“The custom sheet metal stamping process yields intricate components using specialized machinery, shaping different sheet metals and transforming them into specific designs and dimensions as per precision requirements.”

In metal forming, metal stamping is a cold forming process integral for creating complex designs to prototypes for various industrial uses. The convenience of producing industrial components with accuracy is a fundamental aspect of metal stamping. Manufacturers can easily replicate the process to produce large-scale products. It has wide adoption across various industries, from medical to automotive sectors and food service providers to contractors. Moreover, the integration of CNC systems has advanced the fabrication process.
However, many sectors manufacture products that are exclusively built for specific purposes. Unlike mass-production stampings, these parts require metal stamping for complex dimensions and exclusivity. The custom sheet metal stamping process requires upfront development costs and has various use cases. This article will focus on custom sheet metal stamping, its techniques, stamping materials, and quality control for metal parts along with benefits.
What is Custom Metal Stamping?

Custom Metal Stamping Parts
Custom metal stamping is a complicated operation that turns sheet metal into certain shapes using a combination of presses and dies. Different metal forming processes are kept in place to manufacture components with complex geometries and tight tolerances through precision stamping.
These components are distributed to various industries such as aerospace and medical sectors for specialized projects and machinery. CAD/CAM engineering solutions are heavily involved in ensuring the accuracy of the workpiece being produced. These tools provide a blueprint that assists professionals in carving out the right product from large sheets of metal. Custom stamping machines can also be programmed to ensure accuracy.
Try Prolean Now!
Custom Metal Stamping Process
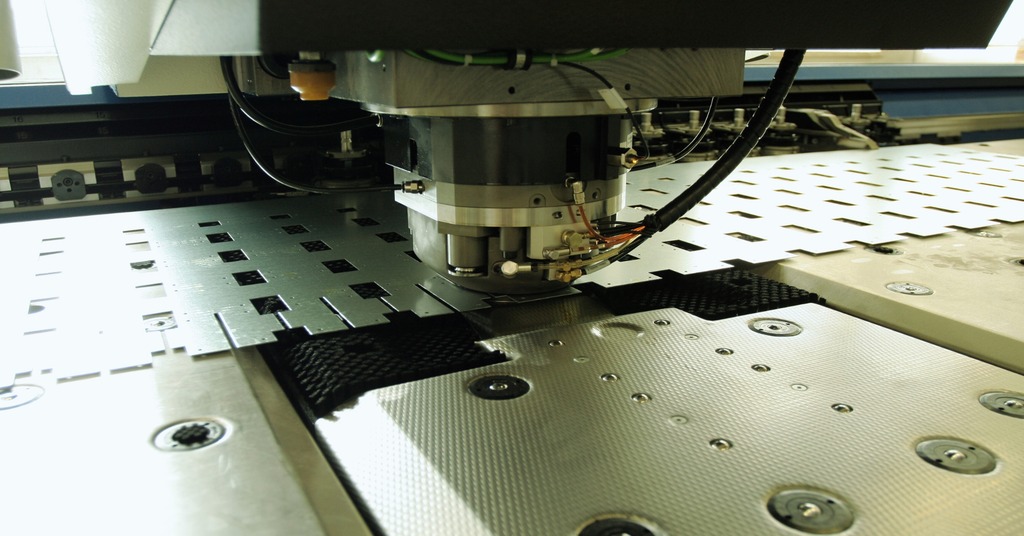
Precision Metal Stamping
The general custom metal stamping process is divided into several steps that take into account ensuring all crucial requirements are met with quality.
- Technologies like 3D and CAD programs help in producing a design for engineering assistance.
- The prototyping tool is used to create and analyze small quantities of stampings before the complete development of products. The stamper can be used to test prototypes and evaluate their manufacturability.
- The technical staff plans the production after successful prototyping to review APQP/OQ/PQ/IQ/DQ industry standards and calculate associated risks in production.
- Highly detailed tools are chosen to ensure consistency, these include die sensors, etc., for preventive maintenance and critical feedback for real-time design.
- A variety of presses equipped with technologies including Servo feeds (electronic) and robotic automation are augmented for precision metal stamping. Operations like Die-tapping and in-die assembly are executed in this phase.
- Precision metal stampers are employed to ensure accuracy and help in quality control over large-scale production, throughout the project.
- The finished product is assembled as per manufacturer specifications (loose-piece, reel-to-reel) and is packaged for shipping.
Metal Stamping Industrial Production Methods
There are various ways to stamp metals. Each method accounts for the convenience as well as the complexity of the project. For parts that require tight tolerances such as up to ±0.0002″ (0.005mm), stamping methods can employ die sensors that help in the continuous evaluation of the quality and ensure inspection of the process. Here are key industrial procedures for custom sheet metal pressing:
1. Progressive Die Stamping
The metal strip is used in progressive die stamping that carves the sheet from station to station while also performing other operations. The process starts with the insertion of “conical-shaped” pilots into the holes of the metal strip. These pre-pierced cavities ensure the alignment as the part advances to the completion. A minute fraction (even an inch) can cause the part to go out of tolerance as the component is directly attached to the metal strip throughout the progressive die-stamping process. The material (sheet metal) is continuously fed to the stamping press in this technique to ensure high repeatability.
2. Transfer Die Stamping
Multiple tools are used in the transfer die stamping process as the part is subtracted from the metal strip and freely transferred. It has three working structures that allow free motion of the part, which can be turned or rotated at different angles to shape the workpiece at each station until it is complete. The transfer die stamping process has automation that streamlines the operation into a single process that can handle different procedures, such as cut-outs, holes, and threading mechanisms. This custom metal stamping die eliminates the secondary processes and reduces the overall budget of the project.
3. Deep Drawing

Deep-drawn part
Some projects require the metal sheets to be cut into deep halves, exceeding the depth of drawn parts in diameters. This is where deep drawing metal sheet stamping comes in that uses blanking, swaging, or sizing to deform the base metal sheets. The deep drawing process applies recessed features to the sheet and the material is radially drawn into the die capacity through the mechanical action of the punch.
4. Fine Blanking
Sheet metal blanking
Parts that require precision across their edges require a fine blanking technique in which the metal stamping process is combined with the cold-metal extrusion technique to specialize the press into fine blanks. The procedure uses the spur gear principle to compress the blank holder and die. The machine also has an impingement ring that counters the radial inflow of the material. The gear is fully sheared, while the counter punch descends, reversing the pressure that retracts the punch.
5. Multi-Slide / Four-Slide Stamping
Multi-slide / Four-slide stamping is geared towards the production of complex components that contain more than one twist and bend. This mechanism of four-slide stamping is that the machine is composed of four moving slides or rams that strike the workpiece to create the finished components.
These four slides stamp the material bending it at 10-14 directions. In contrast to other machining techniques that move up and down, the multi-slide punch simultaneously bends the metals (over 90° angles) producing a wide range of components including spring clips, brackets, and shunts.
Custom Metal Stamping Techniques
In any industrial production operation, these methods are necessary to stamp the sheet metal into a variety of products. These custom sheet metal techniques are implemented in different stages of the overall production cycle and are used to achieve desired results after the press.
Bending
Bending is the angular displacement of the sheet metal in which the outer edge of the material is clamped to a fixed state while the other end is bent with shear force to create a shape. It helps to shape curves in metal sheets.
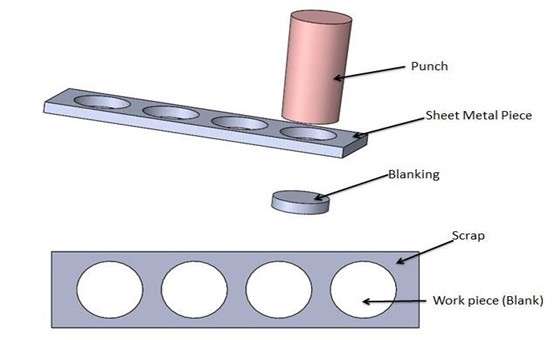
Blanking
The removal of excess material from the primary strip of metal is referred to as blanking. It is a crucial process in which the sheet is punched to subtract excess metal, creating contours. The required optimal size of the sheet for blanking is 3×1.5m. But, it varies from size to application requirements.
Embossing
Male and female embossing components are two types of cold-forming counterparts that create specific formations or designs from metal pieces. The workpiece is embossed with force to create three-dimensional features. It is much more similar to engraving.
Coining
Coining and embossing are co-related. Coining is used for forming metals under extreme pressure. The workpiece is pushed into a die forming a precise shape with final forms that cannot be reversed. In the coining process, the metal part is struck with large amounts of force that eliminates burrs and ensures the toughness of the metal. Further, coining is used to form pockmarks and protruding patterns in sheets.
Sheet Metal Deep-Drawing
This technique requires a drawing die to create large metal parts through a pressure-loaded draw pad. This helps prevent the wrinkling of the material flowing via a forming punch. Drawing is used primarily in automotive parts manufacturing and is critical in the custom sheet metal stamping process. Some common examples are; cylinders, hemispheres, pots, and pans.
Try Prolean Now!
Quality Assurance In Custom Metal Stamping Parts
Quality ensures the end products are met to the highest possible specifications. Like, various industries require quality components for their manufacturing needs. Industries primarily rely on quality products for better customer experience. For instance, the automotive, aerospace, medical, and electronic industries need stamped metal parts for several interior and exterior design components. Therefore, quality can not be compromised from the pre-fabrication inspection to the end user product.
However, it does not seem to be an easy task. Either, it needs careful consideration to bring stringent quality parts to the market. In this way, various methods of quality assurance play a part.
Mostly, the design manufacturers implement two systematic approaches to ensure quality. These include; Failure mode and effect analysis (FEMA), and Advanced Product Quality planning (APQP). The framework allows design engineers and fabricators to make sure each part goes through inconsistent quality to market. It is recommended to seek a reputable manufacturing company, to get standardized parts for your manufacturing needs.
What are the Benefits of Custom Sheet Metal Stamping?
Custom sheet metal stamping possesses several benefits in terms of high reliability, durability, and overall cost-effectiveness. Here are the benefits of metal stamping in your customized parts.
Benefits of Custom Metal Stamping
- The process provides great control to ensure the parts meet the required specifications.
- Custom metal stamping dies are suitable for shaping hundred to thousand parts from a single die
- Stamping is a speedy, and effective process that can produce up to approx. 1200 to 1300 parts in just a minute.
- Metal Stamping Costs are relatively lower as compared to other conventional methods.
- The metal stamping process produces no waste during part stamping which makes it economical for large batch volumes.
- Stamping helps to create parts with complex geometries or tighter tolerance.
- The metal stamping process produces parts with a smooth surface finish without additional treatment.
Precision Metal Stamping with Prolean
Precision demands expertise and advanced utility. Dealing with highly specialized tools for the production of intricate metal components can become a challenge for most, as it is a time-consuming process.
Here, at prolean, our metal stamping services are characterized by a high level of computerization. We use the latest equipment to deliver parts in a short lead time. From design engineering to mass production, trust Prolean at every step to ensure success and satisfactory results in your project.
Contact us today to hear from technical experts who will walk you through your idea, step by step, in full detail! Send us your Design and project specifications to get an instant quote!
Read more:
- The Embossing Steps in Sheet Metal Fabrication
- Sheet Metal Fabrication Cost: Everything You Need To Know
Try Prolean Now!
Summing Up
In sheet metal fabrication, metal stamping has become a central process to produce a wide range of industrial parts. With custom sheet metal stamping, companies can produce parts on demand with specialized features that provide major benefits compared to traditional stamping processes. Moreover, it provides flexibility to form parts on large-scale productions all while in minimal turnaround.
Choosing reliable stamping services is key in this regard as they ensure the success of the project, creating complex parts at competitive market rates. The use of the right production method with suitable technology also defines the end product as these factors directly contribute to the accuracy of the process.
FAQs
Q1. What are the thickness limits for the sheet metal stamping process?
Generally, 0.001 in. to 0.625 in, is the thickness that industries prefer for sheet metal stamping operations. However, special dies can carve out the sheet bars up to 3 inches.
Q2. Any alternative to creating fine blanks in metal sheets rather than blanking?
There are several other ways to shape the contours in sheet metals such as; laser cutting, plasma cutting, and waterjet cutting.
Q3. What are the steps of sheet metal stamping?
The material is fed into the press where the die (stamping tool) strikes the workpiece with force to create a desired shape. The die is pressed through the metal with excessive force.
Q4. Which material is best for the sheet metal stamping process?
Each material has its pros and cons, and the type solely depends on the project’s specifications. However, the most common types of material used in the industry are cold and hot rolled steel, Beryllium, copper, brass, and aluminum alloys.
Q5. Which kind of dies are used in sheet metal pressing?
Two kinds of dies are used in sheet metal pressing. These are; hydraulic press, and mechanical press.
Q6. What are the things to consider, when designing dies for custom metal stamping?
Certain key factors are involved in design considerations for dies to stamp sheet metals; A few are; tensile strength, work hardening rate, material type used, machinability, and formability.
Resources
KapilGupta, Rudolph Laoubscher, (2017), Advanced Gear and Manufacturing, and Finishing, Fine Blanking: Retrieve From: Science Direct


0 Comments