Among the most frequent procedures for manufacturing objects is injection molding. Ejector pins are crucial. They prevent damage to molded parts during ejection. Injection molding ejector pins automate manual tasks and improve and speed up the productivity of final goods. Additionally, it standardizes product design. They maximize product and mold efficiency and durability.
Some molded parts eject flawlessly, while others show marks or deformation. The difference often lies in ejector pin design and machining precision. Ejector pins simplify and ensure manufacturing quality. This article covers topics related to injection molding ejector pins. It includes ejector pin types, the effects of ejector pin marks, and design, finishing, and service considerations.
Injection Molding Ejector Pins
What Are Injection Molding Ejector Pins?
Parts manufacturing relies heavily on injection molding ejector pins. These are essential to the injection molding mold’s ejection procedure, which determines product quality.
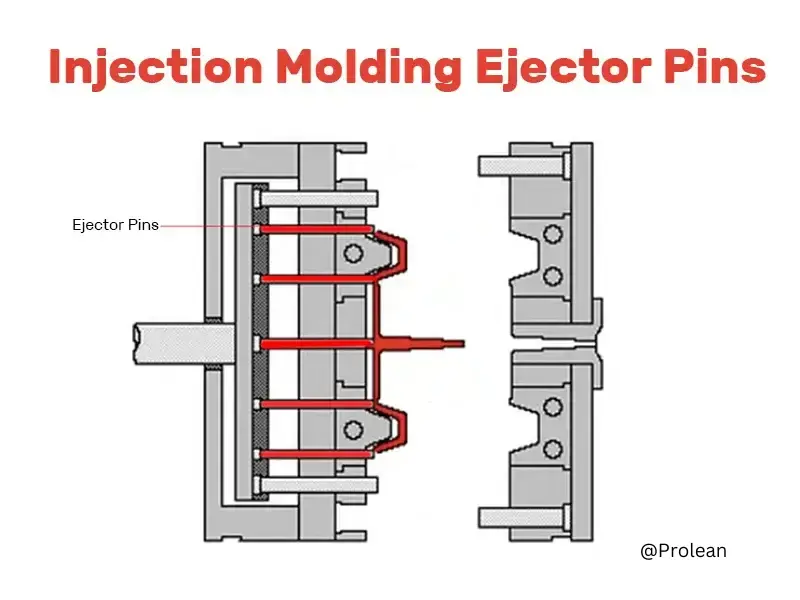
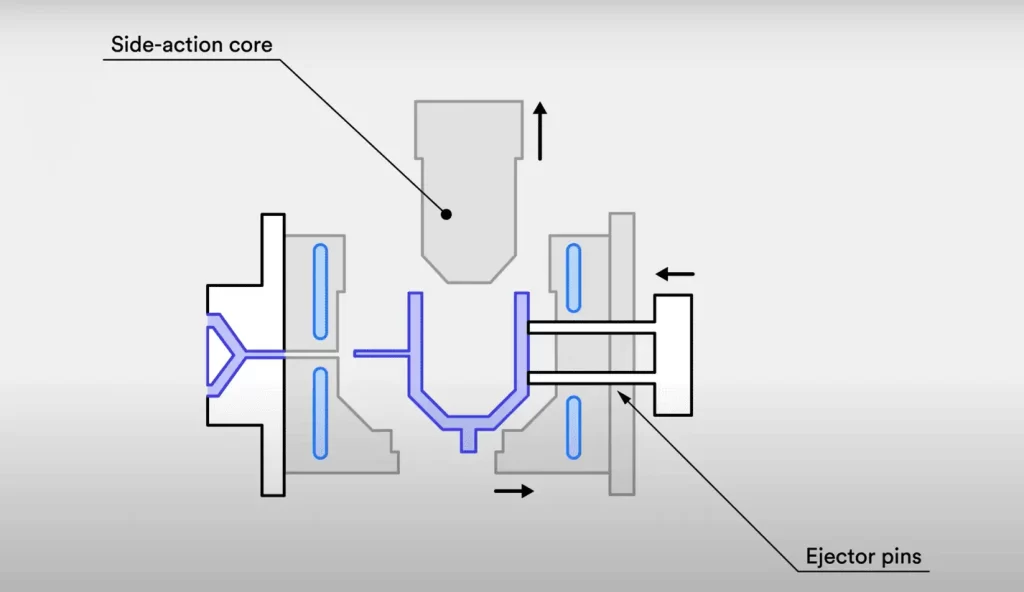
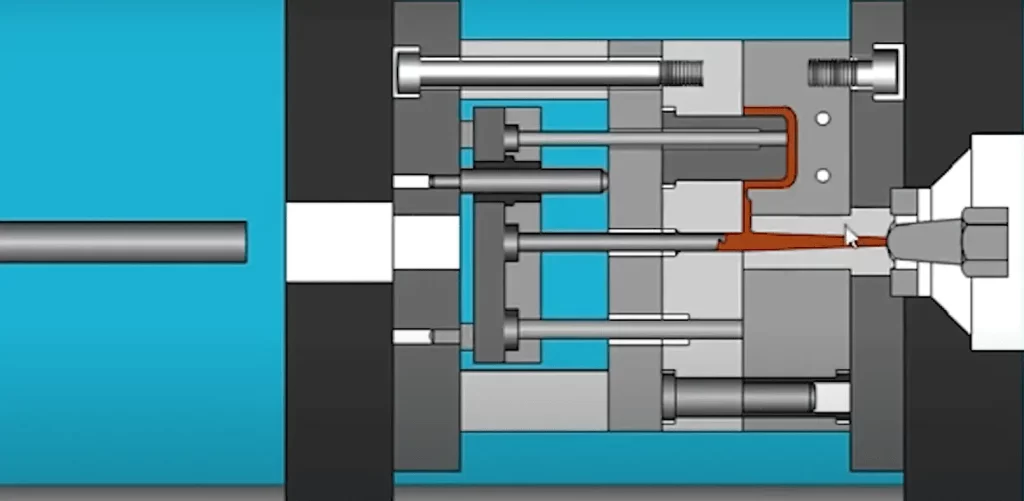
Injection molding entails putting molten resin into a mold composed of A and B sides. Once the plastic solidifies, the mold is opened to extract the formed part when it cools. Ejection of the product is the last and most important step in injection molding. Ejector pins on the B-side are crucial. They remove the finished component from the mold. The pins leave slight marks on the component. At this point in the injection molding process, the component must be shielded from all kinds of deformations and flaws, which is why efficient ejection systems are crucial to address by injection molding services and production workflows.
In injection molding ejector pins—thin metal rods—are used to extract the cooled and solid item from the mold chamber. The finished product has the capacity to be released from the mold with little damage to its shape and structure because of the pins that are set inside the mold.
Injection Molding Ejector Pins
Try Prolean Now!
Types of Ejector Pins and Their Functions

types of ejector pins for injection molding
Using the right ejector pin type is critical. It ensures perfect products and easy part ejection. First, we’ll go over the most common variety of ejector pins. Here are some of the most common types that work well for this procedure.
Nitride H13 Ejector Pins
These pins, or Nitride H13 pins, are for die-casting ejection. They are more challenging than standard hard pins. These case-hardened pins can withstand temperatures over 200 °C. They are nitride to 65–70 HRC.
Nitride Ejector Pin
Hard Ejector Pins
Heat treatment of these ejector pins achieves uniform hardness throughout the pin’s diameter. Through-hard pins, used in molds for plastic ejection systems, can endure temperatures up to 200°C.
Black Ejector Pins
Due to the limits of Nitride H13 pins, which can’t work above 600°C, manufacturers developed black-coated ejector pins. The ejector pin can self-lubricate and endure 1000°C, due to its black coating. This expensive pin is ideal for car molds with metal ejection systems.
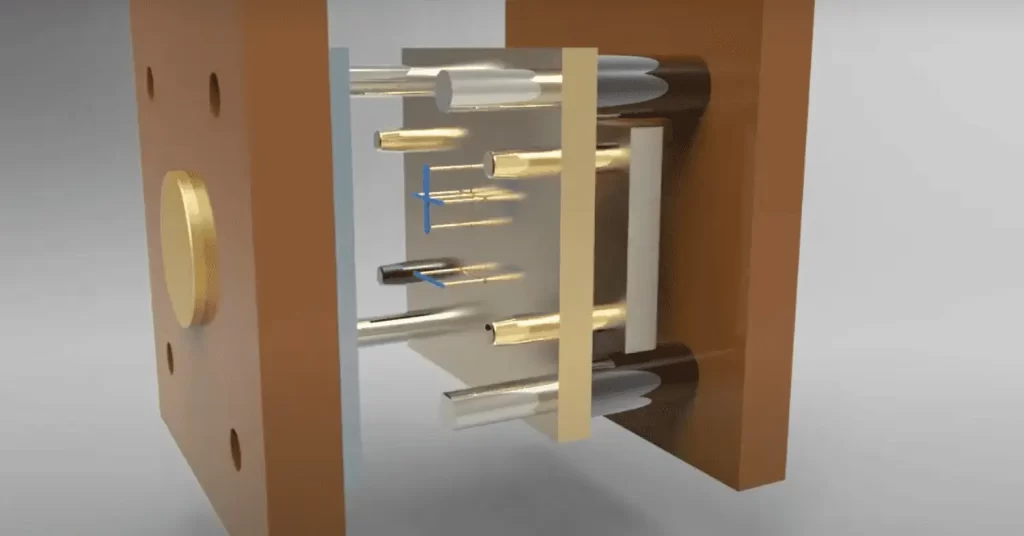
Ejector pins are simple in design but vital to injection molding. They help remove the molded parts. Poorly designed ejector pin systems can reduce productivity and increase costs.

Black Ejector Pin
Types of Ejector Pins based on mold design
The most common types of injection molding ejector pins are also determined by the mold’s design and the characteristics of the molded components. Some common examples are as follows:
Straight Ejector Pins:
If you’re looking for a quick way to eject a typical component that doesn’t need a complex design, a straight ejector pin is an excellent choice. This simplest ejector pin is the straight kind, characterized by its basic cylindrical form. Typically, items with basic geometries are used for the easy ejection of mold pieces.

straight ejector pin
Shoulder Ejector Pins
The pins’ diameters are bigger at the shoulder and smaller at the tip, called shoulder ejector pins. The inclusion of a shoulder on top of shoulder ejector pins allows for easier and more efficient ejection of large or complex components. Their purpose is to prevent the pin from being embedded in the item during ejection, which may lead to unsightly flaws.
Blade Ejector Pins
To avoid distortions from traditional round pins, use thin, flat-blade ejector pins for very small or thin-walled objects. The pin is better protected from corrosion and wear due to its design. When long-term endurance is of the utmost importance or when molding abrasive materials, it is often used.
To eject from deep, narrow holes or pieces with variable geometry, blade ejector pins are ideal due to their flat, broad surface at the tip.blade injection molding ejector pins
Two-stage Ejector Pins:
The ejection process may be made more progressive using two-stage injection molding ejector pins, which have two different sizes. When a component has to be ejected with more care to avoid damage, it comes in handy.
Floating Ejector Pins
These pins can withstand small changes in the molded part’s size. Having some wiggle room allows them to conform to the form of the component as it is being ejected.
Since each form of ejector pin has its pros and cons, the best choice depends on the part’s layout and use.
Try Prolean Now!
What are Ejector Pin Marks?
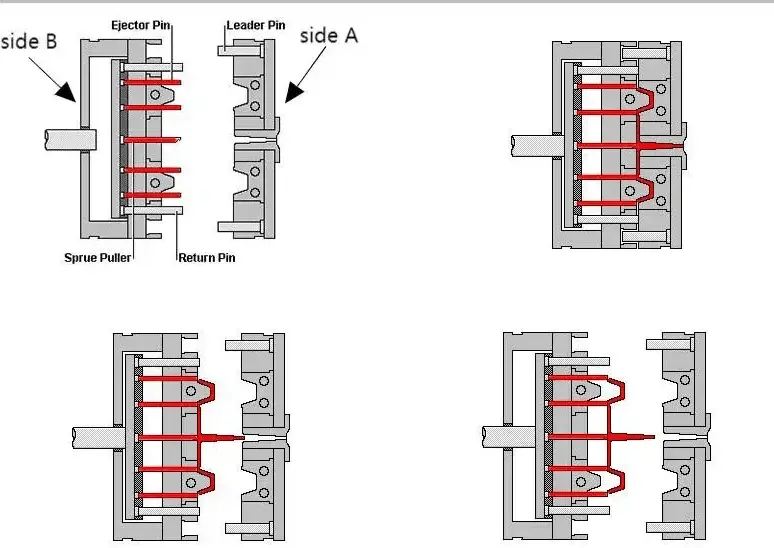
Imagine the A and B sides as the two halves of a mold. As the resin cools in the mold, the two halves separate. This allows for the removal of the completed plastic part. When an injection mold opens, the A-side lifts the created component. The ejector pins are on the B-side. A component is expelled from a mold by use of the injection molding ejector pins located on the mold’s backside. It is normal practice for the ejector pin to leave impressions on components as they are ejected. Ejector pin markings are another name for these impressions.
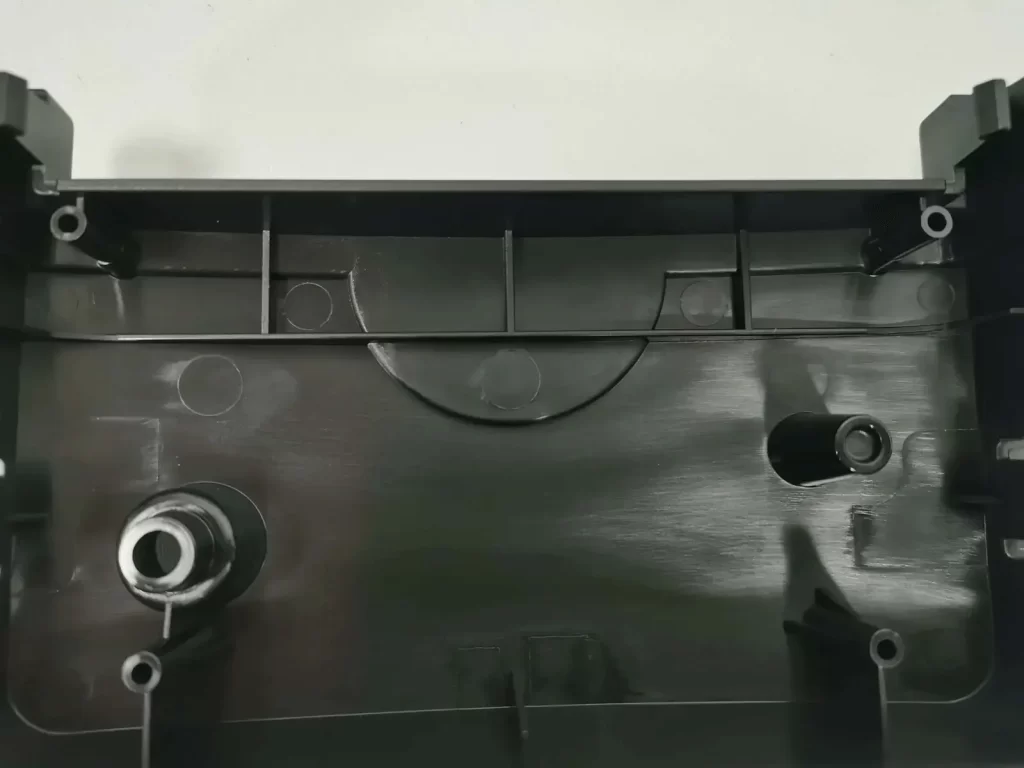
Ejector Pin Marks
The Impact of Ejector Pin Marks on Finishes
Ejector pin marks are an inherent feature of injection molding. The injector pins make tiny imprints on the molded components. These marks are usually minor. But if mishandled, they might become noticeable, which could hurt the product’s look. Proper injection molding design may reduce these markings by fine-tuning the pin’s size, placement, and ejection force.
How do we reduce Ejector Pin Marks?
Several methods may be used to reduce the likelihood of ejector pin marks:
- Make the dwell time shorter.
- Mildly lower the injection pressure.
- A certain quantity of melt may be pumped into the mold.
- Get the surface of the mold cavity as smooth as possible.
- Make sure the mold cools evenly by regulating the temperature.
- Give it more time to cool. As a result, the mold may cool more evenly.
- Raise the draft angle so the component can be easily removed from the mold.
Injection Molding Ejector Pins
Key Considerations for Injection Molding Design
Effective injection molding design incorporates numerous essential variables to produce quality and longevity in the end product. Important factors to keep in mind throughout the design process are:
Consistent Wall Thickness
With consistent wall thickness, the molten resin can move freely to fill the cavity according to the specified shape. When the mold walls aren’t consistent, the thinner parts will cool down more quickly than the thicker ones, which causes stress concentration, shrinkage, and, ultimately, component breakage upon ejection.
Draft Angles
A slanted draft angle coats the inside and outside of an injection mold. Thanks to its small deformation, the completed item can be easily removed from the mold.
Draft angles help reduce friction when ejecting a component. If the draft angles are omitted, the part’s ejector pin markings may be magnified.
Curved Boundaries
Remember that rounded edges on the interior and exterior of the component minimize stress concentration and avoid cracking, while sharp corners restrict plastic flow and are harder to remove.
Decreasing Undercuts
Protruding elements known as undercuts are an integral part of every mold design. They prevent the component from being ejected directly from the mold.
While undercuts are inevitable in any ejection system, the design team should nevertheless minimize their frequency. Another solution is to provide interlocks or closures that make it easier to remove the component.
Locations of Gates
Molten resin fills the mold via the gates, and after it cools, the ejector pin may remove the pin mark that has formed from the gate. This means that the gates will leave a pin mark that will be apparent after the dent is removed. An edge gate that conceals the dents to a lesser extent may fix this.
Resin Type
The pin’s size and location are affected by the resin type. Certain materials are more difficult to work with when removed from a mold because of their thickness or stickiness. Some resins are malleable, whereas others are tough and easily broken. Part design and function are major factors in determining the material choice.
Also, remember that components manufactured from silicone rubber in liquid form do not need ejector pins.
Part Shape
To function, ejector pins must be pushed against a level surface. Remember that ejector pins can’t be placed on surfaces with slants or curves; surfaces have to be perpendicular to the path of pin motion.
Ejector Sleeves
Choosing Injection Molding Services and Companies
To ensure accuracy and quality in your product’s parts, work with the right injection molding companies. Here are some things to think about while assessing injection molding services:
Find a company that makes ejector pins and custom mold parts. They should have experience with complex designs and tight standards. A reliable injection molding firm has robust quality control procedures. They ensure the finished products are defect-free and meet design specs, including no ejector pin marks. Some injection molding companies can polish the components in-house. This improves their look and fixes small flaws in the ejector pins.
Injection Mold Components: Beyond Ejector Pins
Ejector pins are just one part of an injection mold. Alongside other parts, work together to speed up production. Gates, runner systems, and cooling channels are also vital injection mold components. These components are vital to the molding process. They control the temperature and direct the flow of the molten plastic.
Final Thought
Injection molding ejector pins systems are vital. They ensure the smooth removal of molded parts from the mold. A thorough knowledge of injection molding ejector pins systems is essential for high-quality results. If the designer considers the various types of injection molding finishes, molded parts can be made of higher quality and last longer.
Select an injection molding firm. It should have top-notch finishing skills, expertise with complex molds, and high-quality services. Designers must not ignore the importance of ejector pins in injection molding. This is necessary to prevent ejector pin marks and other defects in the mold-made product. So, work only with a company experienced in injection molding ejector pin design. With this attention to detail, we can achieve an ideal outcome. It will have few visible markings and excellent product aesthetics.
FAQs
Q.1 What is the purpose of ejector pins in injection molding?
At the end of the molding cycle, the plastic part must be removed from the mold. This is where the injector pins come in. They make sure the component can be removed efficiently and smoothly, which means manufacturing can keep going.
Q.2: What materials are ejector pins made from?
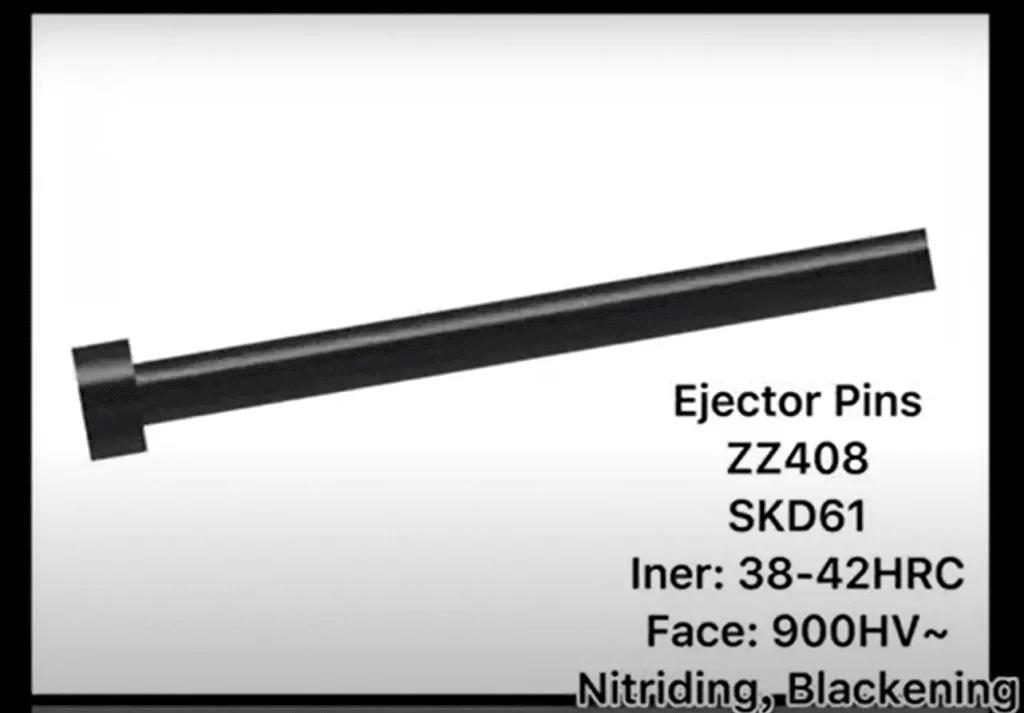
Commonly used hardened tool steels for ejector pins include H13, D2, A2, and M2. Some factors in choosing a material are the expected production volume, mold complexity, and the type of plastic being molded. Depending on the task, these materials can withstand different levels of heat, wear, toughness, and hardness.


0 Comments