Stamping is the metal-forming process that deforms the sheets into a specific shape. You can convert the sheets from 0.20” to .080” thickness using metal stamping dies and a punch mechanism. A die is designed with different cavities, where sheet metal is placed. Then, punching executes bending, stretching, and deep drawing operations in a single process.
Stamping dies are typically made with tough materials like steel hard alloys (tool steel) or other similar that can withstand the punching pressure without deformation. We will discuss the technical details of sheet metal stamping dies, and how they bring accuracy and consistency to custom sheet metal components.
Let’s start it!
What are the Metal Stamping Dies?
Metal stamping is also known as die-punch stamping as the entire process is dependent on the die desing, from dimensions and features to finish quality. So, dies are the tooling that determines the end realusts of stamped parts.
A stamping die consists of an upper and lower half(upper and lower shoe), the upper one is attached to a ram that descends along with the punch. Meanwhile, the guide pins provide the perfect alignment between these two sections. The clearance between the die cavity and the punch depends on the thickness of the worksheet.
Here is a typical structure of a metal stamping die;
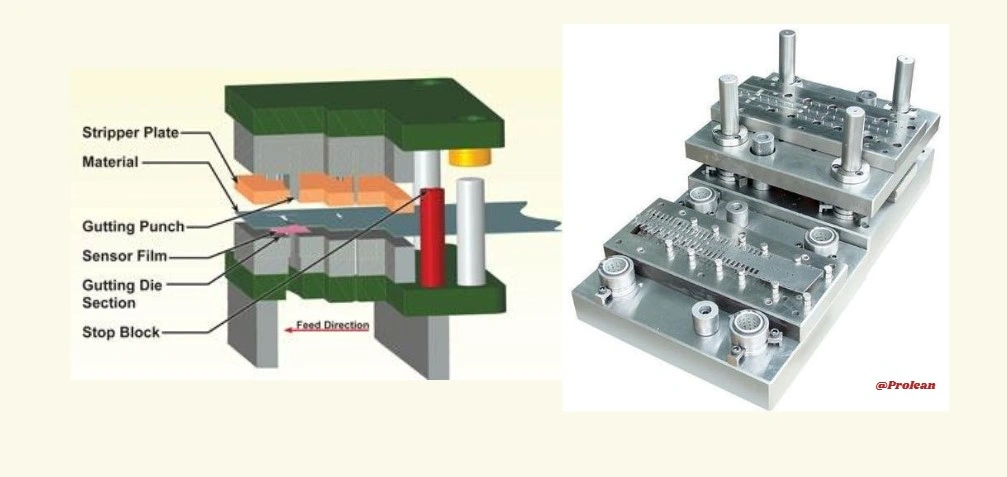
Structure of a stamping die
A recoiler or automated feeding process continuously supplies the material in between the punch and die setup. The stripper plate holds the sheet in the correct position as the punch goes through it. As the die descends the punch interacts to cut or form the material at the cutting die section. Next, the stop block ensures the material is positioned correctly within the die. It acts as a guide and allows the sheet to feed through consistently.
Try Prolean Now!
Type of Metal Stamping Dies
You have different options for metal stamping tooling, which comes with a variety of stamping dies; ingle-station dies, compound dies, progressive dies, etc. Each of them has their own design characteristics, functionality, and working mechanism.
Below is a short elaboration on common types;
Single Station Stamping Dies
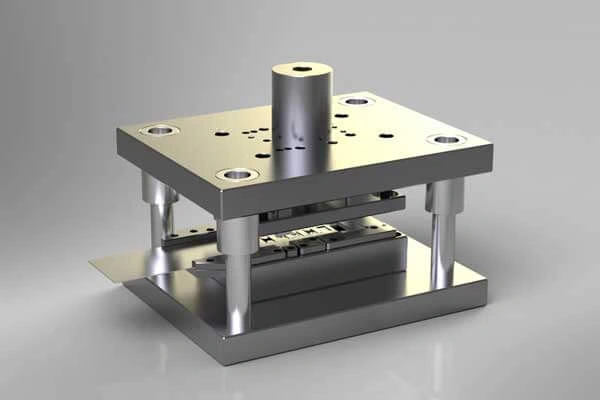
Single station stamping die
This type of die setup involves placing a worksheet over the die, and a single punch completes the stamping cycles. The punch executes the necessary force and goes back to the initial position. Then, the part is continuously transferred to the next die automatically or manually if desired for further punches.
The punching mechanism is typically associated with either hydraulic or mechanical systems in the single-station die stamping. It is suitable if parts only need a few operations like cutting and bending.
Progressive Stamping Dies
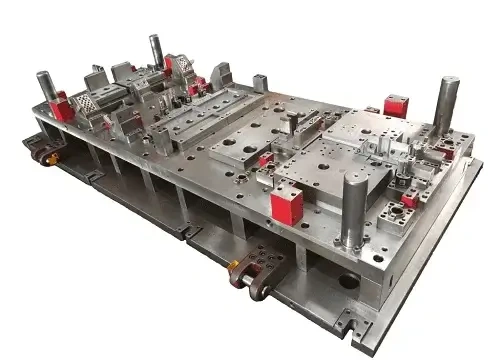
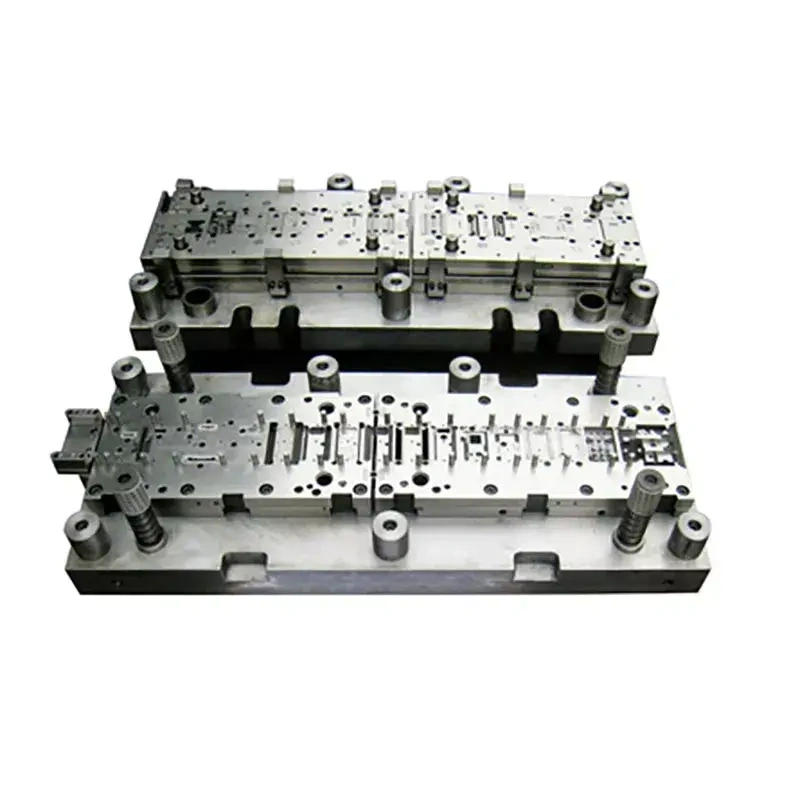
Progressive stamping die
It is the combined structure of multiple sheet metal stamping dies in a streamlined setup. These dies execute successive sheet metal forming operations as the worksheet moves from one die to another and produces continuous parts.
Next, you need to understand the concept of stamping stations. The sheet moves a specified distance in a fixed interval and punches at each station shape the parts respectively. For example, a sheet is bent and marked for holes, and the next station punches the hole.
The progressive metal stamping dies are suitable for the mass production of parts. It provides good production speed, low stamping cost, and dimensional consistency. It also supports large and complex sheet metal designs. However, this type of metal stamping tooling is more complicated and challenging for calibration and maintenance.
Compound Stamping Dies
Compound stamping die
These dies are characterized by their capabilities of performing multiple forming operations with a single punching stroke. A compound stamping die includes and slider mechanism that allows to shape of the worksheet at multiple contacts. For example, the first punch contact punches a hole at the center and the sides of the punches hem the edges of the sheet. Here, the time interval between these contacts within a single punch stroke is significantly low.
Compound die stamping offers high production efficiency, low material wastage, automatic processing, and cost-benefit in large-scale production. Meanwhile, the stamped parts might require further processing to achieve the designed specifications.
Transfer Stamping Dies
![]()
Transfer metal stamping
Transfer dies allow for multiple motions of the worksheet. Blank worksheets are loaded inside the transfer units that can be moved along the X and Y axes. Meanwhile, the transfer finger also moves and grips them. The slider mechanism transfer dies for the next stations for subsequent operations. After that, they return to the initial position, and the cycle goes on.
The transfer stamping dies manage to perform diverse sheet metal operations without multiple die setups. It can handle the complexity and minimize material wastage.
Considerations for Custom Metal Stamping Dies
Custom metal stamping dies are made according to the unique sheet metal designs of desired parts or products. To make the custom dies, you need to consider different factors, from die material to punch clearance.
- Choose the Right Die Material
While choosing the die material consider the desired toughness, strength, hardness, thermal conductivity, durability, and which type of stamping materials you are going to stampede.
Typically, tool steel and carbide alloys are used for their excellent properties. Carbide and tool steel dies can process, steel, titanium, aluminum, and other various types of worksheets.
- Consider Stamping Die Type
Based on the complexity and required forming operations, choose which type of die is suitable for your parts. For example, single-station dies are suitable for simple geometries, whereas you might need progressive or transfer dies for designs requiring multiple operations.
- Choose Right Clearance
Choose the clearance between the punch and die cavity based on the thickness sheet in your design, thermal changes, and other effects.
- Optimize Die Configuration
The right sequence of sheet metal forming operations significantly reduces the cycle time and also ensures the highest accuracy. You can use different computer software or tools to simulate the stamping process before making the die configuration decision.
- Assembly of Die Components
The positioning and alignment of individual components directly impact the process accuracy and performance of custom metal stamping, such as Guiding pins, fastening items, stripper plates, etc. So, ensure these factors with an accurate calibration process.
What to Look For? Outsourcing the Stamping Dies
The manufacturing of sheet metal stamping dies requires CNC machining, EDM machining, laser cutting, and other highly accurate and precise technologies. They require different advanced machinery and tooling, which comes with high upfront costs. Additionally, the production also needs expert professionals to handle it. Therefore, it is often cost-effective to purchase the die or outsource the production from stamping die manufacturers.
While choosing the manufacturer, you need to look for;
- The equipment and machining facility
- Tolerance capabilities
- Lead time and your project timeline
- Material Options
- Capability of machining complex geometrical features
- The Cost of the metal stamping die
At ProleanTech, we optimize the dies with Computer simulation to optimize them for best functionality and performance. Then, the first piece sample verification process ensures that metal stamping dies are according to your specifications. You can request stamping service quotes for pricing and other details.
Try Prolean Now!
Conclusion
The die and punch setup according to your sheet metal parts and products ensures the highest precision and quality. Therefore, understanding the metal stamping dies and deciding the right options is essential. You should analyze the sequence of sheet metal forming operations required before creating the dies. If you don’t have your own factory to machine the die, outsourcing from experienced manufacturers saves time and cost.
FAQs
What can be made with the CNC metal stamping process?
CNC metal stamping can produce automotive components, aerospace parts, electrical connectors, brackets, and enclosures. This method is suitable for complex sheet metal parts with precise dimensions.
What are the different types of metal stamping dies?
- The common types of stamping dies include;
- Single-station dies (for simple cuts or bends)
- Compound dies (performing multiple operations in one stroke)
- Progressive dies (a sequence of operations across multiple stages.
How much does it cost for a metal stamping die?
The cost of a stamping die depends on the size and complexity, typically it ranges from $ 5000 for a simple die to several thousand dollars.
Are metal stamping dies durable?
Yes, metal stamping carbide and tool steel dies are highly durable. They withstand high production volumes, up to millions of cycles.


0 Comments