Swiss Turned Parts Manufacturing
Swiss Turned Machining is designed for high-precision work, usually on small-diameter parts. It’s ideal when you need tight tolerances, deep features, and the same results across large production volumes. The machine setup gives you stability at the cut point. This is critical when you’re working with slender or complex geometries.
Moreover, tooling stays close to the guide bushing. This cuts down on deflection and keeps tolerances tight, even when machining parts under 10 millimetres in diameter or with deep axial cuts. If standard turning introduces chatter or drift, Swiss eliminates the issue.
This guide will walk you through the Swiss Screw turning operation, benefits, and parts it can make.
Where Swiss-Type Machining Fits in Modern Manufacturing?
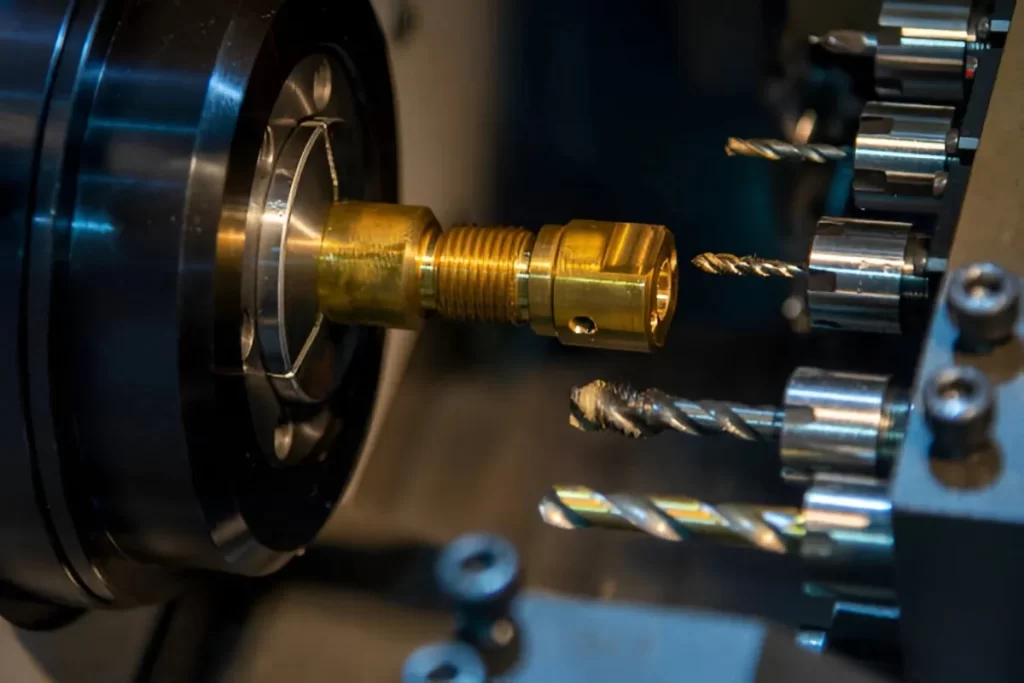
CNC Swiss Lathe Machining
swiss screw machining (also called Swiss turning or Swiss-type machining) is particularly designed for long, slender, and intricate parts with tight tolerances.
It can be precisely machined;
- Stainless Steel Alloys (303, 304, and 316)
- Titanium Alloys (Grade 2 and Grade 5 (Ti-6Al-4V)
- Copper Alloys (C145 (tellurium copper) and C360 (brass)
- Engineering Grade Thermoplastics (POM (Delrin or Acetal), PEEK, and Nylon 6/6)
- Anything that demands seamless finishes and repeatable dimensions.
Swiss turning is often used for making:
- Orthopedic & Surgical components
- Aerospace Precision Fittings
- Electrical and RF Connectors
- Fluid system parts with long bores or tight concentricity
CNC multi-axis Swiss turning parts control and live tooling allow part completion in a single pass. It also reduces secondary operations and handling and keeps the manufacturing cycle times minimal.
What Are Swiss Turned Parts?
Swiss Turned Machined Parts Displayed
Swiss turned components are precision-demanding and are produced on a Swiss-type lathe. These parts are typically small, intricate, and need tight tolerances. Swiss turning is a go-to choice for these accurate, long, and slender geometries.
Unlike standard lathes, Swiss machines support the bar stock near the cutting point. A sliding headstock feeds material through a guide bushing. This keeps the part stable during cutting operations. Moreover, the design reduces deflection and allows for clean, repeatable cuts.
Swiss precision turning uses a sliding headstock that continuously feeds bar stock through a guide bushing, maintaining support near the cutting point throughout the part length. This segmented movement increases control and shortens cycle times. It results in high-quality turned parts with minimal variation across runs.
How Swiss Turning Works?
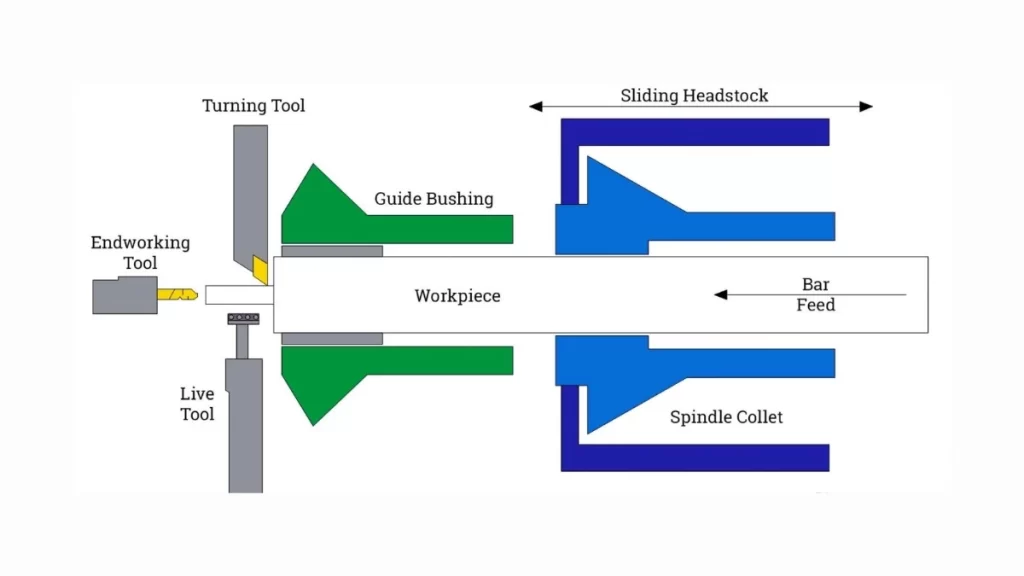
Swiss Turning Process Illustration
Swiss machines typically use multiple spindles. Its Main Spindle handles the bulk of operations.
A Secondary Spindle, placed behind the part, completes otherwise inaccessible features. This allows for full machining in a single setup.
The process minimizes manual intervention. As the part is cut off, the secondary spindle takes over the next pas. It can handle drilling, tapping, and final features. Once complete, the finished part is ejected automatically. So, no manual changeover is required between cycles.
The machining setup allows continuous production with minimal operator input. It also supports consistent part production, especially in large volume production runs. (Read more: Spline Shaft Machining)
Try Prolean Now!
Ideal Materials for Swiss Turned Components
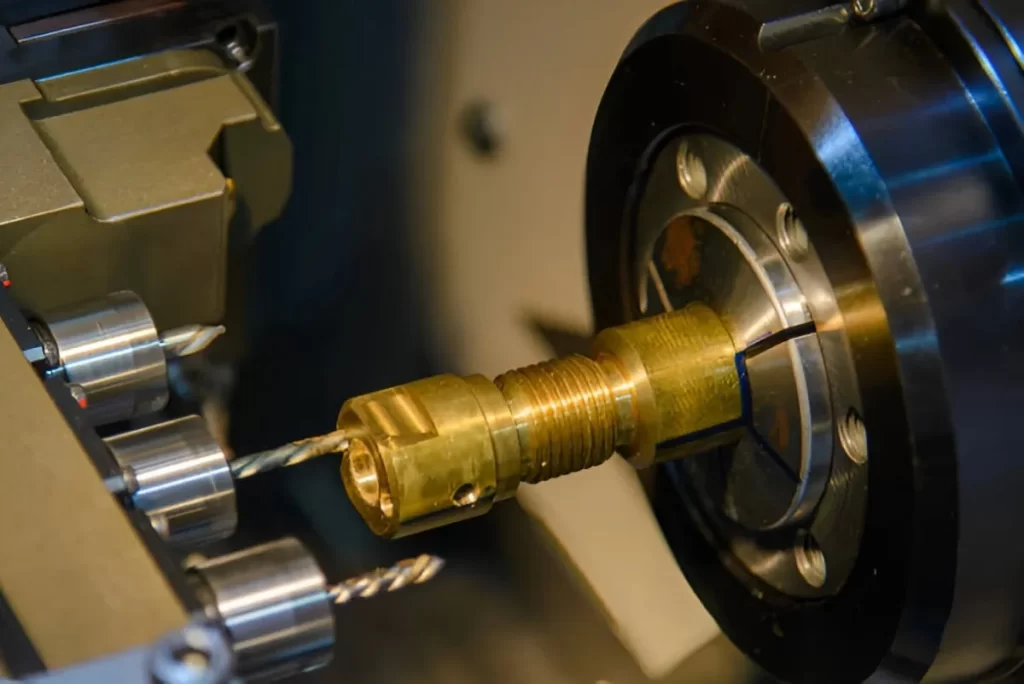
Brass Swiss CNC Machining
Swiss CNC machining works best with stable materials (including metals and plastics) that hold tight tolerances. These materials respond well to high-speed cutting. Here are materials commonly used for Swiss Turned Parts:

- Stainless steel: It can handle tight tolerances without warping. Also, it offers high strength and corrosion resistance. These features make it useful for Swiss turned medical components, aerospace parts, and industrial applications.
- Aluminum: It is lightweight and easy to form. It also delivers fast cycle times and sharp finishes. So, it is ideally used for components with complex features and tight deadlines.
- Brass: Brass is naturally stable and offers excellent machinability. It requires minimal tool pressure and provides uniform finishes, often without secondary processing.
- Copper: It provides high electrical and thermal conductivity. Its use is common in electronic and RF components.
- Carbon steel: This alloy type is strong and reliable under mechanical stress. So, it is suitable for structural parts that demand dimensional control and durability during high-speed machining.
- Nylon: It is a high-performance plastic that machines cleanly. It has good resistance and is often used in lightweight and non-metallic applications.
- Polycarbonate: Polycarbonate is tough, clear, and heat-resistant. It is selected when components require impact strength or electrical insulation.
Swiss Turned Parts Machining vs Conventional Lathes

CNC Lathe Machine Swiss Type
Swiss turning is applicable where speed, consistency, and short deadlines are concerned. On the other hand, in conventional turned machines, operators need to load and unload parts manually. It can produce high-precision components, but requires more control and care. Therefore, the advantages of Swiss turned part machining come down to part stability, cycle time, and final quality.
Headstock Movement
In Swiss turning, the bar stock moves along the cutting Z axis. The headstock feeds the material through a guide. This keeps the workpiece supported close to the tool. So, it allows high precision even on long and detailed parts.
In comparison, conventional turning holds the material in a fixed position. As the tool moves across, longer parts may tend to bend. So, Thin and small features can cause warping during cutting if the part is not properly handled.
Cutting Mechanism
Swiss turned parts are made in small sections. The machine finishes one segment before feeding the next. This control provides surface finish and tolerance across the whole part length.
On the other side, in conventional turning, the whole part is exposed. The tool completes each operation in sequence. So, the process takes more time, and variation can happen between cuts.
Workpiece Support
Swiss machines use a guide bushing. This holds the material directly at the cutting zone. It prevents vibration and eliminates part deflection.
Conventional machines do not offer the same support. When the part extends beyond a certain length, it may flex. Especially in smaller diameter components, these machines can not maintain accuracy.
Cycle Time
Swiss machines support multiple operations in a single cycle time. These can cut, drill, and thread across several axes without stopping. The bar feeder keeps the process continuous.
Conventional turning requires more manual steps. These machines cut parts in sequence. They may need to stop between operations or for part loading.
Coolant Type
Swiss turning uses oil-based coolant for lubrication. These coolants reduce the friction and keep the cutting area clean. These also protect surface quality and help prevent tool wear.
Conventional turning often uses water-based coolant (oil emulsified with water). It removes heat quickly but provides less lubrication and increases the risk of corrosion.
Finishing Needs
Swiss turned parts are often finished in a single run. The machine features turned parts ready for use, with minimal to no secondary processing.
Parts from conventional machines may need additional polishing, deburring, or cuts. So, it adds time and labour when tight tolerances are required.
Cost and Value
Swiss machines comprise advanced features. So, these machines often require a higher initial investment than conventional Swiss lathes. However, the overall cost per part is lower when it comes to complex and high-volume production.
Moreover, you spend less time finishing. Scrap rates and machine downtime are reduced. Over time, Swiss turning gives a better return on investment. (See Also: Swiss Turning vs CNC Turning)
Try Prolean Now!
Limitations of Swiss Turned Parts Machining
Swiss turning is optimal for small, precise parts, but it still has its restrictions. Here are the key points you must keep in mind.
Bar Stock Size
Swiss machines need bar stock that’s between 2 and 38 millimetres thick. The diameter must be consistent. If not, feeding the bar through the guide bushing becomes a problem and affects part accuracy.
Bars over 10 millimetres usually get a chamfer on one end to help the gripper hold them tight. You can use bigger bars on some machines. In general, these setups aren’t typical.
Tool Size and Expense
Tools must be small and precise because everything is packed tightly on a Swiss lathe. This means fewer options for tool shapes and sizes. These tools cost more and also wear faster, so you’ll spend more on replacements. Moreover, tool changeovers can take longer, too.
Cooling and Heat Build-Up
Swiss machines use oil coolant instead of water. Oil lubricates well and keeps the tools in good shape, but doesn’t cool as quickly. If you’re running long jobs and cutting tough materials, heat can build up and cause issues. Therefore, you need to keep an eye on speeds and feeds to avoid overheating.
Setup and Programming Time
Setting up a Swiss lathe isn’t straightforward. You need to calibrate multiple tools and program all the axes carefully. So, it takes skilled operators to get it right. The upfront time is longer than that of a conventional lathe.
Practical Tips For Swiss-Type Machining 
Precisely Machined Swiss Turned Parts
- Precision and Tolerance: Keep the workpiece close to the guide bushing. It will prevent it from bending and make parts more accurate. Use sharp tools to cut more easily and get a smooth finish.
- Avoid Workpiece Damage: Choose the right material and cutting speed. Hard materials need slower speeds. At the same time, softer materials can be cut faster. Employ coolant to keep tools and parts cool and avoid damage.
- Achieve Better Chip Evacuation: Small parts need little space for chips to escape. Adjust speeds and feed rates to stop chips from building up. Make sure coolant flows well to clear chips. Select tools and coatings that help chips move away.
- Maximize Your Tool Path: Choose the right tools and cutting settings for small parts. Use CNC software that handles complex cuts well. Hold the part firmly to reduce vibration and get a better finish.
Precision Swiss Turned Parts Manufacturing Solutions by Prolean Tech
Prolean Tech places among the leading Swiss turned components manufacturers. Our in-house facility is equipped with modern CNC Swiss lathes to produce small parts with the precision your projects need. This approach reduces waste and speeds up the process. Therefore, you get consistent quality parts without delays.
We work closely with our customers to understand their exact requirements. Whether it’s a single prototype or a full production run, we deliver parts that fit perfectly and arrive on time. Contact our team today for Swiss turning services trusted by global OEMs.


0 Comments