the initial tool for creating internal threads in hidden cavities. This tool starts cutting with 8-10 thread chamfers below the full cutting diameter to generate a gentle threading effect. Bottoming taps do not work well enough to reach the base of the hole, so different tap types are needed to complete the deep threading process.
Plug Tap

Plug Tap
Plug taps function for deep threading purposes and run immediately after conducting taper tap operations. These taps perform more vigorously thread cutting because they have 3-5 thread chamfers just ahead of their full diameter. Plug taps are efficient in achieving correct depths for metric threads in drilled holes.
Bottoming Tap

Bottoming Tap
The final threading operation for bottoming taps consists of one to two thread chamfer sections with complete non-joining of the hole passageway. Bottoming taps are designed to complete threading operations while guaranteeing their complete penetration into the bottom of threaded holes.
Master Tap
Master Tap
Master taps are similar to taper taps but designed explicitly with additional cutting edges. For instance, they typically feature more flutes, which improve their performance when working with more challenging materials. The additional thread-cutting edges on these taps enable their use when working with hard materials. Master taps create exact and spotless threads, which makes them necessary for demanding precision tasks.
Gas Tap

Gas Tap
Gas taps are exclusively used for cutting threads in pipes, particularly for gas pipe fittings, such as BSPT or NPT threads, which are commonly used in hydraulic systems. The mill produces effective thread cuts in specified applications because it works for cylindrical and conical holes and possesses 1-2 thread chamfers.
Machine Tap

Machine Tap
When paired with automated tap-drilling machines, machine taps minimizes the chances of damaging the workpiece and the tap itself. These taps serve industrial mass production facilities to lower human participation or manual intervention and improve operational speed without compromising thread quality standards.
Machine Screw Tap

Machine Screw Tap
Machine screw taps serve either manual or tap-drilling machine applications for producing threaded holes. These taps entail 2-4 thread chamfers, making them suitable for repairing or rethreading operations where exactness is unnecessary. Additionally, these tools work effectively in all types of standard maintenance operations.
Extension Tap

Extension Tap
Because of their extended shank length, extension taps offer better access to hard-to-reach holes and are similar to hand taps. They work exceptionally well to reach confined hole locations, including pulley hubs that standard taps cannot access.
Bend Shank Tap

Bend Shank Taps
The handle design on bend shank taps extends directly from the tang to provide continuous thread-tapping functions. The machine design allows continuous tapping operation without interruptions to position the equipment, which enhances production efficiency.
Stay Bolt Tap

Stay Bolt Tap
The measurement of stay bolt taps used in locomotive manufacturing ranges between 15 and 20 inches because these tooling devices are designed to make threads for stay bolts. These taps have been engineered to handle big-sized holes within high-pressure boiler systems.
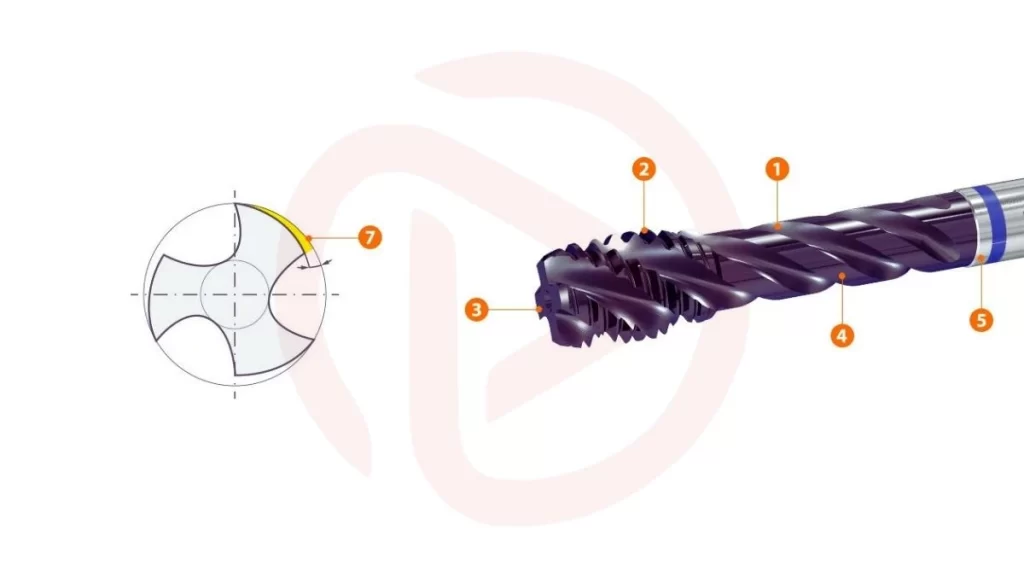
Spiral Fluted Tap

Spiral Fluted Tap
The spiral-shaped design of spiral-fluted taps refines chip removal efficiency due to their specific flutes. The tool provides excellent outcomes when threading softer metal materials, which generate shorter chip formations.
Fluteless Tap

Fluteless Tap
The design of fluteless taps eliminates standard flutes because they apply pressure deformation to create threads in soft metals. Fluteless taps provide quick cutting speeds yet produce excellent threads, but they only function effectively with soft materials.
The purpose of these tap types is to optimize threading operations by adapting to different materials and project requirements through particular design features. The right tool choice facilitates accurate and efficient thread-cutting operations in various working environments.
Tapping and Threading: Key Differences
Here’s a comparison between thread milling vs tapping, highlighting their key differences and best practices:
|
Needs |
Thread Milling |
Tapping |
|
Speed |
Low |
High |
|
Tool Life |
High |
Low |
|
Flexibility |
High |
Low |
|
Accuracy |
High |
High |
|
Small/Deep Threads |
No |
Yes |
|
Large/Custom Threads |
Yes |
No |
|
Thread Fit |
Yes |
Yes |
|
Thread Quality |
High |
High |
|
Chip Control |
High |
Low |
|
Cost |
High |
Low |
Best Practices for Thread Milling:
- Select a tool geometry appropriate for the thread dimensions and work material for maximum operational excellence.
- Use optimum feed rates and cutting speeds. It helps you improve cutting productivity without harming tools.
- Using cutting fluid/coolant helps prevent excessive heat formation. This leads to longer tool durations during thread milling operations.
- The threading quality depends on regular inspections of tools to detect wear before replacing them with new parts.
- Last but not least, an accurate machine setup and alignment will help you eliminate errors in threading work.
Best Tips for Tapping:
- Choose a tap that matches the material specifications and thread requirements.
- Tapping fluid will help remove chips while giving a smoother threading operation.
- Tapping operations should start after drilling the hole to the correct size to avoid threading misalignment.
- When dealing with deep threads, the process requires either a tapping machine or a drill press to generate accurate threads.
- Tap inspections should be scheduled along with replacements to protect the thread performance quality.
Significance of Threading Tapping Quality in Internal Threads
The quality level of threads determines the connection’s security. Very slight thread imperfections have the potential to produce complete failures. Threads with proper shape maintain reliable and tight attachment points. The load pressure distribution becomes even through consistent thread strength, leading to a longer lifespan.
Why is Thread Quality Crucial?
The proper quality of thread materials maintains fastener connections securely in place. Thread defects cause joint deterioration, which often results in end-product failure. Strong thread quality evens out the distribution of forces through these elements and decreases stress, resulting in highly durable parts.
Factors Affecting Thread Quality
The composition of materials determines the ease of thread formation. Stainless steel and other high-strength materials are more resistant to damage. The condition of tap tools plays a vital role because worn taps produce irregular threads. Proper speed and lubrication lead to smoother cuts.
Common Thread Defects and Their Consequences
A thread with rough surfaces increases friction and accelerates material wear. Threads that are either too large or too small in diameter cannot fit properly. Thread tearing usually happens due to excessive force and inadequate lubrication. Defective threads result in connections that become weak and unreliable.
How to Achieve High-Quality Internal Threads
Maintain sharp, high-quality taps for making precise threads. Moreover, keep the taps aligned right to produce straight and tidy thread cuts. The optimum speeds should be used in combination with lubrication. Last but not least, regular chip clearing will protect the thread’s integrity.
Threading Standards and Compliance
|
Standard |
Function |
|
ISO |
It sets global thread size and tolerance standards. |
|
ANSI |
It defines thread sizes and tolerances in North America. |
|
JIS |
JIS specifies thread dimensions for Japan. |
|
ASME |
It sets standards for mechanical threads in industries. |
|
DIN |
It provides thread size and tolerance standards and is particularly applicable in Germany. |
|
BSW |
It defines thread sizes and types in the U.K. |
Significance of ISO 2857 & ISO 5969 in Ensuring Thread Uniformity
CNC Tapping threads must comply with ISO 2857 to achieve uniform dimensions to specifications. The standard validates that all threads are manufactured according to exact requirements, producing a perfect match for every production. Their implementation minimizes possible errors and misalignments in your final manufactured product.
On the other side, ISO 5969 focuses on the strength and durability of thread profiles. Implementing this standard enables your threaded connections to maintain reliability and strength under operational stresses and pressures. Because of these requirements, threaded connections in harsh conditions must be highly durable for reliable performance.
Concluding Notes!
The thread tap is a must-have tool for producing exact internal threads that help install fasteners instead of bolts and nuts in specific applications. The manufacturing industry uses different tapping tools to drill holes, providing manufacturers with various threading approaches for specific part fabrication.
Prolean Tech has made cnc machining service easy and provides fast, reliable, and practical parts in the product design stage. Our expert team of engineers and machinists dedicates its skills to tapping methods, which deliver exact threading outcomes. We offer high-quality machined parts at affordable prices. Contact us today for any inquiries about threading work or for help with your threading tasks.
FAQ’s
Q1: What type of tap is best for starting threads?
A starter tap or taper tap is best for beginning threads. It helps create a clean, accurate initial cut. These are typically used for blind or through holes and are often used in softer materials.
Q2: How do I choose between thread milling and tapping?
Thread milling is ideal for more prominent, complex threads. While tapping is efficient for more straightforward, smaller threads, especially in materials that are easy to tap, like aluminum or mild steel.
Q3: How do ISO standards impact thread quality?
ISO standards allow you to achieve thread dimensions, geometry, and tolerance across industries. These standards help maintain high-quality manufacturing of threaded parts and minimizes defects or failures.
Q4: Can taps be reused, and how should they be maintained?
Yes, taps can be reused if properly maintained. Regular cleaning and sharpening allow you to keep them free of wear or damage, which can extend their life during multiple uses.


Hello to every body, it’s my first go to see of this blog; this
weblog carries awesome and truly fine stuff for readers regarding CNC and Injection Molding.
Thanks jermine!