Tapped Hole vs Threaded Hole
Tapped Hole vs Threaded Hole is a key concept in CNC machining, screw machining, and hole tapping. Knowing the difference helps engineers choose the right method for strong, reliable threads. Tapped holes create internal threads with a tap, while threaded holes can be made internally or externally using thread milling or other threading techniques.
At ProleanTech, we specialize in custom CNC machining and precise CNC drilling for tapped holes, threaded holes, and high-quality fastener connections. Our expertise ensures accuracy, durability, and efficiency in every project.
This guide explains tapped holes vs threaded holes, their processes, and applications, helping you make smart design and manufacturing choices.
An Overview of Tapped Hole vs Threaded Hole
What is a Tapped Hole?
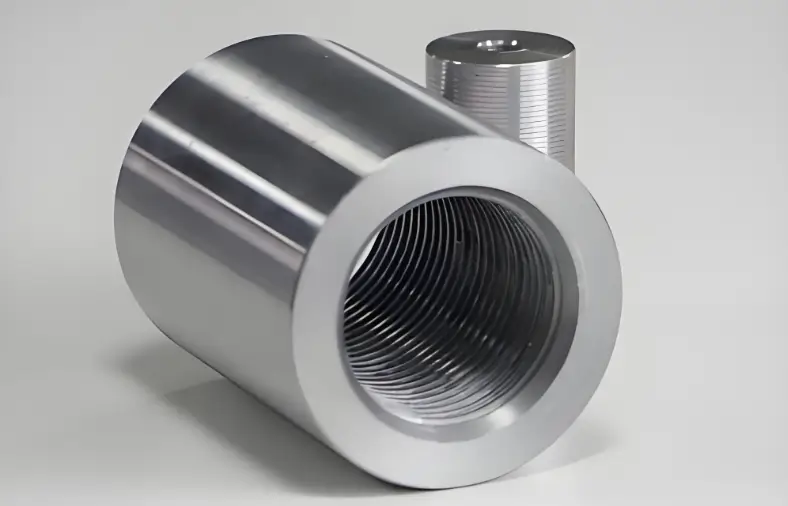
Tapped Hole Close-Up View
A tapped hole is a type of threaded hole. It is created with a tap. The tools consist of a rod with sharp edges that cuts into the hole’s sidewalls. The tool forms spiral grooves (threads) as it removes material. Hole tapping is fast, accurate, and one of the most common processes in CNC machining.
Drill Size Formula for ANSI Threads:
Tap Drill ≈ Major Diameter − Pitch
Choose the next largest drill size for tapping. For example, if the calculated size is 0.720”, pick 3/4″(0.750”).
After drilling, the tap forms threads inside the hole. Taps resemble drill bits and come in types like hand taps, power taps, tapered taps, extension taps, and specialty taps.
Each tap is marked with:
- Nominal Size (Threads/Inch) – thread concentration
- Nominal Size – TPI (Threads Per Inch) for imperial, or Pitch (mm per thread) for metric.
- Thread Form Designation – thread family (UNC, UNF, ACME, etc.)
- Material – usually carbide
- Material – usually high-speed steel (HSS) or powder-metal HSS; solid carbide is less common
- Pitch Diameter Tolerance – code for precision
This ensures proper thread fit for screws and bolts in CNC machining and hole tapping.
What is a Thread Hole?
Threaded holes have internal threads made by taps, thread mills, or threaded inserts. In engineering, fixed components are incomplete without threaded holes. For speed and precision, threading is added in the CNC machining process. It is often one of the last steps, especially when threaded inserts are used.

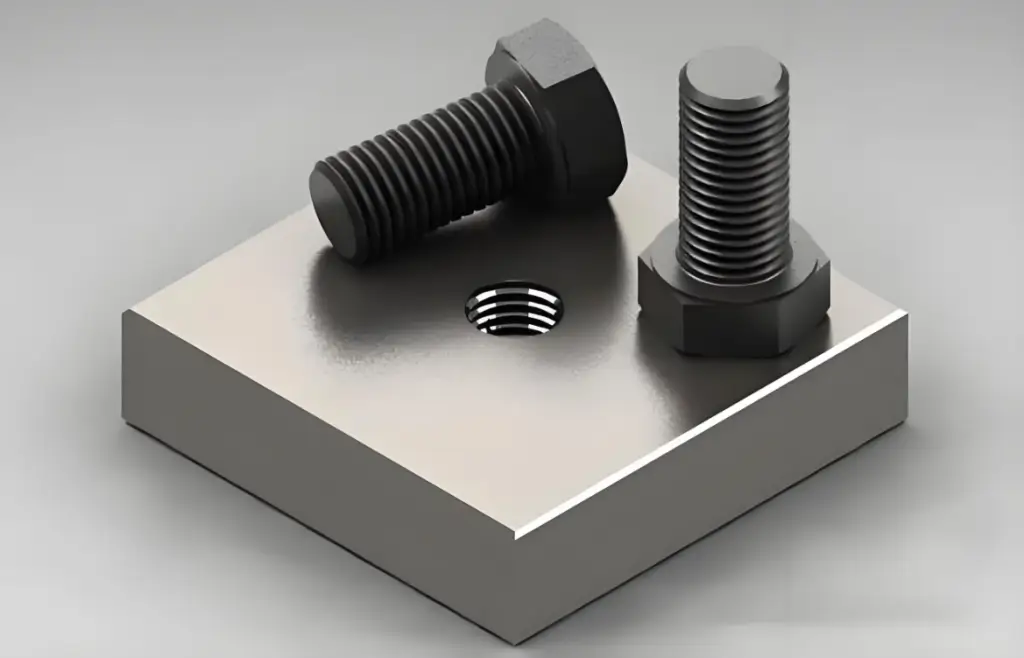
Internal vs External Thread
Threading on a screw or bolt starts at the engagement point and continues along the shank, or unthreaded part, of the fastener. Thread milling or tapping creates tapped holes to form internal threads, while external threads on rods or bolts are produced using a die, thread milling, thread rolling, or single-point threading on a CNC lathe. Threaded fasteners transform rotational force (torque) into linear force, making them essential for securing components in assemblies. Think of it like an Archimedes screw; rotational motion creates useful displacement or force.
Pro-Tip: When designing fasteners, consider using off-the-shelf options. If you need custom threads, rely on threading calculations and fastener design formulas to ensure precision. Proper design helps prevent stripped threads in tapped holes and ensures reliable screw machining in your CNC machining process.
In simple terms, a tapped hole is one form of a threaded hole, but not every threaded hole is tapped. With Prolean’s custom CNC machining services, it’s easy to specify the number of threads in a part. This ensures accurate cost estimates and clear communication of requirements to the machine shop.
Tapping And Threading: How Are They Different?
Threaded Hole Vs Tapped Hole
The main difference between a tapped hole vs threaded hole lies in the tool and process. Tapped holes are created by hole tapping with a tap tool, while threaded holes can also be produced using a die tool for external threads. In modern CNC machining processes, both tapping and threading are used depending on part requirements.
ProleanTech works with many types of threads and threading processes. We create unique parts using standard UN, metric threads, or custom thread shapes. Both tapping and threading form threads, but they are not the same.
To make the differences clearer, here’s a quick comparison table:
| Feature | Tapped Hole | Threaded Hole (via Insert/Drill) |
| Process | Threads cut directly into the base material | Threads formed with inserts or after drilling |
| Strength | Limited by base material strength | Can be stronger with steel/HeliCoil inserts |
| Applications | Lightweight parts, softer materials | Aerospace, automotive, robotics, heavy loads |
| Cost/Time | Lower cost, quicker | Higher cost, adds a machining step |
| Repairability | Harder to repair once stripped | Easier to repair with inserts/retrofit |
The biggest confusion is between a tapped hole vs threaded hole. Let’s look at their similarities and differences.
Strength & Durability in Engineering Holes
When comparing different types of holes in engineering, tapped holes are threaded holes; strength depends on material, thread engagement, threading method, and use of inserts.
Threaded holes are generally stronger and more durable, making them suitable for high-stress applications. Tapped holes are reliable but not as strong as threaded holes under heavy loads.
Precision in Tapping vs Threading
Tapping ensures high precision for internal threads, which is especially useful in small or intricate designs. In contrast, threading external features depends heavily on the quality of the equipment used, making precision variable.

Types of Machine Taps for Thread Cutting
Quality Standards for Holes
Both tapped holes and threaded holes require strict quality control. However, Thread tolerances follow standard classes (UN/ISO) regardless of method; tapped holes adhere to the same standards.
Threaded holes often demand tighter standards because of the complexity of the threading method used in production.
Speed of Hole Creation
When it comes to speed, tapping is faster for creating internal threads. Threading with dies or thread milling takes longer but offers more flexibility for different profiles. With automated CNC drilling, threading can become much faster, especially in high-volume production.
Efficiency in the CNC Machining Process
For large-scale operations, threading machines are more efficient. A single threading tool can produce internal threads for holes of different sizes, saving setup time. Using a forming tap can further improve efficiency in softer materials where smooth cutting is required.
Tapped Holes vs Threaded Holes: Cost Comparison
Tapping usually has a low tooling cost but requires one tap per size and pitch. The ability for a single tool to handle multiple sizes applies to single-point or thread-milling tools, not to threaded holes as a category.
Threaded holes generally incur lower tooling costs because one tool can handle multiple sizes. On the other hand, tapping requires a separate tool for each size and pitch, which increases lead cost in production.
Material Suitability
Form taps work best in ductile (softer) metals, while cut taps are versatile. Hard alloys often favor thread milling for better chip control and reduced breakage risk.
Tapping is more effective for harder materials like steel, where screws need secure internal threads. Threading is more common in softer or ductile materials, where flexibility and speed are essential.
Applications in Industry
Tapped holes are widely used in smaller or removable fastener applications. Threaded holes, however, are essential in complex or permanent connections found in construction, robotics, aerospace, and other critical mechanical systems.
What Are the Similarities Between Tapped and Threaded Holes?
Internal Threads for Fastening
Both a tapped hole and a threaded hole include internal threads that secure a fastener. These threads allow a bolt, screw, or nut to hold firmly inside the material.
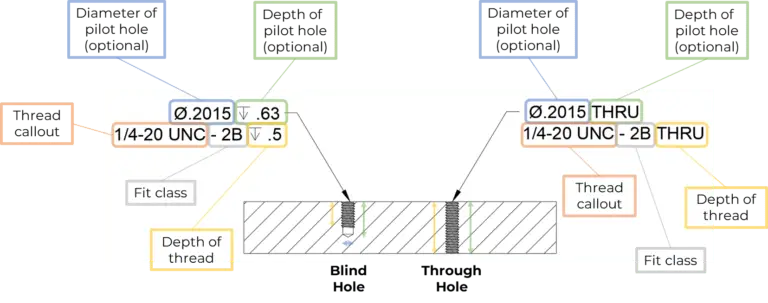
Through Holes and Blind Holes

Tapping Threads in Metal
Both methods can create through holes or blind holes. A blind tapped hole stops partway through the material, while a through hole passes completely.
Range of Thread Sizes
Tapped holes and threaded holes come in a variety of thread sizes to fit different engineering applications. This flexibility is essential in the CNC machining process for custom parts.
Use in Metals and Machinery
When working with metal components and machine screws that cannot cut their own threads, hole tapping or threaded hole creation is required. Metal provides greater strength than wood, so fasteners must rely on threaded grooves for grip.
Secure Grip and Strength
Both tapped holes and threaded holes enhance fastening strength by providing additional grip. This ensures screws, bolts, and nuts remain secure, even under stress.
Try Prolean Now!
What Are the Limitations of Tapping Compared to Threading?
- Thread Type: Only for internal threads; external threads require dies or other threading tools.
- Thread Variety: Each tap is fixed to a specific size and pitch; no flexibility for custom forms. Thread milling is better for special profiles.
- Tool Breakage: Taps break easily; removal is difficult and may scrap the part.
- Blind Hole Depth: Tapered taps can’t reach the full depth of a blind hole; thread milling works better.
- Material Challenges: Hard steels wear taps quickly, while ductile metals can cause sticking or gumming.
Tapping and Threading: Processes Compared
CNC Machining Process for Tapped Hole vs Threaded Hole

CNC Thread Machining Tool
The CNC machining process is one of the most accurate and reliable methods for creating both tapped holes and threaded holes in metals, plastics, and composites.
In tapped holes, the method begins with CNC drilling to the correct diameter, followed by hole tapping using a tapping tool. This produces precise internal threads, ensuring a secure fit for screws and bolts.
For a threaded hole, CNC methods include tapping and threading or advanced operations like thread milling and thread drilling. In many cases, thread milling vs tapping is compared, with thread milling offering higher accuracy, flexibility in thread profiles, and better results in larger or more complex holes.
Threaded hole design in CNC Machining
Modern custom CNC machining provides flexibility for creating blind hole and through-hole designs. With high-speed screw machining, thread drilling, and thread milling, manufacturers can achieve accurate, repeatable threads while maintaining strength and durability.
Injection Molding for Threaded Holes
In contrast to CNC machining, injection molding is used for large-scale production of plastic and composite parts with threaded holes. This process is common in types of holes in engineering where threaded inserts are required.
- Insert Molding: A pre-formed threaded metal insert is placed inside the mold cavity before injection. This eliminates additional processes like hole tapping or thread drilling while ensuring strong, reliable threads.
- Direct Molding: Threads are formed directly in the molded part. While less precise than thread milling vs tapping, this approach is cost-effective for high-volume production where lightweight yet durable parts are needed.
Though not as precise as the CNC machining process, injection molding offers cost advantages in tapped hole vs threaded hole production for large runs.
Blind Holes vs Through Holes: Why Design Matters
Choosing between blind holes and through holes is about more than geometry. It impacts cost, manufacturability, and performance.
Blind Holes
A blind hole only goes partway through the material, unlike a through hole. Blind holes are ideal when you need hidden fasteners, maximum material strength, or sealed surfaces. These holes typically add 15-30% to machining cost due to specialized tooling, slower feed rates, and additional cycle time for depth control. In CNC drilling, blind holes require peck drilling cycles and precise depth control to avoid issues like breakthrough, thread stripping, or tool breakage.
For screw machining, minimum wall thicknesses are important. M3 screws need 5mm walls, M4 screws 6mm, and M5 screws 8mm. Corner locations or thin walls increase the risk of cracking during hole tapping. Maximum practical depth is usually 3-4× the hole diameter in aluminum or 2-3× in harder metals like stainless steel. Blind holes may trap chips and debris, requiring additional cleaning for electronics, medical devices, or precision assemblies.
Blind vs through threaded holes
Through Holes
Through holes go completely through the material from one side to the other. They are often chosen for lower cost, easier assembly access, and simpler inspection. CNC drilling for through holes is faster because continuous drilling cycles can be used with simpler programming. These holes eliminate issues with trapped debris and make inspection straightforward since the entire hole is visible. Through holes are ideal when the material is thin (less than 3mm), when frequent disassembly is needed, or when tool clearance is limited. They are also more practical for high-volume production where assembly speed and cost control are priorities.
Design Takeaways
- Use blind holes when hidden fasteners, sealed surfaces, or maximum material retention are required.
- Use through holes when cost, ease of assembly, or access from both sides is a priority.
- Stick to standard sizes to avoid additional costs: 2–12mm for holes, M2–M12 for threads.
- Custom CNC machining may be needed for non-standard threads or specialized blind holes.
Thread Engagement & Strength Guidelines (With Cheat Sheet)
Thread engagement is the number of threads that connect a screw with a tapped hole. Proper design ensures the screw breaks before the threads strip during assembly. For components with tapped holes, adjust the engagement length to meet this requirement. Standard guidelines for calculating thread engagement distance are summarized in Table 1.
Thread depth is a key CNC design decision. Too shallow causes stripped threads; too deep wastes machining time.
Engineering-Based Rules
Table 1General rule of thumb for thread engagement distance calculation:
| Material | Minimum thread engagement distance |
| Aluminum (soft alloys like 6061, 7075) | 2.0 to 2.5 x screw diameter |
| Steel (mild and alloy steels) | 1.0 to 1.5 x screw diameter |
| Plastics (ABS, Nylon, Delrin) | 2–3 × screw diameter |
| Beyond 3 × diameter | no extra strength (the screw will fail first) |
Real-World Builder Insights (Chief Delphi Forum)
In a robotics engineering discussion on the Chief Delphi forum, builders emphasized practical rules that match these engineering standards:
- “1D thread depth is the minimum I’d feel comfortable with.”
- “For #10 screws in aluminum, ¼″ engagement is a safe minimum.”
- “In aluminum I wouldn’t use less than 1× diameter; in steel you can get away with less.”
- “If the material is too thin (less than 1–2× diameter), switch to a nut or insert instead of tapping.”
This shows how shop-floor experience and design standards align.
Engagement Cheat Sheet
| Screw Size | Aluminum (1.5×D) | Steel (1×D) | Plastics (2–3×D) | Forum Insight |
| M3 / #4 | 4.5 mm | 3 mm | 6–9 mm | Use nut if <2×D material |
| M4 / #8 | 6 mm | 4 mm | 8–12 mm | Through-bolt + nut in vibration areas |
| M5 / #10 | 7.5 mm | 5 mm | 10–15 mm | Forum suggests ¼″ min in aluminum |
| M6 / ¼″ | 9 mm | 6 mm | 12–18 mm | 1D thread depth minimum |
| M8 / 5/16″ | 12 mm | 8 mm | 16–24 mm | Favor inserts if threads fail |
| M10 / ⅜″ | 15 mm | 10 mm | 20–30 mm | Heavy-duty, nut preferred if possible |
Why This Matters
- Too shallow → stripped threads at torque levels far below fastener strength.
- Correct engagement → screw reaches rated torque, joint stays secure, machining is efficient.
- Too deep → wasted machining effort and tool wear.
How ProleanTech Ensures Accuracy
At ProleanTech, we apply these engagement guidelines in every CNC drilling, tapping, and threading project. Our engineers check:
- Material type (aluminum vs steel vs plastics…)
- Thread engagement ratio for maximum strength without over-machining
- Use of threaded inserts or through-bolts in thin sections or high-vibration assemblies
This ensures your parts aren’t just machined to spec; they’re optimized for real-world performance, durability, and cost-efficiency.
Try Prolean Now!
How Do Tapping, Thread Milling, and Inserts Compare in Cost and Time?
Machinists often choose between tapping and thread milling to make threads in metal parts.
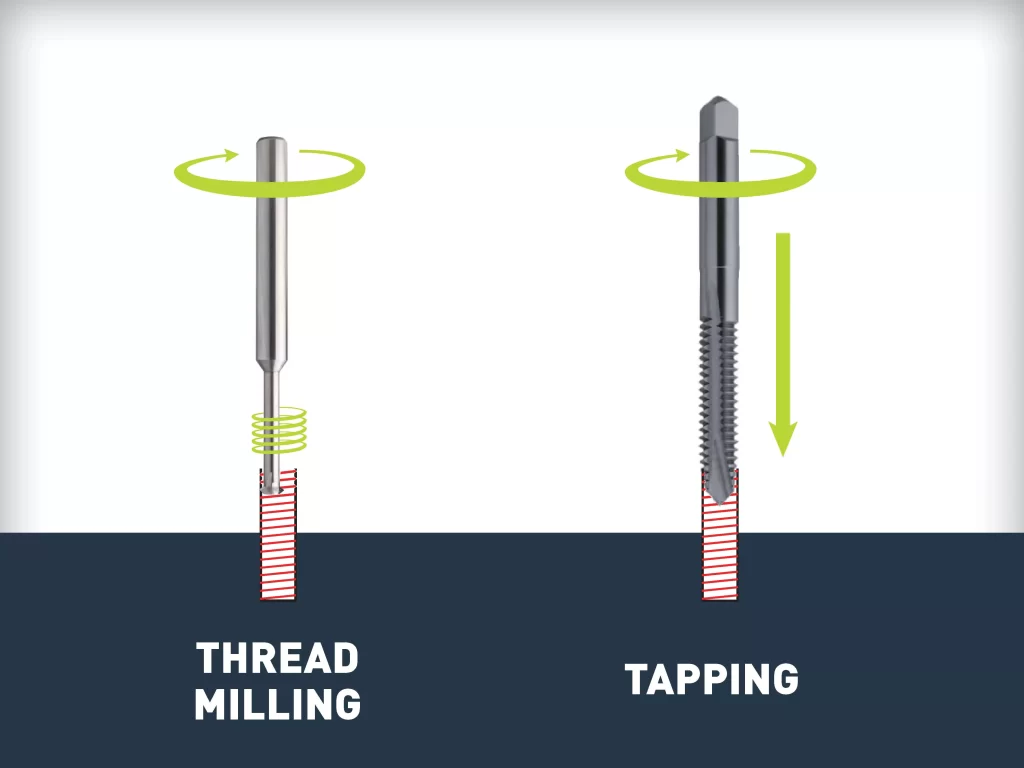
Using the right method can save both time and cost. Tapping is a tap shaped like a thread that cuts directly into the material as it spins. While thread milling is a rotating tool that moves in a helical path to create the thread.
It’s not just about strength. It also depends on cycle time, tool cost, and long-term performance. At ProleanTech, we weigh these factors in every project to give you the best mix of speed, cost, and durability.
Tapping: Fast & Economical
The quickest method for making threads is tapping. One feed in creates a full set. It works well for high-volume manufacturing in softer metals like mild steel or aluminum. It has the lowest tooling cost. The drawback is that taps vary in size. It can shatter in small holes or hard materials.
Thread Milling vs Tapping
ProleanTech’s Approach: To save time and money, we use tapping for mass-production runs like aluminum housings. Compared to thread milling, it reduces thread-making time by 30 to 40% on average.
Thread Milling: Flexible & Precise
Although thread milling is slower than tapping, it provides more accuracy and versatility. The tools cost more initially, but they last longer and can cut threads of various sizes. It works well for parts that need specific thread profiles, blind holes, and hard metals.
ProleanTech’s Approach: We recommend thread milling for high-value, medical, and aerospace components. Where precision and strength are important, even if thread milling takes more machining time.
Threaded Inserts: Durable but Costly
Threaded inserts are the most expensive and time-consuming. Because they need drilling, tapping, and placement. Hence, they provide the strongest threads and work well with thin walls, soft metal, and plastics.
ProleanTech’s Approach: We only employ inserts when required, typically in assemblies facing frequent maintenance, vibration, or repeated assembly cycles. It ensures thread strength and long-term dependability.
Here is a brief comparison of the speed, cost, and durability of inserts, tapping, and thread milling.
| Method | Cycle Time | Tooling Cost | Thread Quality & Durability | Best Applications | ProleanTech Recommendation |
| Tapping | Fastest (single plunge cut) | Lowest (cheap taps) | Good for standard use | High-volume runs, soft metals (aluminum, mild steel) | Best for large batches where speed and low cost matter |
| Thread Milling | Medium (helical path, slower than tapping) | Medium–High (special cutters) | Excellent accuracy & strength | Hard alloys, blind holes, custom threads | Use for aerospace, medical, and precision parts |
| Inserts | Slowest (drill, tap, then insert) | Highest (extra hardware + steps) | Superior strength & wear resistance | Plastics, thin walls, parts with repeated assembly | Ideal for parts under high wear, vibration, or frequent maintenance |
ProleanTech Real-World Example
One of our robotics clients initially requested threaded inserts for all #10 screws in aluminum brackets. While inserts boosted strength, they raised per-part costs by roughly 25% due to additional machining and consumables.
Our engineers assessed the design and suggested transitioning to direct tapping with a minimum ¼” thread engagement (as per standard and forum-backed norms).
Result:
- Saved 25% on production expenses.
- Reduced machining cycle time by 30% per component.
- Delivered the same durability as their competing robots.
This case demonstrates how ProleanTech’s team combines engineering requirements with cost efficiency. Ensures that clients receive dependable threads without overpaying.
Best Ways to Repair Stripped or Damaged Threads
Stripped or damaged threads are a common challenge in machining, especially in softer alloys like aluminum. Instead of scrapping a costly component, engineers often rely on thread repair inserts to restore strength and extend part life. This is an important part of the CNC machining process, where keeping tolerances tight matters as much as cycle time.
The three most widely used solutions are:
HeliCoil (Wire Inserts)
The most affordable and widely available option. HeliCoils recreate the original threaded hole size with minimal hole tapping. They’re a quick fix for standard repairs, but since they’re made of coiled wire, they provide less strength compared to solid inserts.
Repairing Damaged Threads
TIME-SERT (Solid Inserts)
A solid-body insert with synchronized inner and outer threads, making it ideal for high-stress conditions or blind holes. They deliver better durability and thread alignment than wire inserts, though they cost more. TIME-SERTs are often chosen in industries where tapped holes face repeated assembly or higher loads.
Keenserts (Keyed Inserts)
Heavy-duty inserts designed with locking keys for maximum vibration resistance. While they require more aggressive CNC drilling and larger tapping and threading, they offer unmatched strength. Their higher cost makes them best for critical applications like aerospace or defense.
Choosing the Right Solution
For everyday maintenance, HeliCoils are the go-to. But for demanding applications, where thread milling vs tapping decisions already affect cost and precision, TIME-SERTs and Keenserts provide superior reliability.
At ProleanTech, we integrate these repair methods into our custom CNC machining services, ensuring long-term performance even under tough conditions.
How to Prevent Errors in Screw Machining and Hole Tapping
- Wrong Choice of Tap: Using the wrong tap type or coating can result in tool wear and breakage. Select the appropriate tap based on material hardness and required thread type to ensure quality and longevity.
- Incorrect Hole Size: The hole must be correctly sized for the tap. A hole too small can cause stress and breakage, while one that’s too large will create weak threads. Follow precision drilling charts to avoid these issues.
- Lack of Proper Lubrication: Without sufficient lubrication, tapping can generate excessive heat, damaging the tool. Use the right tapping fluid to ensure smooth cutting and extend tool life.
- Tap Misalignment: Misalignment during tapping leads to uneven or damaged threads. Always ensure the tap is perpendicular to the workpiece and the workpiece is clamped properly.
- Inconsistent Torque Application: Too much or too little torque can break the tap or result in incomplete threads. Ensure controlled and consistent force during tapping to maintain thread quality.
- Failure to Remove Chips: Chip accumulation can jam the tap and lead to breakage. Use proper chip evacuation techniques, like using spiral flute taps or air cooling, to ensure continuous machining.
Industry Use Cases: Aerospace, Automotive, and Robotics
- In aerospace, solid inserts keep threads strong in high-stress parts.
- In automotive, HeliCoils quickly repaired tapped holes in aluminum blocks.
- In robotics, custom CNC machining delivers light, precise parts.
ProleanTech: We support all three industries with fast, durable, and precise machining solutions.
Custom CNC Machining for Threaded Features
Prolean provides a custom CNC machining service to engineers, product developers, and designers through its network of certified machine shops. Our highly skilled teams can produce any screw machining or threaded feature, simple or complex. Upload your CAD file to get a price, lead time, and design-for-manufacturability feedback on your projects.
We ensure quality through ISO-certified management systems and provide options for inspections, hardware traceability, and material certifications. Skilled machinists use CNC turning, milling, and routing machines to produce high-precision custom CNC machining parts from metals and plastics.
Whether you need small-batch production, prototypes, or high-volume runs, Prolean’s screw machining capabilities guarantee fast, reliable results while maintaining strict tolerances for your threaded features and custom CNC components.
Are you prepared to begin your next project? Get in touch with ProleanTech for custom CNC machining services for highly accurate solutions.
Conclusion
Tapped holes are a type of threaded hole, made with internal threads. Threaded holes can be internal. Choosing blind or through holes affects strength, cost, and assembly. Proper hole tapping, tool selection, lubrication, and torque improve durability. CNC machining and thread milling ensure precision and repeatability. Following best practices creates strong, reliable threads for aerospace, automotive, and electronics applications.
FAQs:
Is a tapped hole a threaded hole?
Yes. A tapped hole is a type of threaded hole created with internal threads to secure screws or bolts.
Is tapped the same as threaded?
Not exactly. Tapped holes are specifically internal threads, while threaded holes can be internal or external. This is key in tapped hole vs threaded hole comparisons.
Through hole vs tapped hole
- Through hole: goes completely through the material, may or may not be threaded.
- Tapped hole: drilled and threaded internally using hole tapping or thread milling vs tapping processes. Can be blind or through.
What is a threaded hole called?
A threaded hole is commonly called a tapped hole. Blind tapped holes stop before the material’s end, while through tapped holes extend completely.



0 Comments